Изобретение относится к области электросварки и касается главным образом сварки металлов малых толщин.
Способы контактной конденсаторной сварки известны.
Изобретение имеет целью создать способ стыковой, точечной и шовной сварки металлов малых толщин без применения сварочных трансформаторов.
Отличительной особенностью предлагаемого способа является то, что контактная сварка производится импульсами нетрансформированного разрядного тока конденсаторной батареи при предварительно сжатых между электродами деталях.
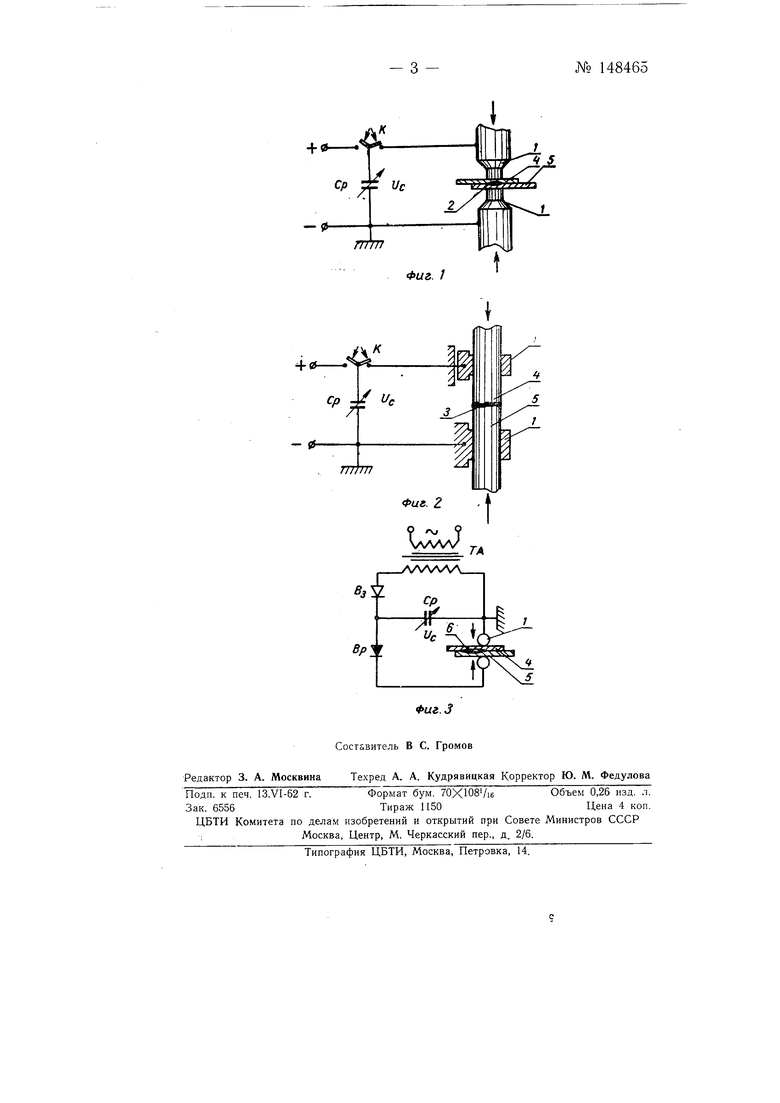
На фиг. 1, 2 и 3 изображены принципиальные схемы предлагаемого способа сварки соответственно для точечной (также рельефной),стыковой и щовной сварки.
При точечной, рельефной и стыковой сварке электрический конденсатор Ср переменной емкости переключателем К поочередно присоединяется то к источнику постоянного тока, то к электродам /. При присоединении к источнику постоянного тока конденсатор Ср заряжается до напряжения Uc. При переключении заряженного конденсатора Ср на сварочный контур (к электродам 1) происходит мгновенный разряд конденсатора Ср и осуществляется сварка в одной точке 2 или стыке 3 металлических деталей 4 к 5, предварительно зажатых между электродами.
При щовной (фиг. 3) сварке зарядка конденсатора Ср до напряжения /с производится от анодного трансформатора ТА через зарядяый вентиль Вз. Накопленная в процессе заряда конденсатора энергия поступает через разрядный вентиль Вр в сварочный контур. В свариваемых деталях 4 и 5, зажатых между электродами / (в данном случае вращающимися роликами), под воздействием кратковременных импульсов разрядного тока образуются сварные точки.
№ 148465- 2 Для стабильности процесса шовной сварки необходима четкая поочередная работа вентилей Вз и Вр таким образом, чтобы заряд емкости Ср через вентиль Вз происходил при запертом вентиле Вр, а разряд этой емкости через вентиль Вр при запертом вентиле Вз.
Аналогичное переключение может быть осуществлено и механическим коммутирующим устройством. Задавая определенным образом частоту переключений и скорость перемещения деталей, можно добиться необходимой степени перекрытия сварных точек и получить сплошной линейный щов 6.
Изготовленная по описанному способу мащина ТКБ для контактной сварки цветных металлов толщиной до 0,4 мм экспонировалась на ВДНХ.
Предмет изобретения
Способ контактной конденсаторной сварки, отличающийся тем, что, с целью осуществления стыковой, точечной и шовной сварки металлов малых толщин без применения сварочного трансформатора, разряд конденсаторной батареи производят через предварительно сжатые свариваемые детали между электродами.
+ Cp
- 0.Qi
UC
/77/77
Фиг. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Конденсаторная машина для контактной электросварки | 1957 |
|
SU113338A1 |
| Автоматический регулятор для контактной конденсаторной сварки | 1986 |
|
SU1382622A1 |
| ТЕХНИЧЕСКАЯИнститут электросварки им. Е. О. ПатонаБИБЛИОТЕКА | 1970 |
|
SU274259A1 |
| Двухимпульсная машина для точечной конденсаторной сварки | 1970 |
|
SU301965A1 |
| ДВУХИМПУЛЬСНАЯ КОНДЕНСАТОРНАЯ СВАРОЧНАЯ МАШИНА | 1969 |
|
SU237299A1 |
| Способ управления конденсаторной точечной сваркой | 1988 |
|
SU1570869A1 |
| УСТРОЙСТВО ДЛЯ ТОЧЕЧНОЙ ЭЛЕКТРИЧЕСКОЙ СВАРКИ | 1934 |
|
SU44614A1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |
| СПОСОБ ДУГОВОЙ КОНДЕНСАТОРНОЙ СВАРКИ | 1966 |
|
SU179599A1 |
| УСТРОЙСТВО для КОНДЕНСАТОРНОЙ СВАРКИ | 1973 |
|
SU399326A1 |