Возрастающий уровень механизации литейных цехов и внедрение сиециальных видов литья создают необходимость раздачи металла заданными порциями из плавильной нечн или резервуара в литейные машнны или непосредственно в формы. В других случаях необходимо регулировать движение струи жидкого металла из печи или ковша в кристаллизаторы установок для непрерывной разливки или другие приемники. Применение стопоров и других механических устройств для дозирования жидкого металла связано с наличием подвижных частей, легко выходящих из строя вследствие соприкосновения с жидким металлом при высокой температуре последнего.
В описываемом способе предлагается осуществлять дозирование жидкого металла посредством воздействия на него подвижным электромагнитным нолем, способствующим или препятствующим вытеканию жидкого металла из печи или коБща и регулирующим скорость движения струи.
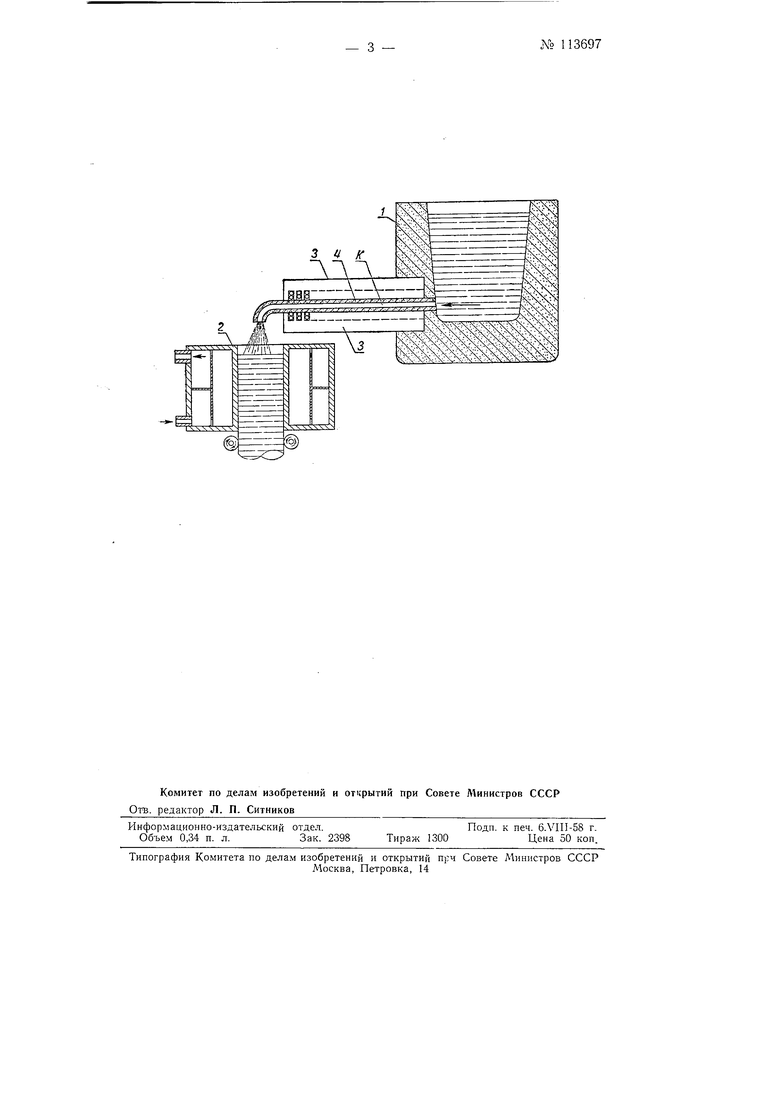
На чертеже изображен один из
возможных вариантов устройства для осуществления описываемого енособа доз1 рования применительно к регулированию количества металла, поступающего из печи или резервуара в кристаллизатор для непрерывной разливки.
Жидкий металл поступает из печи (или резервуара) 1 в кристаллизатор 2 для непрерывной разливки. Подвижное (в данном случае бегущее) электромагнитное поле создается индуктором 3 и воздействует на жидкий металл в канале К огнеупорной трубы 4, встроенной одним концом в печь или резервуар /.
Подвижное электромагнитное поле наводит в жидком металле индукционные токи, взаимодействие которых с нолем индуктора создает в жидком металле электромагнитные силы, направленные в ту же сторону, куда движется относительно металла электромагнитное ноле.
Если включить индуктор 3 таким образом, чтобы бегущее электромагнитное поле двигалось в направлении от печи / к устью трубы 4, электромагнитные силы способствуют вытеканию жидкого металла и сообщают ему некоторый напор, например, в целях регулирования места падения струи. Е:;ели включить индуктор таким образом, чтобы движение ноля происходило наветречу истечению металла из печи или резервуара, электромагнитные силы будут противодействовать вьпеенению металла или прн достаточной мощности ноля полностью закроют выход металлу. Независимо от нанравления движения ноля, наведенные нм в жидком металле индукционные токи, вызывающие механические усилия, одновременно выделяют тепло, чем предотвращается остывание п образование настылей в канале /С
Предлагаемое дознрудощее устройство осуществляет плавное регулирование екорости движения металла за ечет измеиения величины механических сил, создаваемых в жидком металле, нутем всздейетвия на параметры электромагнитного поля, например изменением частоты и силы тока в индукторе.
Металл из устройства мо/кет выпускаться как в виде свободной струи, так и в формы, непосредственно соединяемые с устьем канала. В этом услучае необходимо предотвратить высасывание металла из нолости формы переключении ипдуктора на обратное движение магнитного поля после окончания заливки. Это достигается тем, что литники таких форм окружаются металлическими втулками, предназначенными для быстрого охлаждения металла в литнике.
Предмет изобретения
1.Способ дозирования жидкого металла, отличающийся тем, что етруя жидкого металла, вытекающая из нлавнльного аннарата или резервуара, управляется воздействнем подвижного магнитного ноля, наводящего в ней электромагнитные силы, которые снособетвуют движению .металла или, наоборот, иротиводействуют ему , закрывая выход металла из плавильного аппарата или резервуара.
2.Прием осуществления способа но п. 1, о т л и ч а ю щ и и с я тем, что выпуск металла производится при выключенном индукторе.
3.Устройство для нредотвращения обратного высасывания .металла бегущим магнитным полем из форм, в их непосредственного соединения с устьем трубы дозирующего устройства, отличающееся тем, что литники форм окружаются металлическими втулками, предназначенными для быетрого охлаждення металла в литнике.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заполнения форм и устройство для осуществления способа | 1947 |
|
SU116420A1 |
| Способ дозирования жидкого металла | 1961 |
|
SU141998A1 |
| Способ заполнения форм | 1948 |
|
SU118169A2 |
| Способ литья под давлением в индукционной литейной машине | 1949 |
|
SU113548A1 |
| Способ индукционного нагнетания жидкого металла и устройство для осуществления этого способа | 1948 |
|
SU116419A1 |
| Способ заполнения форм | 1948 |
|
SU118171A2 |
| Литейная машина | 1947 |
|
SU114376A1 |
| Способ заполнения форм | 1961 |
|
SU143518A1 |
| Многофазный индуктор | 1948 |
|
SU78964A1 |
| Способ получения отливок | 1958 |
|
SU434691A1 |