Изобретение относится к горному делу и направлено на совершенствование анкерной крепи и технологии ее изготовления.
Известна "Анкерная крепь для горных выработок", включающая арматурный стержень из проката периодического профиля с метрической резьбой на одном конце, опорную шайбу, крепежные элементы и ампулы с полимерным скрепляющим составом. Крепежные элементы состоят из втулки со сферической поверхностью, установленной на стержне анкера между опорной шайбой и антифрикационной шайбой, опирающейся на торец шестигранной гайки. В резьбовой части стержня анкера расположен предохранительный штифт, который после отверждения скрепляющего состава ампул разрушается под действием возрастающего крутящего момента, передаваемого шестигранной гайке (свидетельство РФ на полезную модель №9889 "Анкерная крепь для горных выработок", МПК: 6 Е21D 21/00, БИ ПМ №5 - 1998 г.).
Недостатками известной анкерной крепи является сложность конструкции, наличие большого количества деталей, нетехнологичных и трудоемких в изготовлении.
Известный "Сталеполимерный анкер" имеет стержень из проката винтового профиля, опорную шайбу и гайку (свидетельство РФ на полезную модель №28183 по кл. Е21D, БИ ПМ №7 - 2003 г.). Особенностью конструкции этой крепи является то, что стержень снабжен поперечными выступами, идущими по однозаходной винтовой линии. Шаг винтовой линии крупный и превышает половину диаметра стержня, на диаметрально противоположных сторонах которого по всей длине имеются гладкие участки, прерывающие витки стержня. Изготовление винтового профиля резьбы гайки конгруэнтно профилю стержня является сложной задачей из-за расхождения полей допусков сопрягаемых деталей, полученных разными способами (прокаткой стержня и механической обработкой или литьем гайки). При механической обработке гайки для получения резьбы винтового профиля с крупным шагом необходимо совершить резцом несколько проходов или использовать комплект из нескольких метчиков без принудительной подачи, что является малопроизводительным и не пригодным для серийного и крупномасштабного производства. Винтовая поверхность стержня используется для навинчивания гайки на стержень анкера, в котором отсутствуют средства, позволяющие передавать вращение от гайки к стержню анкера, необходимое для тщательного перемешивания скрепляющего состава ампул в скважине при возведении крепи.
Известная "Натяжная гайка анкерной крепи" имеет натяжную и крепежную ступени, выполненные соответственно в форме полусферы и шестигранника, при этом торцевая поверхность крепежной части снабжена двумя ограничителями (фиксаторами), перекрывающими резьбовое отверстие гайки (свидетельство РФ на полезную модель №21067 по кл. Е21D, БИ ПМ №35 - 2001 г.).
Недостатками данной конструкции являются незначительные размеры поперечного сечения фиксаторов, обусловленные необходимостью их разрушения при малых значениях крутящего момента (на практике от 40 до 100 Н·м), передаваемого от гайки к стержню анкера. Изготовление гайки методом литья не позволяет из-за неизбежных дефектов в малых поперечных сечениях отливки получить фиксаторы со стабильными прочностными характеристиками, что приводит к преждевременному их разрушению при недостаточной величине крутящего момента и при транспортировке.
Известна также "Анкерная крепь для горных выработок", включающая арматурный стержень из проката винтового профиля, выпуклую опорную шайбу и шестигранную гайку с головкой в виде полого шарового слоя, имеющую в торцевой части шестигранника ограничитель в виде цилиндрического пояса с диаметрально расположенными внутренними радиальными выступами, которые обеспечивают стопорение гайки на стержне анкера при перемешивании скрепляющего состава ампул в скважине и закручивание гайки при затвердении скрепляющего состава в процессе создания предварительного натяжения анкера (свидетельство РФ на полезную модель №37768 по кл. Е21D, 21/00, БИ ПМ №13 - 2004 г.). При изготовлении крепи производят порубку арматуры из проката винтового профиля на заданную длину стержня, разделку арматуры из круглого профиля на отрезки мерной длины, обрезку и штамповку выпуклой опорной шайбы, осаживание и формование заготовки гайки с прошивкой отверстия, нарезание в ней резьбы крупного шага методом протягивания на токарном станке за один проход при движении метчика-протяжки в направлении слева направо, причем метчик-протяжка предварительно пропускают через зажимаемую в патроне станка заготовку гайки и затем закрепляют на оправке суппорта станка для протяжки режущего инструмента при обратном ходе, освобождают от крепления в патроне и суппорте станка гайку и метчик-протяжку (Справочник металлиста. Т.3. М.: Машиностроение, 1977 г.).
Недостатки этой конструкции крепи, принятой нами в качестве прототипа, заключаются в следующем. Радиальные выступы, расположенные в одной плоскости на внутренней поверхности цилиндрического пояса, включаются в работу неодновременно, их рабочее сопротивление вращению гайки на стержне после отвердения скрепляющего состава изменяется в широких пределах и не поддается параметрически силовому регулированию при изменении размеров и шага витков в пределах допусков, предусмотренных техническими условиями на арматуру из проката винтового профиля. По этой причине возникает необходимость изготавливать гайки с увеличенными зазорами и прослабленной резьбой, оказывающей отрицательное влияние на прочность соединения винтовой пары, воспринимающей сдвиговые нагрузки. Под действием нагрузок прослабленные гайки, взаимодействующие с витками арматуры, имеющими с двух сторон по всей длине продольные разрывы, подвергаются поперечной деформации и принимают эллиптическую форму, уменьшающую рабочее сопротивление крепи.
Недостатком способа изготовления этой анкерной крепи, принятого нами в качестве прототипа, является низкая производительность и нетехнологичность нарезания винтового профиля резьбы гайки крупного шага на токарном станке с применением метчика-протяжки, который необходимо предварительно пропустить через отверстие заготовки, а затем закрепить в оправке-суппорте станка с последующей протяжкой в направлении слева направо режущего инструмента через зажатую и вращающуюся в кулачках патрона заготовку гайки. После каждого цикла нарезания резьбы необходимо разжать кулачки патрона и освободить метчик-протяжку, закрепленный на оправке-суппорте станка.
Целью разработки настоящего изобретения является устранение отмеченных недостатков прототипа, который достигается тем, что в анкерной крепи для горных выработок, включающей арматурный стержень из проката винтового профиля, выпуклую опорную шайбу и шестигранную гайку с головкой в виде полого шарового слоя и ограничителем на торце шестигранника под ключ, который выполнен в виде конического кольца с внутренним диаметром, равным номинальному диаметру стержня из проката винтового профиля, а основание полого шарового слоя гайки снабжено дополнительным круговым опорным фланцем.
Устранение отмеченных недостатков прототипа достигается также тем, что в способе изготовления анкерной крепи, включающем разделку арматуры из винтового и круглого профилей проката на отрезки мерной длины, вырубку и штамповку выпуклой опорной шайбы, осаживание и формование заготовки гайки с прошивкой отверстия и нарезанием винтового профиля резьбы крупного шага на токарном станке за один проход при вращении зажатой в кулачках патрона заготовки гайки и движении предварительно пропущенного через отверстие заготовки метчика-протяжки, закрепленного на суппорте станка, в направлении слева направо, нарезание резьбы гайки производят за один проход при вращении установленной без дополнительного зажатия в оправке патрона заготовки гайки посредством шестигранного хвостовика и кругового опорного фланца и движении метчика-прошивки, закрепленного на суппорте станка, в направлении справа налево.
Для обеспечения нормальной работы анкерной крепи в процессе ее установки поперечными выступами стержня формируется на коническом кольце гайки резьба, что позволяет получить участок беззазорного соединения винтовой пары, который предотвращает самопроизвольное откручивание гайки при воздействии знакопеременных нагрузок.
Проведенные патентные исследования показали, что ни в патентной и ни в научно-технической литературе не имеется сведений об анкерной крепи и способе ее изготовления, которые характеризовались бы той же совокупностью существенных признаков, что и заявляемая анкерная крепь и способ ее изготовления, то есть она отвечает критерию патентоспособности по новизне и может быть защищена патентом на изобретение.
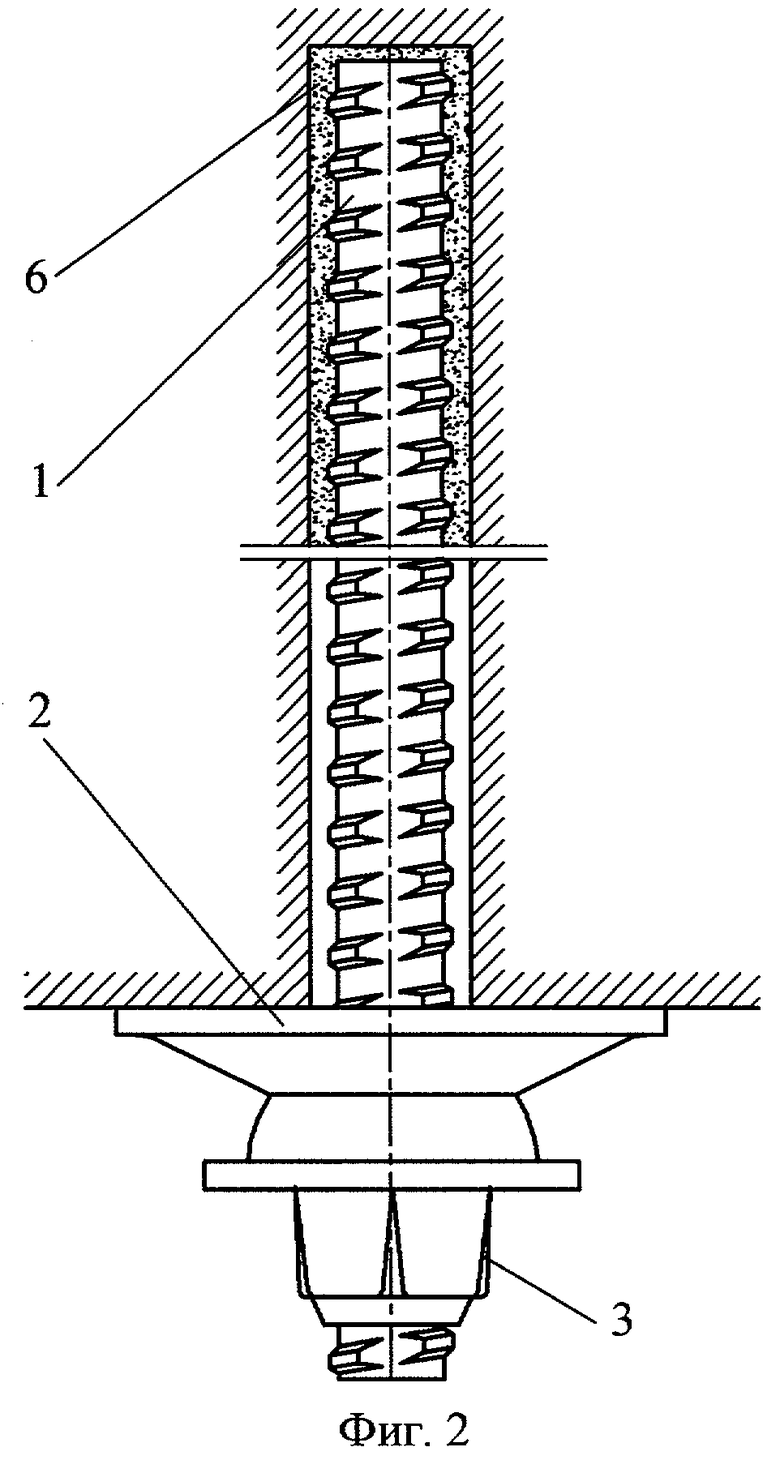
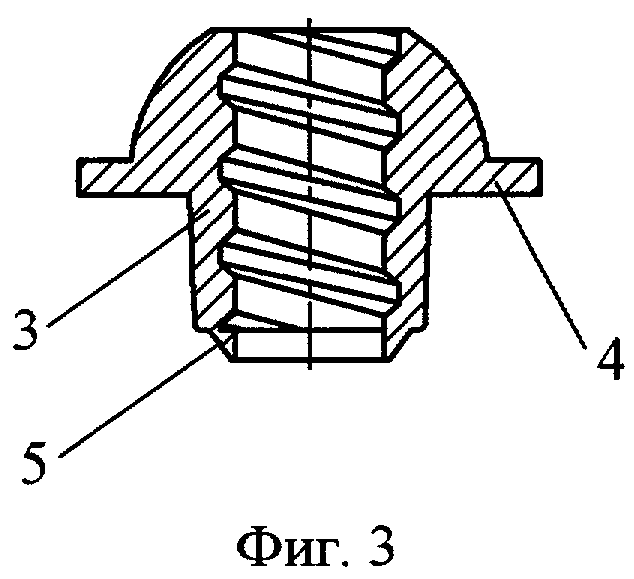
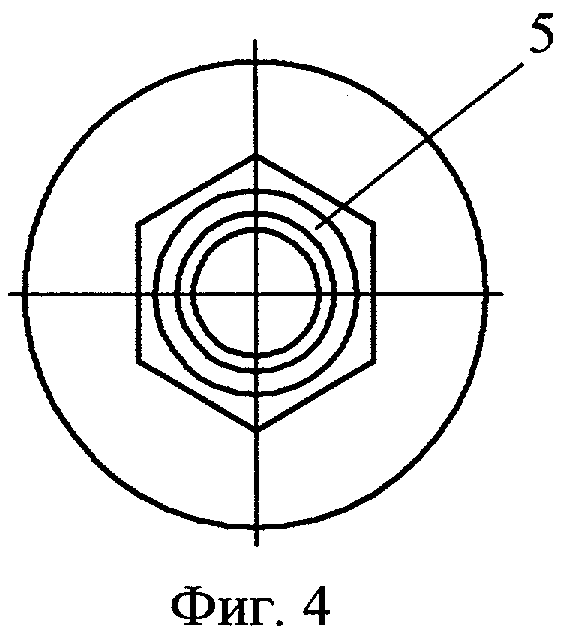
Изобретение поясняется графическими иллюстрациями, где на фиг.1 показан общий вид анкерной крепи в сборе; на фиг.2 изображена анкерная крепь после закрепления стержня анкера в скважине; на фиг.3 дан разрез гайки; на фиг.4 приведен вид на гайку со стороны торца шестигранного хвостовика.
Анкерная крепь для горных выработок включает арматурный стержень 1 из проката винтового профиля, выпуклую опорную шайбу 2 и шестигранную гайку 3 с головкой в виде полого шарового слоя, в основании которого для увеличения площади опоры и жесткости конструкции образован круговой опорный фланец 4. Торец гайки со стороны шестигранника под ключ имеет коническое кольцо 5, обеспечивающее стопорение гайки 3 на стержне 1 анкера при перемешивании скрепляющего состава 6 ампул в скважине и закручивание гайки 3 после затвердения скрепляющего состава в процессе создания предварительного натяжения анкера с одновременным нанесением резьбы методом накатки на коническом кольце гайки, резьбу которой нарезают при вращении заготовки гайки, фиксирующейся в оправке патрона посредством шестигранного хвостовика и кругового опорного фланца без дополнительного зажатия, и движении в направлении справа налево метчика-прошивки, постоянно закрепленного на суппорте токарного станка.
Регулирование величины крутящего момента для обеспечения вращения гайки относительно закрепленного в скважине стержня анкера осуществляют за счет изменения размеров усеченного конуса с диаметром в основании, превышающем наружный диаметр витков арматуры, который после калибровки внутреннего отверстия гайки и нарезания резьбы осаживают.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАНАТНЫЙ АНКЕР | 2016 |
|
RU2640610C1 |
| АНКЕРНАЯ КРЕПЬ ДЛЯ ГОРНЫХ ВЫРАБОТОК | 2006 |
|
RU2311535C1 |
| СТАЛЕПОЛИМЕРНЫЙ АНКЕР ГЛУБОКОГО ЗАЛОЖЕНИЯ | 2004 |
|
RU2258812C1 |
| ВИБРОЗАБИВНОЙ АНКЕР (ВИБРОЗАН) | 2008 |
|
RU2365758C1 |
| АНКЕР | 2004 |
|
RU2280166C2 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| АНКЕР | 2000 |
|
RU2201506C2 |
| АНКЕРНАЯ КРЕПЬ | 2001 |
|
RU2205960C1 |
| КАНАТНЫЙ АНКЕР | 2016 |
|
RU2626478C1 |
| АНКЕРНАЯ КРЕПЬ ДЛЯ ГОРНЫХ ВЫРАБОТОК | 2009 |
|
RU2417319C1 |
Изобретение относится к горному делу и направлено на совершенствование анкерной крепи и способа ее изготовления. Анкерная крепь для горных выработок включает арматурный стержень из проката винтового профиля, выпуклую опорную плиту, шестигранную гайку с головкой в виде полого шарового слоя и ограничителем в виде конического кольца с внутренним диаметром, равным номинальному диаметру стержня из проката винтового профиля, обеспечивающего стопорение гайки на стержне анкера при перемешивании скрепляющего состава ампул в скважине. Полый шаровой слой может быть снабжен круговым опорным фланцем. Способ изготовления анкерной крепи включает разделку арматуры из прокатов винтового и круглого профилей на отрезки мерной длины, вырезку и штамповку выпуклой опорной шайбы, осаживание и формование заготовки гайки с прошивкой отверстия, нарезание в ней резьбы винтового профиля крупного шага при вращении заготовки гайки, закрепленной в патроне токарного станка, и протягивании через нее метчика-протяжки, закрепленного в державке суппорта станка. Нарезание резьбы винтового профиля крупного шага производят методом прошивания с принудительной подачей инструмента справа налево, при этом вращающаяся заготовка гайки фиксируется в оправке патрона посредством шестигранника и опорного фланца без дополнительного зажатия. Центрирующий выступ на торце гайки в форме усеченного конуса образуют при осаживании заготовки гайки с последующим превращением его в коническое кольцо путем штамповки. Резьбу на коническом кольце гайки формируют методом накатки поперечными выступами стержня, расположенными по однозаходной винтовой линии, в процессе вращения гайки после закрепления стержня анкера в скважине скрепляющим составом. Изобретение позволяет предотвратить самопроизвольное откручивание гайки и повысить производительность нарезания резьбы. 2 н. и 3 з.п. ф-лы, 4 ил.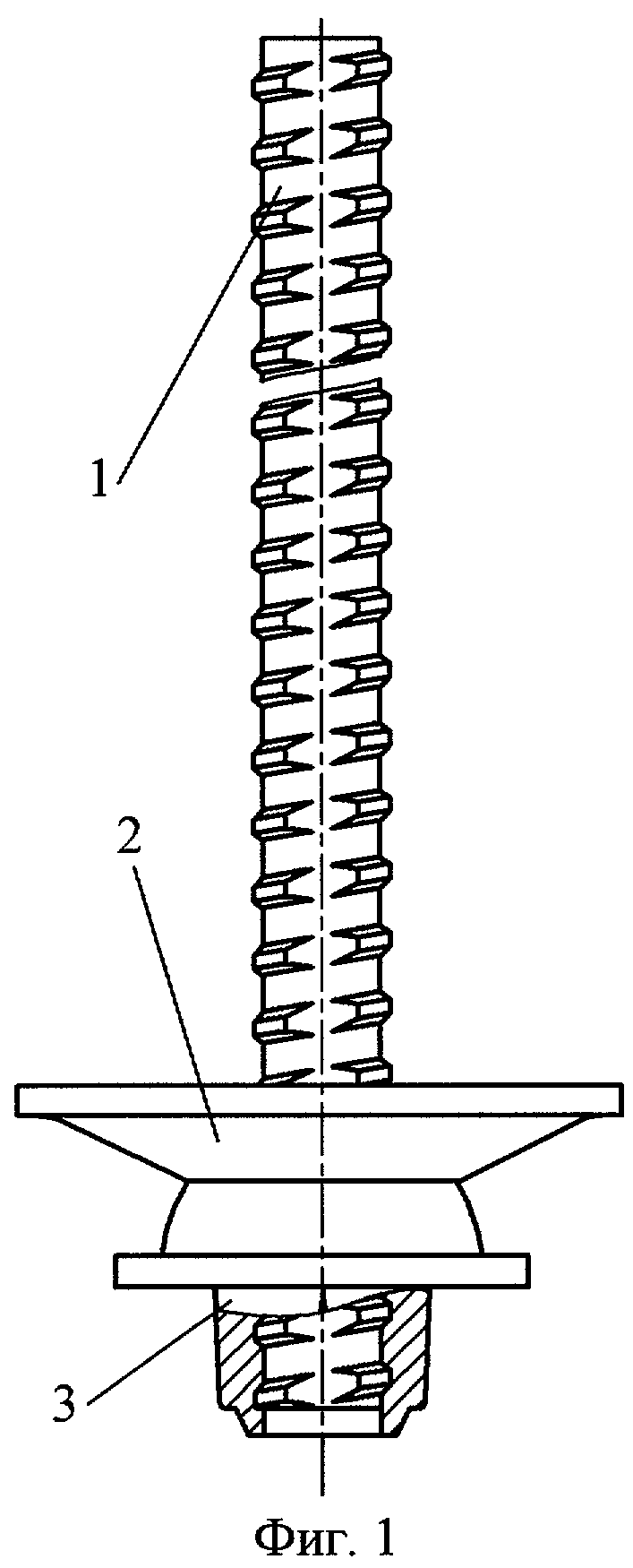
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ И ОПРЕДЕЛЕНИЯ ЧИСЛА КОРОТКОЗАМКНУТЫХ ВИТКОВ В ЭЛЕКТРИЧЕСКИХ КАТУШКАХ | 1932 |
|
SU37768A1 |
| Гайконарезной автомат | 1976 |
|
SU639670A1 |
| ЗАТЯЖНОЕ УСТРОЙСТВО АНКЕРА | 1999 |
|
RU2165023C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ АНТЕННОГО ФИДЕРА | 2003 |
|
RU2236071C1 |
| Золотоизвлекательная машина | 1929 |
|
SU21067A1 |
| Справочник металлиста | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| /Под ред | |||
| А.Н.Малова | |||
| - М.: Машиностроение, 1977, с.450, 460, рис.17. | |||

