Известные конденсаторные машины для шовной контактной электросварки, состоящие из сварочного трансформатора, рабочего конденсатора и управляемых вентилей для осуществления процесса зарядки и разрядки конденсатора, не обеспечивают надежного регулирования сварочного тока при шовной сварке.
Для устранения этого недостатка и упрощения процесса регулирования сварочного тока в качестве задающего устройства для управляемых вентилей используется электронный мультивибратор со ступенчатым регулированием частоты. Электрическая схема предлагаемой машины представлена на чертеже.
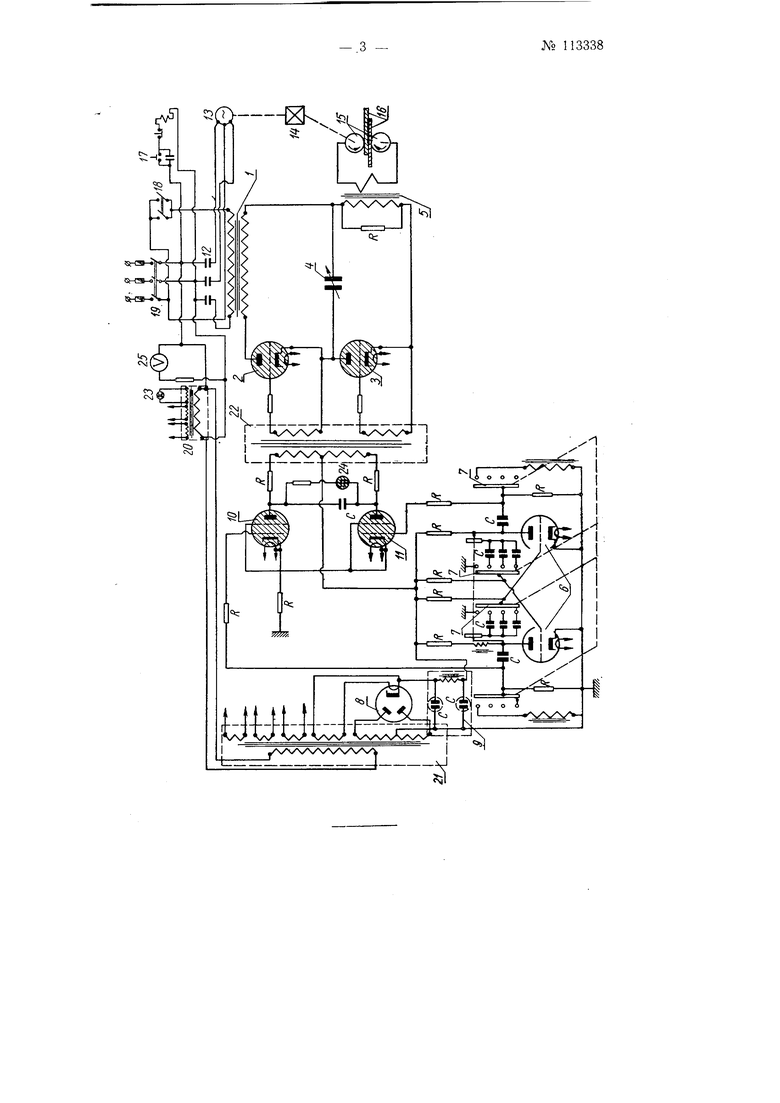
Силовая цепь машины состоит из анодного трансформатора 1, двух управляемых вентилей , батареи конденсаторов 4 и сварочного трансформатора 5. В качестве управляемых вентилей могут быть использованы импульсные тиратроны типа ТРИ 1-400/3,5. В качестве задающего устройства используется мультивибратор с положительной сеткой, собранный на ламнах 6 типа 6Н8. Трехступенчатый переключатель 7 служит для регулирования частоты мультивибратора. Кенотронный выпрямитель на лампе 8 с фильтром 9 служит для питания анодной цепи мультивибратора. Ионный триггер собран на лампах 10 и // типа ТГ-0,1/13. Контактор 12 включает в сеть анодный трансформатор. Электродвигатель 13 через редуктор 14 вращает сварочные ролики 15, между которыми находятся свариваемые металлические предметы 16. Схема содержит обычную пусковую и измерительную аппаратуру, пусковые кнопки 17, рубильники 18 и 19, вспомогательный трансформатор 20, трансформатор 21 для кенотронного выпрямителя, трансформатор 22, служащий нагрузкой для триггера, сигнальные лампы 23 и 24, вольтметр 25, а также сопротивления и конденсаторы, необходимые для нормальной работы схемы. Схема работает следующим образом. Импульсы, снимаемые с анодов обеих половин мультивибратора, после дифференцирования подаются поочередно на сетки
триггера, управляющего работой силовых вентилей. Напряжение трансформатора 22 на выходе имеет релаксационную форму с заданной скоростью нарастания переднего фронта.
Процесс сварки состоит из повторяющихся циклов зарядки и разрядки конденсаторов 4, осуществляемых в строгой последовательности, определяемой частотой мультивибратора. Питание машины осуществляется от сети переменного тока промыщленной частоты, поэтому частота сварочного цикла составляет целую долю от частоты 50 щ; причем эта частота является максимальной. Мультивибратор настраивается на частоты 25; 12,5 и 6,25 гц. При частоте 50 гг вместо мультивибратора могут быть использованы
пиктрансформаторы. Описанная схема обеспечивает стабильное регулирование тока при щовной сварке.
Предмет изобретения
Конденсаторная машина для контактной электросварки, состоящая из сварочного трансформатора, рабочего конденсатора и управляемых вентилей для осуществления процесса зарядки и разрядки конденсатора, отличающаяся тем, что, с целью упрощения процесса регулирования сварочного тока при щовной сварке, в качестве задающего устройства для управляемых вентилей используется электронный мультивибратор со стуненчатым регулированием частоты.