Станки-автоматы для фальцевания, например, кровельных металлических листов с получением замка, известны.
Также известны электроприводные станки с рабочими механизмами, осуществляющими операции по загибке кромок на листах, сопряжению их, фальцеванию под замок и прессованию.
Однако в таких устройствах управление рабочими механизмами производится раздельно, что приводит к рассредоточению операций по отдельным агрегатам и небольшой производительности.
В описываемом станке-автомате эти недостатки устранены. Это достигается тем, что станок выполнен с управляемыми клапанным воздухораспределителем пневмоцилиндрами, приводящими в действие рабочие механизмы, последовательно осуществляющие операцию по загибке кромок на листах, сопряжению их, фальцеванию под замок и прессованию.
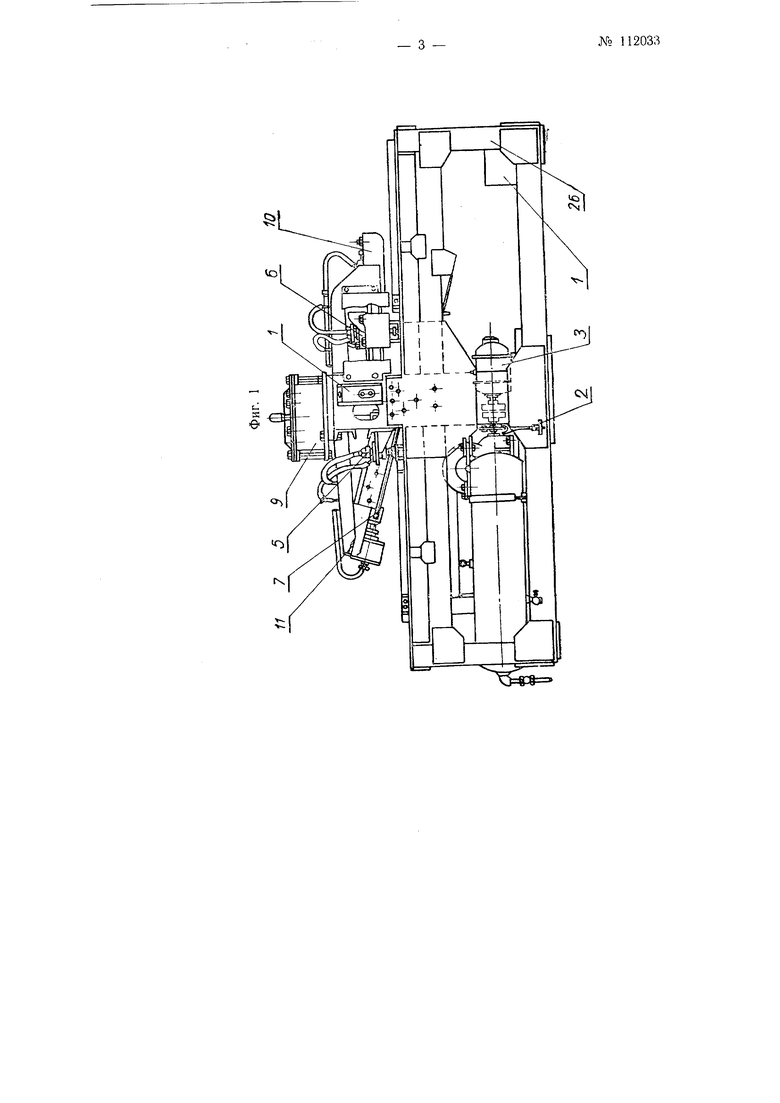
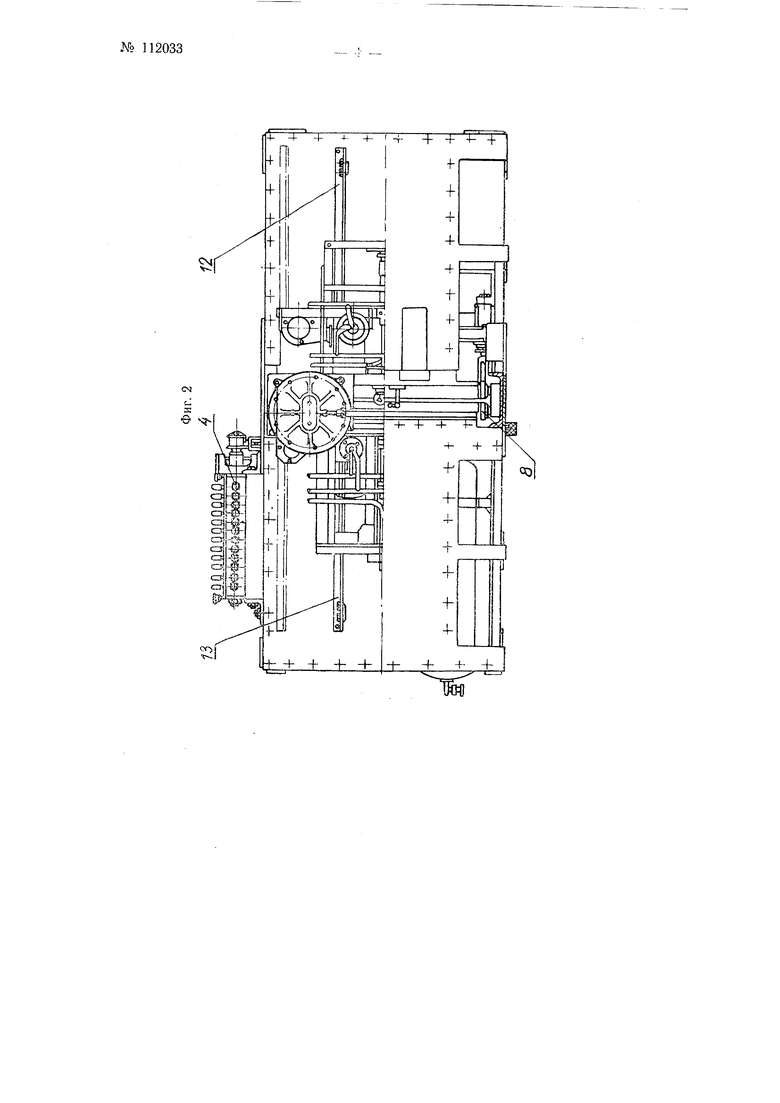
На фиг. 1 изображен вид станка-полуавтомата спереди; на фиг. 2- вид того же станка в плане; на фиг. 3 - кинематическая схема станка.
Станок состоит из следующих узлов и механизмов, расположенных на станине: пусковой и сигнальной электроаппаратуры 1; механизма 2 включения; редуктора с электродвигателем 3; воздухораспределителя 4; неподвижных прижимов 5 для закрепления одного листа; подвижных прижимов 6 для закрепления во время отгибки второго листа и передвижения его до сопряжения с отогнутой кромкой первого листа; копиров 7 для прижатия листов в местах гибки кромок под замковое соединение; гибочного механизма 8, осуществляющего отгибку кромок и придание им формы, необходимой для образования замкового соединения; опрессоБОЧного механизма 9, осуществляющего замковое соеди№ П2033- 2 -
нение; правого кронштейна 10; левого кронштейна //; правой фиксирующей линейки 12 и левой фиксируюш;ей линейки 13.
Все операции осуществляются при помощи сжатого возд)ха пневмоцилиндрами 14, 15, 16, 17, 18, 19 и 20, последовательно подаваемого в последние посредством воздухораспределителя 4, состоящего из клапанов 21, открываемых и закрываемых благодаря вращению вала 22, снабженного к лачками 23Два листа 24 и 25 кровельного железа, предназначенные для соединения в замок, устанавливаются на столе 26 полуавтомата из расчета, чтобы их продольные кромки упирались в направляющее ошнейки 12 и 13 (фи1-. 2). Поперечные кромки листов прижимаются к упорам 27 фиксаторов (фиг. 3).
Линейки 12 и 13 закреплены на столе полуавтомата болтами и при настройке его устанавливаются так, чтобы продольные кромки соединенных листов образовывали прямую линию, а замок был перпендикулярным к этой линии.
После установки листов на стол полуавтомата включается электродвигатель. Начинается рабочий цикл полуавтомата. Взаимодействие всех механизмов полуавтомата и их работа происходят следуюпдим образом.
Под действием сжатого , поступающего из воздухораснределителя 4 в верхнюю часть пневмоцилиндров, сначала происходит прижим листов 24 и 25 неподвижными и нодвижиыми нрижима.ми 5 и 6Упо)ные фиксаторы 27 переводятся в исходное ве)хнее положение. Копиры 7 прижимаются к листам в местах перегиба кромок. Гибочный механизм 8 производит отгиб кромок на листах отноеительно рабочих наконечников копиров.
Далее гибочный механизм и копиры возвращаются в исходное положение.
SaTCjM лист 25 передвигается кареткой подвижпого прижима 6 влево, заводя кромку лиета 25 за отогнутую кромку листа 24. В конце этого хода воздух из верхней полости нневмоцилиндра 16 выводится в атмосферу и тогда нод действием нружины подвижпого прижима 6 каретка его перемепдается в левое крайнее положение до иолного сопряжения отогнутых кромок листов 24 и 2д.
Под действием сжатого воздуха нневмоцилиндр 20 производит онрессовочным механизмом 9 соедииепие листов 24 и 55 в замок.
После окончания фальцевания кровельных листов воздухораспределитель 4 переключает подачу ежатого воздуха в нижнюю часть инев-моцилиндров, опреесовочный MexaiH-i3M 9 становится в исходное положение, неподвиж: ые прижимы 5 освобожда.от .-.ист 24. После этого каретка подвижпого прижима 6 вместе с зажатыми в подвижных приж) листами 24 и 55, соединенными в замок, отводится вправо. Затем раскрываются подвижные прижимы и опускаются упоры 27. Все рабочие механизмы занимают исходные ноложения для осуществления очередного фальцевания кровельных листов.
П р е д -М е т и з о б fi е т е и и я
Станок-автОлМат для фальцевания с нолучением замка, например, кровельных мета.ллических IHCTOB, о т .1 и ч а ю щ и и с я те.м, что, с целью совмещения в одном станке нескольких операций и увеличения его производительности, стапок выполнен с управляемы.ми клапанным распределителем пневмоцилиндрами, приводящими в действие рабочие механизмы, последовательно осущеетвляющие операции но загибке кромок на листах, сопряжению их, фальцеванию под замок и прессованию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И СОЕДИНЕНИЯ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ ИЗ ТОНКОЛИСТОВЫХ МЕТАЛЛОВ | 2000 |
|
RU2189506C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| ГРУЗОПОДЪЕМНАЯ СТРЕЛА КРАНО-МАНИПУЛЯТОРНОЙ УСТАНОВКИ | 1999 |
|
RU2169694C2 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2230699C2 |