Изобретение относится к промышленности сборного железобетона и может быть использовано на заводах сборрого железобетона в качестве формовочной оснастки при изготовлении железобетонных труб.
Известноустройство для натяжения и фиксации арматурных стержней, выполненное в виде располагаемого в формующей опалубке патрона, внутри которого размещен конусный цанговый держатель, удерживающий фасонный на-. конечник арматурного стержня, имеющий конусный оголовок, причем держатель выполнен с резьбовым наконечником, на который навинчивается фиксирующая гайка в процессе навинчивания она перемещает зажим, и последний тем самым фиксирует своей конусной частью конусньш оголовок стержня .
Не цостатком этого устройства являетсясложность конструкции и его изготовления, обусловленная наличием цангового зажима с конусной полостью, а- также необходи ость выполнять на концах арматурных стержней соответствующзгю головку сложной конфигурации, что снижает технологичность производства, в частности, железобетонных труб.
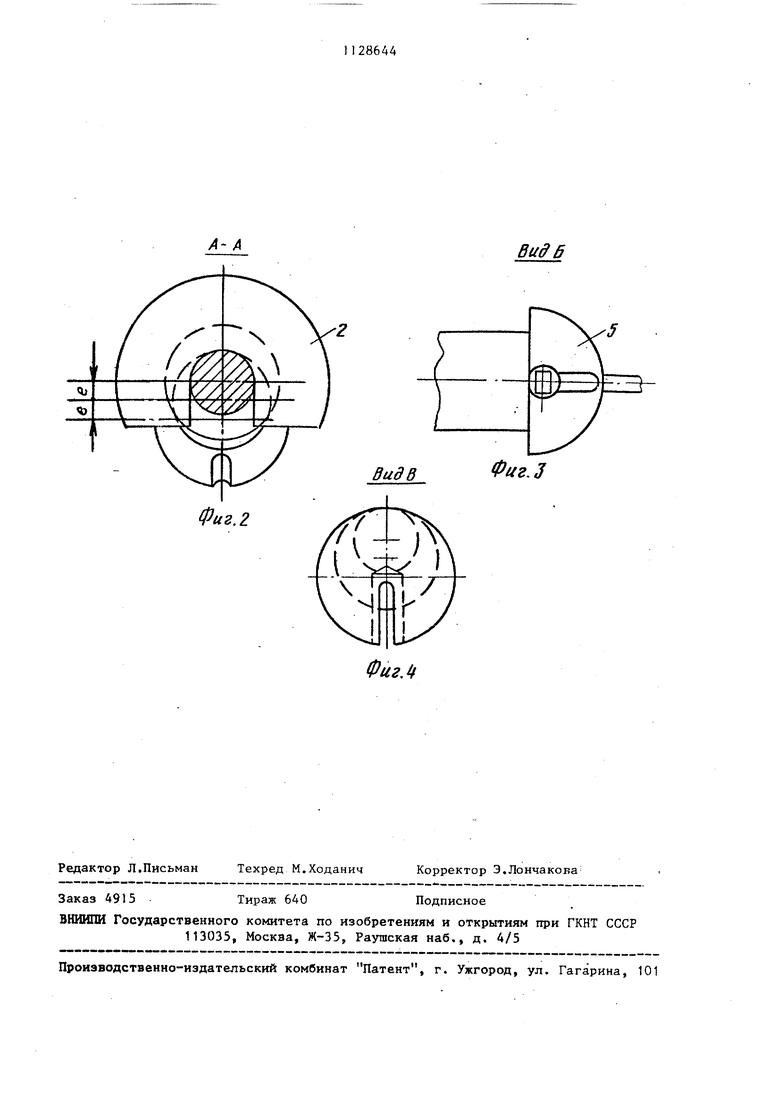
Наиболее близким по техническому решению является устройство для натяжения и фиксации арматурных стержней железобетонных изделий, содержащее цилиндрический держатель с резьбовым концом и сферргческой головкой с прорезью под анкер арматурного стержня и упорную гайку на резьбовом конце держателя, Недостатком этого устройства является сложность его конструкции, большая материалоемкость и невозможность использования его в стесненных условиях, т.е. при малой толщине стенки изделия, когда не представляется возможным разместить опорный патрон, особенно в условиях неперпен дикулярности расположения опорных по верхностей формы к оси натягиваемой арматуры. В конечном счете это снижает технологические возможности устройства. Целью изобретения является расширение технологических возможностей. Цель достигается тем, что устройство для натяжения и фиксации арматурных стержней железобетонных изделий, содержа щее цилиндрический держатель с резьбовым концом и сферической голов кой с прорезью под анкер арматурного стержня и упорную гайку на резьбовом конце держателя, он выполнен ступенчатым по длине, причем центры окружностей сечений его ступеней и сферической головки смещены относительно друг друга по вертикали, а резьбовой конец оснащен защитной втулкой, причем окружности сечений ступеней держателя и его сферической головки имеют общую касательную, а прорезь под анкер арматурного стержня в сферической гог ловке наклонена к продольной оси держателя. , На фиг.1 .изображено устройство в общем виде; на фиг.2 - разрез А-А фиг.; на фиг.З - вид Б фиг.; на фиг.4 - вид В фиг.1. Устройство содержит держатель , упорную гайку 2, защитную втулку 3 и мерную калиброванную вставку 4. Держатель выполнен ступенчатым по дпине круглого сечения со сферическо головкой 5 и хвостовой частью, снабженной резьбой, на которую навинчива ется упорная гайка 2. Средняя часть держателя I, прилегающая к сферической головке 5, выполнена с большим диаметром чем хвостовая часть, причем центры окружностей сферической головки 5, средней и хвостовой частей держателя смещены относительно друг друга по вертикали и имеют касательную. В сферической головке 5 держателя 1 выполнены прорезь 6 и сообщающийся с ней паз 7, причем ось прорези 6 наклонена к продольной оси держателя . Защитная втулка 3 жестко закрепляется на анкерном кольце 8 формы 9, в которой формуется изделие 10, с арматурными стержнями 1, на противоположных концах каждого на них имеется анкер 2. Работа устройства осуществляется следующим образом. В отверстие каждой из защитных втулок 3, предварительно жестко закрепленных в прорезях анкерных колец 8формы 9, оснащ.енной спиральным арматурным каркасом, заводятся держатели I , на резьбовые концы которых наживляются упорные гайки 2, после чего одновременно с двух противоположных концов формы 9 поочередно в прорези 6 двух противолежащих держателей вставляется арматурньй стержень 11, после чего окончательным завинчиванием упорных гаек 2 производится уста- новка арматурного стержня в заданное исходное перед напряжением положение. Б процессе навинчивания упорных гаек 2 противолежащих держателей I анкер 12 арматурного стержня 1, находящийся в прорези 6, упирается в стенки паза 7 и, благодаря созданному упорными гайками 2 натягу, удерживается в заданном исходном положении После установки в исходном положении всех арматурных стержней производится поочередное напряжение их посредством гидродомкрата. Величина натяжения фиксируется калиброванной вставкой 4, После зарядки арматурой форма 9подается на посты формования и тепловой обработки, после чего форма 9 с готовым изделием 10 подается на пост распалубки. Перед окончательной распалубкой осуществляется передача напряжения арматурных стержней I на бетон изделия, для чего отворачивают последовательно упорные гайки 2 каждого из держателей и снимают калиброванные вставки 4, и формы 9 освобождают от анкерных колец i). После этого изделие 10 освобождают Q держателей , НТО осуществляют простым поворотом каждого из них вокруг центра сферы его головки-5, затем изделие 10 освобождают от формы 9 и подают вместе с анкерными кольцами 8 на пост подготовки, где форму 9 собирают, сочленяют с анкерными кольцами 8 и заряжают спиральной арматурой, после чего ее заряжают стержнями продольной арматуры. Для этого в отвер тин защитных втулок 3 поочередно заводят держатели 1, и цикл работы повторяется. - Пррворот держателя 1 внутри защитной втулки 3 и в прорези анкерно го кольца 8 в процессе напряжения арматурных стержней 11 предотвращае ся за счет вьшолнения держателя t стуепенчатым и эксцентричного расположения центров окружностей его средней и хвостовой частей. Мес торасположение держателя 1 в прорези анкерного кольца 8 фиксируется за щитной втулкой 3, жестко закреплен4ной в прорези анкерного кольца. В результате этого необходимость в опорном патроне, внутри которого размещается держатель известных устройств дня натяжения арматурных стержней, отпадает, что значительно упрощает конструкцию устройства и условия его эксплуатации. Кроме того, возможность исключения из технологического про- . цесса изготовления труб опорных патронов снижает металлоемкость устройства и повышает технологичность производства железобетонных труб и обеспечивает возможность использрвания его в стесненных условиях, когда малая толщина- изделия не позволяет разместить опорный стакан, в котором размещается .держатель арматуры в известных устройствах. Следует отметить также, что предлагаемое устройство обеспечивает более безопасные условия труда за счет предотвращения вылета головки стержня при обрыве последнего, что имеет место в процессе напряжения стержней.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для захвата,фиксации и отпуска натяжения арматуры | 1980 |
|
SU1048091A1 |
| АНКЕРНАЯ КРЕПЬ ДЛЯ ГОРНЫХ ВЫРАБОТОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2337242C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ, НАТЯЖЕНИЯ И ОТПУСКА АРМАТУРЫ (ВАРИАНТЫ) | 2010 |
|
RU2410509C1 |
| Устройство для захвата, фиксации и отпуска натяжения арматуры | 1985 |
|
SU1334800A2 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ В ГРУНТЕ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ И СПОСОБ ЗАКРЕПЛЕНИЯ И ИЗВЛЕЧЕНИЯ ТЯГИ УСТРОЙСТВА ИЗ ГРУНТА | 2010 |
|
RU2492295C2 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА, ФИКСАЦИИ И СПУСКА НАТЯЖЕНИЯ НАПРЯГАЕМОЙ АРМАТУРЫ | 1973 |
|
SU363798A1 |
| Предварительно напряженный арматурный элемент | 1977 |
|
SU654781A1 |
| АРМАТУРНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2394968C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ИЗДЕЛИЯ | 2009 |
|
RU2395650C1 |
| Устройство для захвата,фиксации и отпуска натяжения арматуры | 1983 |
|
SU1099036A1 |
1. УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ И ФИКСАЦИИ АРМАТУРНЫХ СТЕРЖНЕЙ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащее цилиндрический держатель с резьбовым концом и сферической головкой с прорезью под анкер арматурного стержня и упорную гайку на резьбовом конце держателя, отличающееся тем, что, с целью расширения технологических возможностей, держатель выполнен ступенчатым по длине, причем центры окружностей сечений его ступеней и сферической головки смещены относительно друг друга по вертикали, а резьбовой конец оснащен защитной втулкой. i 2 . Устройство по П.1 , о т л ичающееся тем, чо окружности сечений ступеней держателя и его сферической головки имеют общую касательную. 3. Устройство по п.1,о т л и ч аа ® ю щ е е с я тем, что, прорезь под кер арматурното стержня в сферической головке наклонена к продольной рси держателя.
Buff б
Фиг, if
