Известен полуавтомат для фальцевания краев деталей одежды, например кармана с подкладкой, и клеевой их сборки, с применением порошка термопластического клея, содержащий комплект рабочих органов, состоящих из двух нижних обогреваемых иодушек, двух подвижных составных формующих шаблонов, двух фальцующих шаблонов,, обогреваемой верхней прессующей подушки и устройства для дозирования и нанесения порошка клея. Недостатком этого полуавтомата является то, что он содержит один комплект рабочих органов, что препятствует повышению производительности при клеевой сборке деталей одежды.
Опясы1ваемый полуавтом-ат устраняет этот недостаток тем, что он выполнен IB виде карусели, несущей несколько комплектов рабочих органов и прерывисто поворачиваемой на вертикальной оси, позволяющей совмещать во времени различные технологические операции на рабочих позициях, причем для приведения в действие рабочих органов под каруселью размещены концентрично несколько рядов неподвижных кольцевых горок, а сама карусель имеет рычажно-стержневые передачи, взаимодействующие с рабочими органами и кольцевыми горками, а для фиксирования верхних подущек в положении ирессоваиия полуавтомат снабжен специальным фиксирующим устройством.
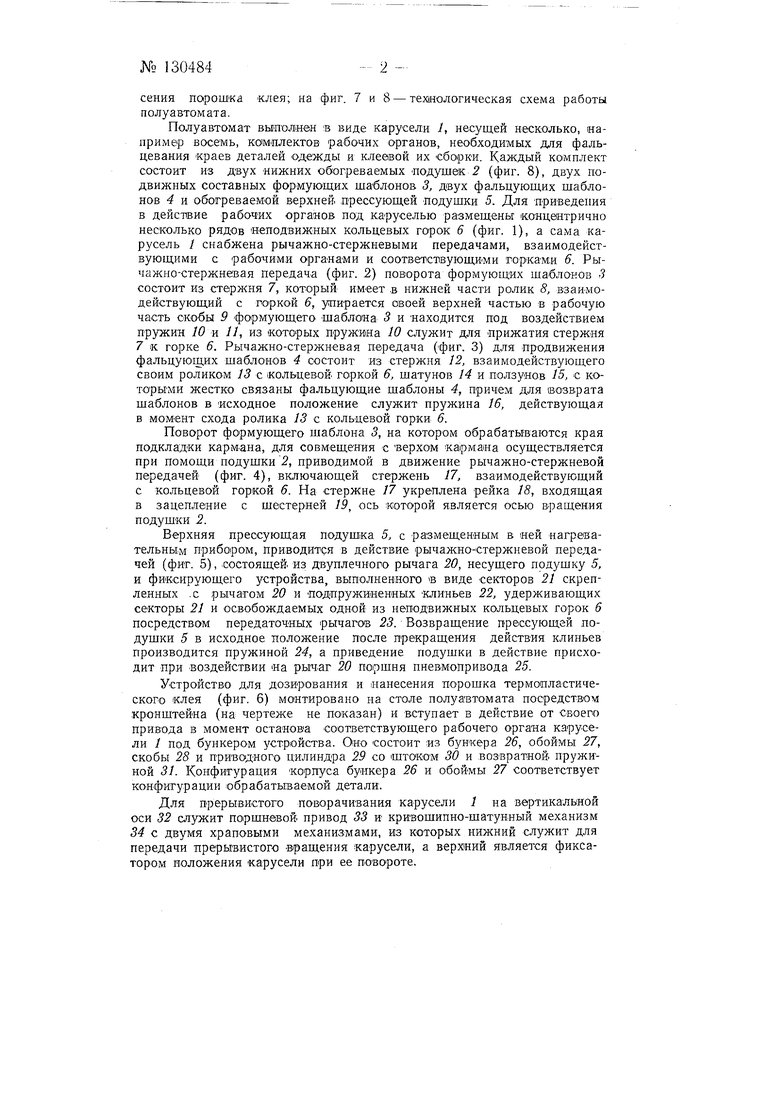
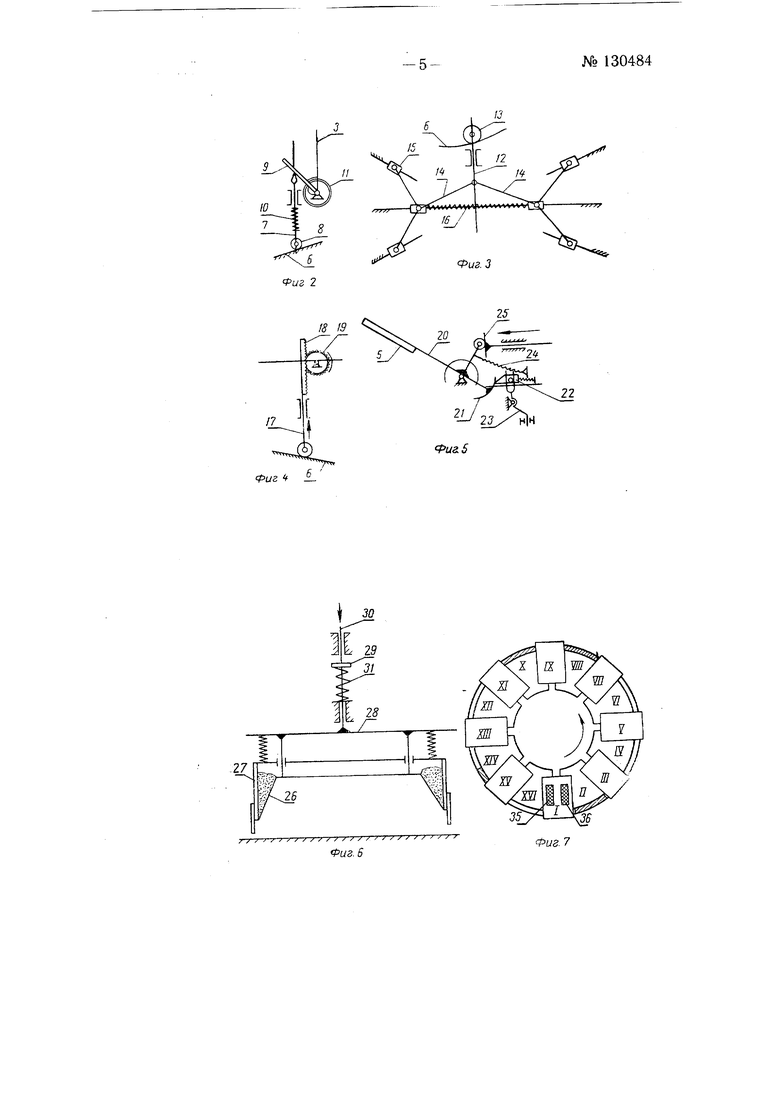
На фиг. 1 изображен полуавтомат, вид сбоку; на фиг. 2, 3, 4 и 5 - рычажно-стержневые передачи карусели для приведения в действие рабочих органов-; на фиг. 6 -схема устройства для дозирования и нане№ 130484
сения порошка «лея; на фиг. 7 и 8 - технологическая схема работы полуавтомата.
Полуавтомат вьтполйвн в виде карусели /, несущей несколько, например восемь, комплектов рабочих органов, необходимых для фальцевания Краев деталей одежды и клеевой их сборки. К аждый комплект состоит из двух нижних обогреваемых покуш&к 2 (фиг. 8), двух подвижных составных формующих шаблонов 3, двух фальцующих шаблонов 4 и обогреваемой верхней, .прессующей -подущки 5. Для приведения в дейст1вие рабочих органов под каруселью размещены концентрично несколько рядов иеподвижных кольцевых горок 6 (фиг. 1), а сама карусель / снабжена рычажно-стержневыми передачами, взаимодействующими с рабочими органами и соотв-етствующими горками 6. Рычажно-стержневая передача (фиг. .2) поворота формующих шаблоков 3 состоит из стержня 7, который имеет в нижней части ролик 5, взаичмодействующий с горкой 6, упирается овоей верхней частью в рабочую часть скобы 9 формующего шаблона 5 и находится под воздействием пружин Юн 11, из которых пружина 10 служит для прижатия стержня 7 к горке 6. Рычажно-стержневая передача (фиг. 3) для продвижения фальцующих шаблонов 4 состоит из стержня 12, взаимодействующего своим роликом 13 с кольцевой горкой 6, шатунов 14 и ползунов 15, с которыми жестко связаны фальцующие шаблоны 4, причем для возврата шаблонов в исходное положение служит пружина 16, действуюшал в момент схода ролика 13 с кольцевой горки 6.
Поворот формующего шаблона 5, на котором обрабатываются края подкладки карм.ана, для совмещения с верхом кармана осуществляется при помощи подушки2, приводимой в движение рычажно-стержпевой передачей (фиг. 4), включающей стержень 17, взаимодействующий с кольцевой горкой 6. На стержне 17 укреплена рейка 18, входящая в зацепление с шестерней 19, ось которой является осью вращения подущки 2.
Верхняя прессующая подушка 5, с размещенным в ней нагревательным прибором, приводится в действие рычажно-стержневой передачей (фиг. 5), состоящей, из двуплечного рычага 20, несущего подушку 5, и фиксирующего устройства, выполненного в виде секторов 21 скрепленных .с рычагом 20 и .подпружиненных Клиньев 22, удерживающих секторы 21 и освобождаемых одной из неподвижных кольцевых горок 6 посредством передаточных рычагов 23. Возвращение прессующей подушки 5 в исходное положение после прекращения действия клиньев производится пружиной 24, а приведение подушки в действие присходит при воздействии на рыиаг 20 поршпя пневмопривода 25.
Устройство для дозирования и нанесения порощка термопластического клея (фиг. 6) монтировано на столе полуавтомата посредством кронщтейна (на чертеже не показан) и вступает в действие от своего привода в момент остановка .соответствующего рабочего органа карусели / под бункером устройства. Оно состоит из бункера 26, обоймы 27, скобы 28 и приводного цилиндра 29 со штоком 30 и возвратной, пружиной 31. Конфигурация корпуса бункера 26 и обоймы 27 соответствует конфигурации обрабатьгоаемой детали.
Для прерывистого поворачивания карусели 1 на вертикальной оси 32 служит порщневой. привод 33 И кривошипно-шатунный механизм 34 с двумя храповыми механизмами, из которых нижний служит для передачи ттрерьгвистого вращения карусели, а является фиксатором положения карусели при ее повороте.
Работа полуавтомата происходит следующим образом.
Карусель 1 полуавтомата имеет восемь головок с комплектом рабочих органов, получающих прерывистое круговое движение около .вертикальной оси 32 полуавтомата. Периодический останов карусели / осуществляется в течение одного полного оборота щестнадцать раз, т. е. каждый раз после поворота на 22°30.
В момент останова карусели 1 на подушку 2 головки, находящейся в положении I (фиг. 7), укладывают детали клапана кармана - верх 35 и подкладку S6. В это время формующие щаблоны 5 подняты вертикально вверх, а фальцующие шаблоны 4 отведены в сторону. При перемещении головки из положения I в положение П рычажно-стерж;иевая передача (фиг. 2) поворота формующих шаблонов 5 производит опускание формующих шаблонов на детали кармана, а рычажностержневая передача (фиг. 3) осуществляет перемещение фальцующих шаблонов 4, которые выполняют загибку краев деталей над формующими шаблонами 5 (фиг. 8). При дальнейшем движении карусели /, в момент занятия головкой положения П1, рычажно-стержневая передача (фиг. 5) опускает верхнюю прессующую подушку 5 и головка в таком состоянии перемещается до положения VH, причем в это время происходит прессование деталей для фиксации загнутых краев их (фиг. 8). Между Vn и IX положениями головки происходит подъем прессующей подушки и в положении IX, в момент останова карусели /, к загнутому краю верха 35 кармана опускается устройство для нанесения порошка термопластического клея. Когда обойма 27 устройства приходит в соприкосновение с деталью, она останавливается, а опускается только корпус бункера 26, вследствие чего между обоймой 27 и корпусом бункера 26 образуется щель, через которую высыпается определенная доза порошка 37 (фиг. 8, положение IX). После отключения пневмопривода 29-30 пружина 31 возвращает устройство в исходное положение.
При перемещении головки из положения IX в положение XI подушка 2 с подкладкой 36 кармана, зажатой формующим шаблоном 3 рычажно-стержневой передачей (фиг. 4), поворачивается на 180° и совмещает одну деталь кармана с другой (фиг. 8, положение X). В положении XI вновь опускается верхняя прессующая подушка 5 для склеивания совмешенных деталей верха 35 и подкладки 36, причем воздействие подушки 5 происходит в период перемещения карусели / до положения XV головки. Между положениями XV и I происходит подъем прессующей подущки 5 и поворот на 90° формующих шаблонов 3 вместе с обрабатываемым клапаном кармана. Во время останова карусели 1 в Положеини I готовую деталь снимают с формующих щаблонов 3, укладывают новьш детали и цикл повторяется.
Укладка новых деталей в головки, занимающие положение I, происходит при каждом повороте карусели / на 22°30, так как при ее прерывистом движении описанные выше технологические операции совмещаются по времени для всех закладываемых деталей.
Предмет изобретения
1. Полуавтомат для фальцевания краев деталей , например кармана с подкладкой, и клеевой их сборки, с применением порошка термопластического клея, включающий в себя комплект рабочих органов, состоящих из двух нижних обогреваемых подушек, двух подвижных составных формующих шаблонов, двух фальцующих шаблонов, обогреваемой верхней прессующей подушки, и устройство для дозирования и нанесения порошка клея, отличающийся тем.
- 3 -№ 130484
что, с целью повышения производительности, он выполнен в виде карусели, несущей несколько комплектов рабочих органов и лрерывисто поворачиваемой на вертикальной оси.
2.Полуавтомат по п. 1, отличающийся тем, что, с целью приведения в действие рабочих органов, под каруселью размещены концентрично несколько рядов неподвижных кольцевых горок, а сама карусель снабжена рычажно-стержневыми передачами, взаимодействующими с рабочими органами и кольцевыми горками.
3.Полуавтомат по п. 1, отличающийся тем, что, с целью фиксирования верхних подушек в положении прессования, он снабжен фиксирующим устройством, выполненным в виде секторов, скрепленных с рычагами, несущими подущки, и подпружиненных клиньев, удерживающих секторы, и освобождаемых неподвижной кольцевой горкой посредством передаточных рычагов.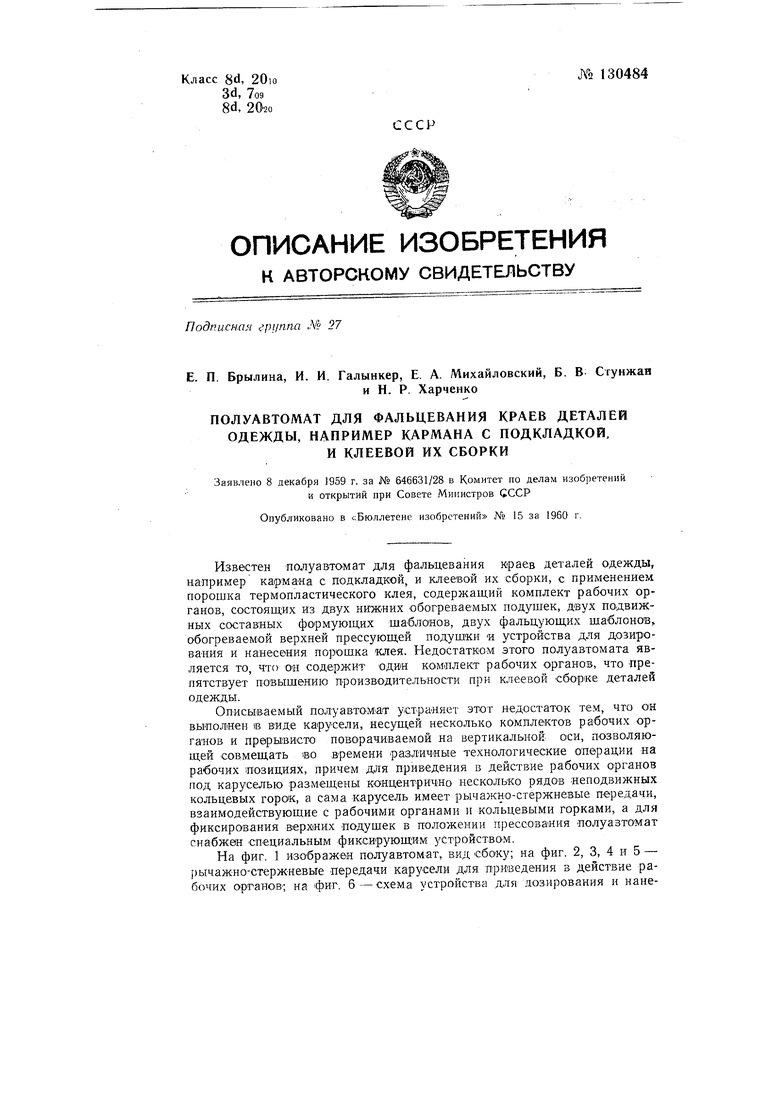



Фиг. J
/р Uб
Фиг f
Риа6
27
30
29 31
.
35 3 2
/„ JW WyVyVlfln
///////////////////РУ
36 П
/
