Изобретение относится к электрофизическим и электрохимическим методам обработки, и, в частности, касается электроэрозионной вырезной обработки в водной среде.
Известен способ обработки электроэрозионным вырезанием, при котором в качестве рабочей жидкости применяется промышленная вода с антикоррозийными прсадками j.
Недостаток известного способа - интенсивная коррозия обрабатываемой детали, вызванная нахождением заготовк в воде и тем, что к электродам приложено рабочее напряжение.
Из-за окислительно-восстановительных реакций на деталях из сталей образуется бурая ржавчина, требующая дополнительной обработки.
Наиболее близким к изобретению является способ электрохимической размерной обработки с протекторной защитой путем установки экрана около необрабатываемых частей детали и подачи из него защитного потенциала на обратной полярности 2.
Недостатком этого способа при его использовании для э; ектроэрозионной вырезки является необходимость в большой установленной мощности дополнительного источника протекторной защиты. При электроэрозионной обработке рабочее напряжение на электродах изменяется в зависимости от режима обработки в диапазоне 15-150 В. Выбор величинь защитного потенциала еобходимо производить исходя из максимальных возможных напряжений. Это приводит к значительным энергетическим потерям.
Цель изобретения - повышение эффективности защиты и снижение потребляемой энергии.
Поставленная цель достигается тем, что согласно способу электроэрозионной обработки в водной среде с протекторной защитой путем установки экрана около необрабатываемых частей детали и подачи на него защитного потенциала обратной полярности, контролируют разность потенциалов между электродом и деталью и устанавливают увеличину защитного потенциала, равную сумме указанной разности потенциалов и постоянной величины, обеспечивающей катодное газовыделение на всей защищаемой поверхности детали.
Отличием предлагаемого способа от прототипа является регулировка напряжения источника питания катодной защиты в функции среднего напряжения между обрабатывающим электро.1ом и деталью. Это обеспечивает постоянство интенсивности восстановительного процесса на обрабатываемой
детали при минимальных энергетических потерях.
На чертеже приведена блок-схема устройства для реализации изобретения. 5 К детали 1 и электроду 2 подключен источник технологического тока (генератор импульсов). 3, причем положительный вывод генератора соединен с деталью. Источник катодной защить 4, содержащий управляемый тиристорный выпрямитель 5 и схему формирования импульсов управления тиристорами 6, подсоединен к детали 1 и вспомогательному электроду-экрану 7. К детали 1 и электроду 2 подключен блок усреднения напряжения 8, выход которого соединен со
5 входом схемы формирования импульсов 6, а вход является с источником технологического тока.
Способ реализуется следующим образом. Изменение режима обработки, вызывающее изменение рабочего напряжения источ0 ника 3, приводит к соответствующему изменению сигнала на выходе блока 8 усреднения напряжения.
При этом схема 6. изменяет у1ол открывания тиристоров выпрямителя 5 так, что
5 напряжение на его выходе, и, следовательно, на электродах 2 и 7 сохраняется равным сумме среднего напряжения на эрозионном промежутке и постоянной величины, обеспечивающей катодное газовыделение на всей поверхности заготовки. Эта веO личина для обеспечения необходимой плотности защитного тока по всей поверхности заготовки составляет 3-15 В.
Экспериментальная проверка эффективности применения изобретения проводилась на электроэрозионном вырезном станке
модели 4732ФЗ. Велась обработка латунной проволокой диаметром 0,3 мм. Обрабатывалась деталь из стали 45 размером 10х20х хбО мм. В качестве экрана использовались металлические листы толщиной 3 мм, из
которых один крепился к скобе станка над деталью и перемещался вместе со скобой, а второй закреплялся на столе станка под деталью. Обработка производилась в воде с присадками триэтанол-амина и нитрата натрия.
5 В таблице приведены результаты проверки.
Из таблицы видно, что при регулировке потенциала защиты мощность источника питания протекторной защиты снижается приближительно на 30%.
Применение изобретения-позволяет снизить величину припуска на слесарную доводку, которая предусматривает кроме пригонки деталей и их очистку от коррозии.

СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ В ВОДНОЙ СРЕДЕ с протекторной защитой путем установки экрана около необрабатываемых частей детали и подачи на него защитного потенциала на обратной полярности, отличающийся тем, что, с целью повыщения эффективности защиты и сниженя потребляемой энергии, контролируют разность потенциалов между электродом и деталью и устанавливают величину защитного потенциала, равную сумме указанной разности потенциалов и постоянной величины, обеспечивающей катодное газовыделение на всей защищаемой поверхности детали. (Л / / / / / f3//// /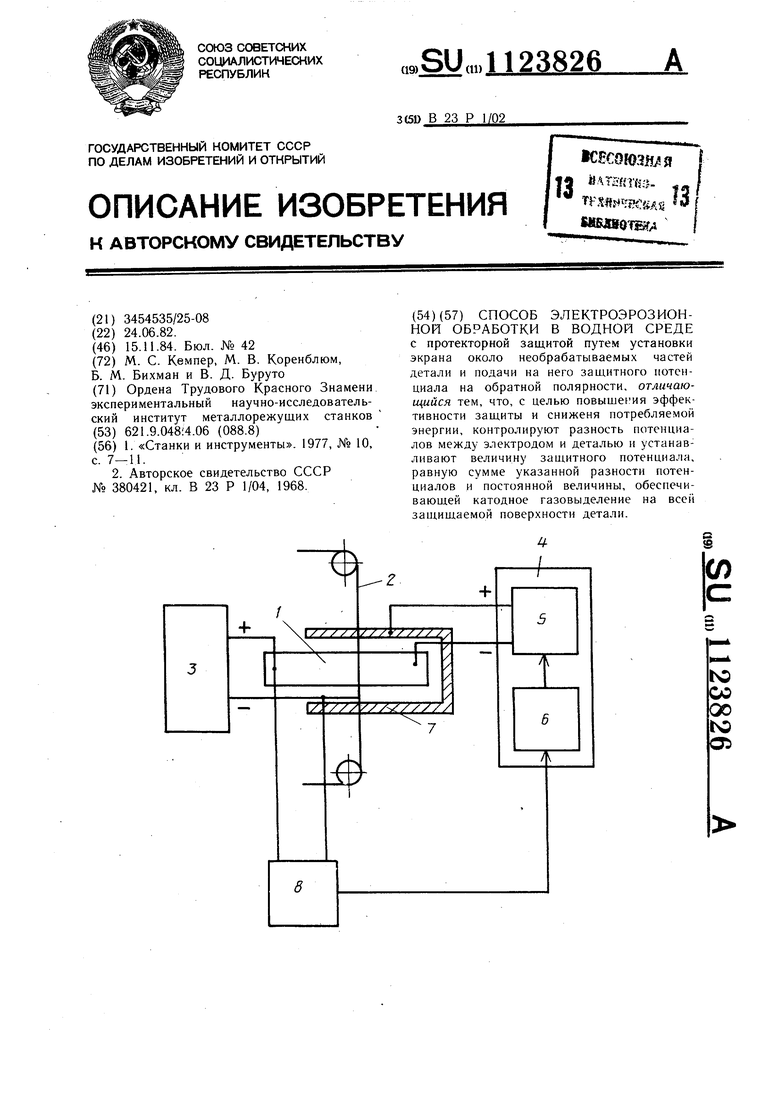
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| «Станки и инструменты | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 0 |
|
SU380421A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
