В известных способах литья под давлением и других специальных видах литья принудительное заполнение формы жидким металлом достигается давлением на металл посредством сжатого газа или поршпя.
Недостатком этих приемов является наличие в литейном агрегате подвижных деталей, соприкасающихся с жидким металлом, и насыпденяе жидкого металла газами и охлаждение его в камере сжатия или на пути в форму.
Согласно изобретению, заполнение формы осуществляется нагнетанием в нее жидкого металла электромагнитными силами, создаваемыми внутри жидкого металла воздействием на него движущегося электромагнитного поляПри этом используется возможность изменения направления действия электромагнитных сил путем изменения направления движения поля и подогрев жидкого металла индукционными токами, наведенными в нем электромагнитным полем.
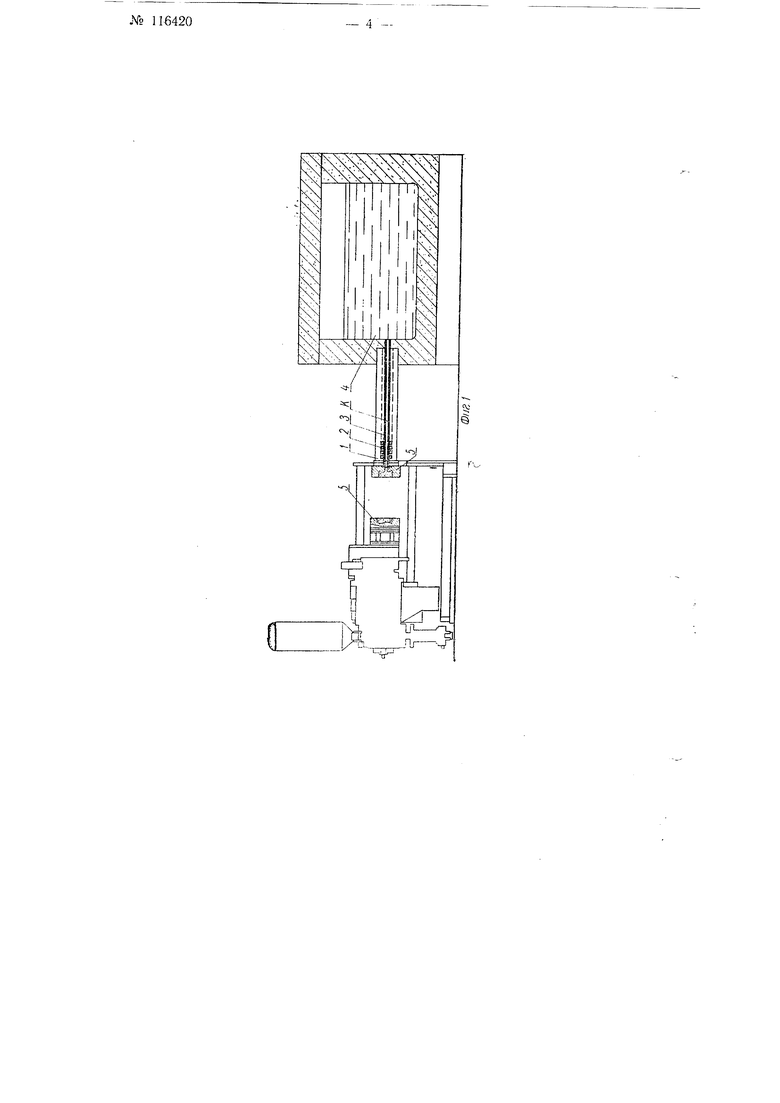
На фиг. 1 изображен один из вариантов компоновки литейного агрегата для осуществления предлагаемого способа; на фиг. 2-12 - варианты конструктивного рещения индукционного нагнетателя-узла, в котором производится воздействие на жидкий металл движущимся электромагнитным лолем.
На фиг. 1 изображен индукционный нагнетатель, в котором применен индуктор поступательно движущегося, т. е. бегущего, магнитного поля в виде двух развернутых статоров асинхронного электродвигателя, состоящих из щихтованного магннтопровода 1, уложенной в пазах последнего обмо7ки 2 и расположенной внутри индуктора огнеупорной трубы 5, канал которой с одной стороны сообщается с печью или резервуаром для жидкого металла 4, а с друго11 стороны соединяется с полостью формы 5.
Бегущее электромагнитное поле индуктора пронизывает стенки огнеупорной трубы 5 и находящийся в канале жидкий металл. В послед№ 116420-- 2
нем возбзждаюгся индукционные токи, которые, взаимодействуя с полем индуктора, создают в жидком металле электромагнитные силы, направленные в ту же сторону, куда движется поле.
Для принудительного заполнения формы 5 жидким металлом бегущее электромагнитное поле движется в сторону формы и создаваемые им электромагнитные силы осугцествляют нагнетание металла в нее. Перед раскрыванием формы или отсоединением от трубы 3 сменяемой формы, бегущему электромагнитному полю сообщается движение в обратную сторону, и оно, компенсиоуя электромагнитными силами гидростатическое давление металла в печи или резервуаре 4, выполняет роль стопора, препятствующего истечению металла через открытый канал трубы.
Теплота индукционных токов используется для предотвращения застывания металла в канале трубы.
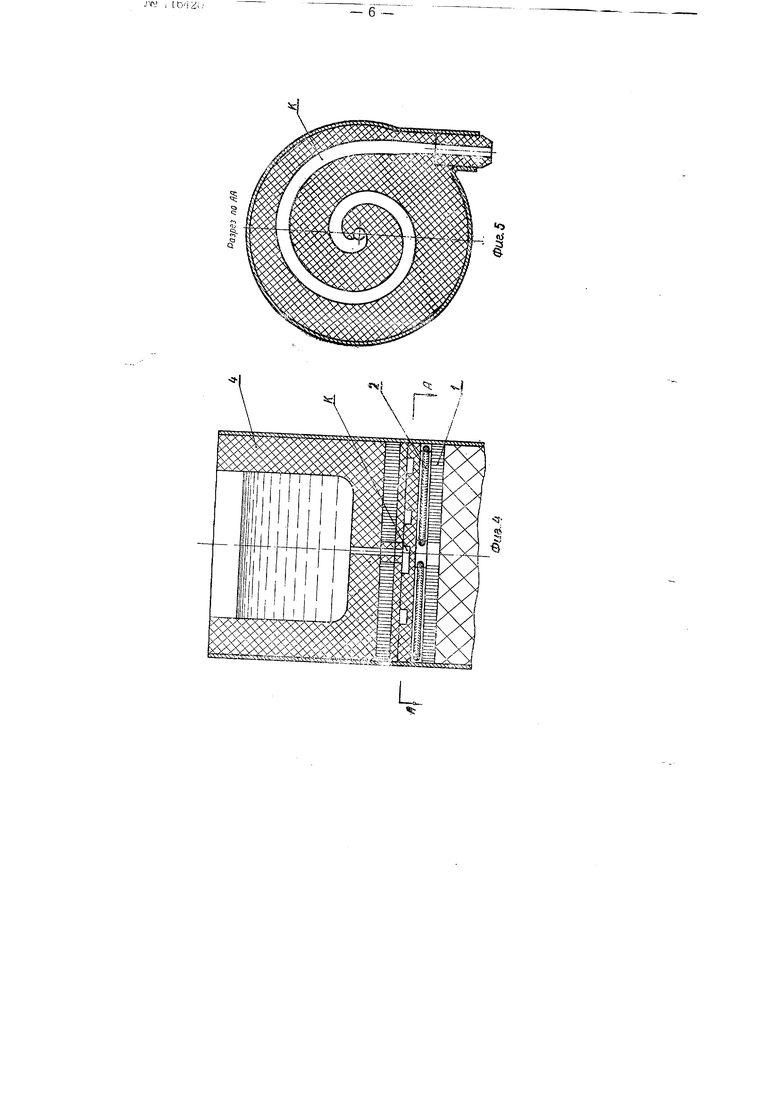
На фиг. 2 и 3 показан в двух проекциях индукционный нагнетатель, в котором в отличие от вышеописанного применяется индуктор вращающегося магнитного поля, состоящий из круглого магнитопровода 1 и трехфазной обмотки 2. Вращающееся магнитное поле сообщает жидкому металлу поступательное движение благодаря тому, что канал К., в котором находится металл, имеет форму винтовой спиралнНа фиг- 4 и 5 изображен осевой разрез и разрез по ЛЛ устройства, в котором канал /С имеет форму плоской спирали, а индуктор вращающегося магнитного поля с магнитопроводом / и обмоткой 2 выполнен в виде статора дисковой асинхронной электромашины с трехфазной обмоткой, однако, может быть выполнен и в форме вращающегося ротора с обмоткой, возбуждаемой постоянным током.
Pia фиг. 6 и 7 изображен осевой разрез п вид сверху аналогичного устройства с каналом в форме винтовой спирали /С, находящейся между кольцевым магнитопроводом / и индуктором вращающегося магнитного поля, 3 котором обмотка 2, возбуждаемая постоянным током, находится па вращающемся роторе.
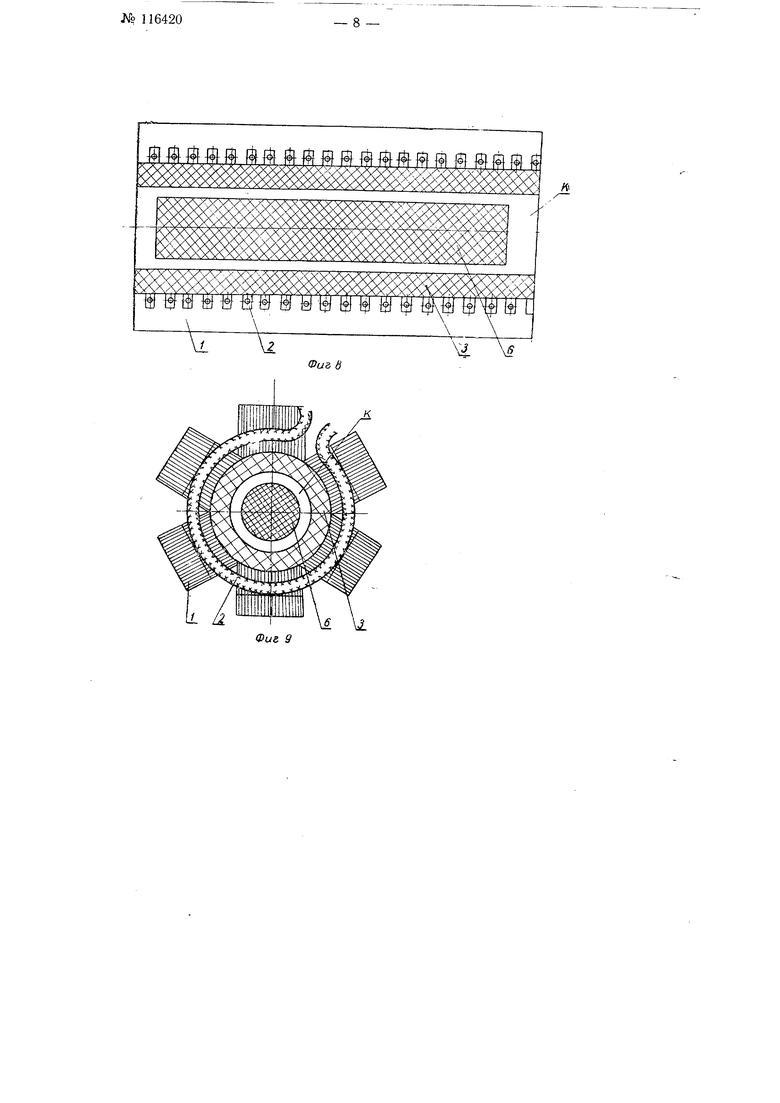
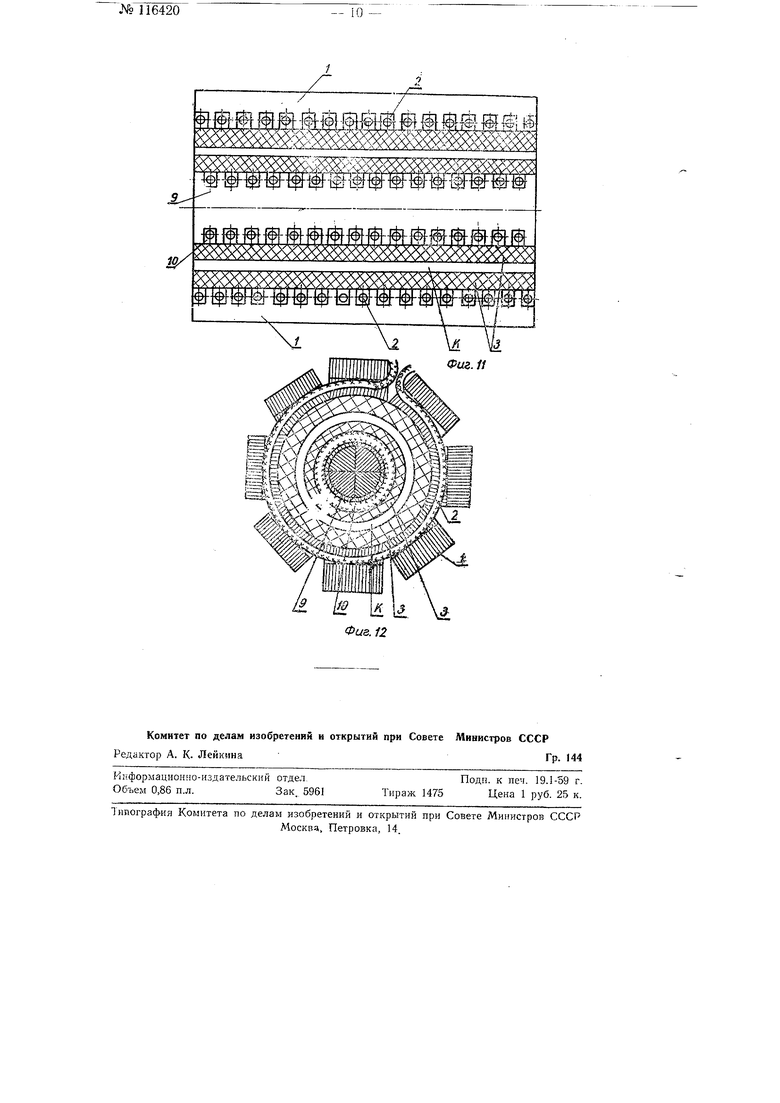
На фиг. 8 изображен осевой и на qbKr. 9 поперечный разрезы индукционного нагнетателя с бегзщим магнитным полем индуктора, с радиальной шихтовкой магнитопровода / ц обмоткой 2 в виде кольцевых витков, охватывающих цилиндрическую огнеупорную трубу 3 и расположенных в плоскости, перпендикулярной оси канала К трубы. Для предотвращения вихревого движепия жидкого металла в канале и обратного течения его в осевой части, где электромагнитные силы ослаблены, осевая часть капала К. заполняется сердечником 6.
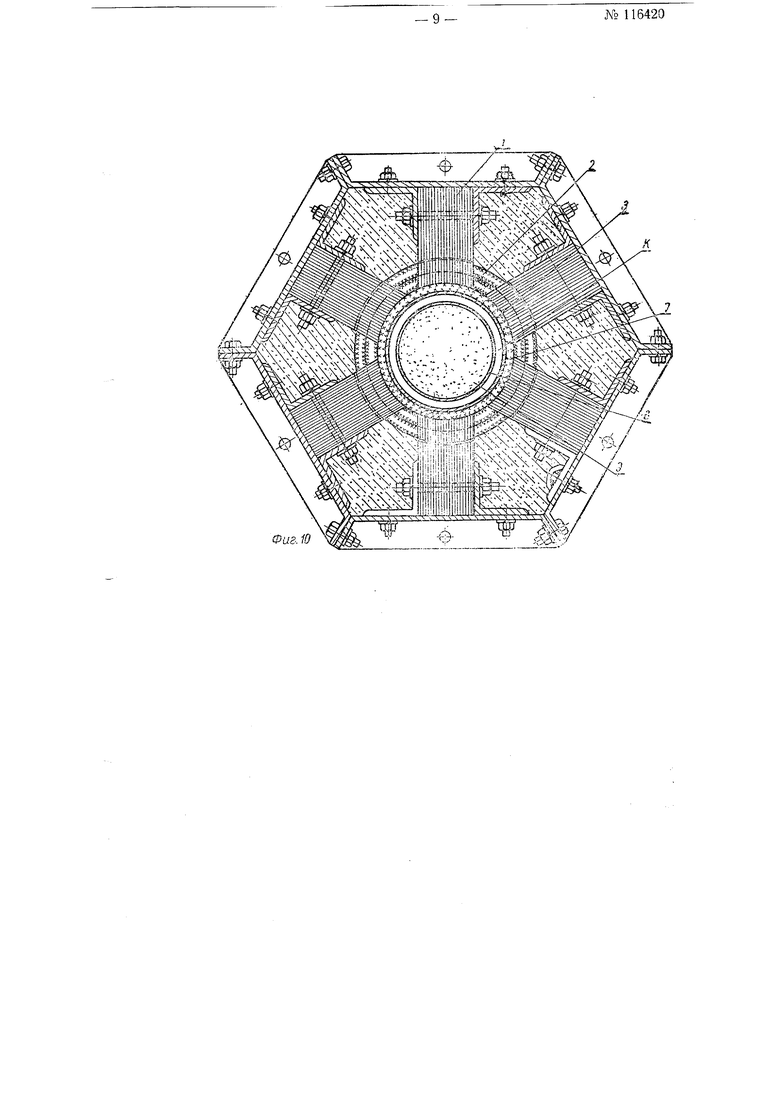
С целью улучшения электрических показателей индукционного нагнетателя, сердечник 6 может одновременно заключать в себе магнитопровод, но которому замыкается магнитный поток индуктора, как это показано на фиг. 10, где в поперечном разрезе дан нагнетатель для металлов с т. пл- ниже точки Кюри.
В пазах внешнего магнитопровода 1 уложены кольцевые или спиральные витки обмотки 2, охватывающие трубу 3 из немагнитной жаростойкой стали, изолированную от индуктора слоем теплоизоляции 7. Сердечник состоит из жаростойкой немагнитной трубы 8, внутри которой находится проволочный магнитопровод 9.
Нри больших размерах поперечного сечения сердечника, как показано па фиг. 11 и 12, его магнптопровод может иметь обмотку 10 в виде кольцевых витков пли спиралей, коаксиальных с обмоткой 2, расположенной в пазах внешнего магнитопровода /. Защита внешнего и внутреннего индукторов от жидкого металла осуществляется двумя коаксиальными огнеупорными трубами 3.
В качестве канала, в котором жидкий металл подвергается воздействию бегущего электромагнитного поля, в одном из вариантов устройства для осуществления предложенного способа, предусматривается использование иепосредствепно полости плавильной печи пли резервуара для жидкого металла.
1.Способ заполнения форм с принудительным иагнетанием -леталла при помощи магнитного поля, отличающийся тем, что, с целью создания напора жидкого металла электромагнитными силами взаимодействия магнитного поля и индуктированных в металле токов, металл подают из плавильного агрегата или резервуара в форму по капалу, пронизываемому движущимся магнитным полем, так чтобы направление оси канала совпадало с направлением вектора линейной скорости поля или составляющей этого вектора, с одновременным использованием токов, индуктированных в жидком металле, для его подогрева.
2.Прием выполнения спо.соба по п. 1, о тл и ч а ющийся тем, что, с целью остановки металла во избежание его истечения из канала при смене форм и возвращения части металла в резервуар, создают электромагнитное поле, движущееся в сторону, обратную первоначальной.
3.Устройство для осуществления способа по пп. 1 и 2, отлича ю-, щееся тем, что в нем применен индуктор бегущего электромагнитного поля, сообщающий поступательное движение жидкому металлу в канале.
4.Устройство для осуществления способа по пп. 1 и 2, отличающееся тем, что применен индуктор вращающегося магнитного поля, а канал выполнен в виде спирали или части ее для того, чтобы сообщить металлу в канале поступательное движение вместо вращательного.
5.Форма выполнения устройства по п. 3, отличающаяся применением двух развернутых асинхронных статоров, создающ.их бегущее поле в промежутке между ними, где в канале проходит металл, причем одип из статоров может быть заменен не имеющим обмотки магнитопроводом.
6- Форма выполнения устройства по п. 3, отличающаяся применением обмотки li виде витков, охватывающих канал, и составлением магнитопровода {при его наличии) из листов железа, паралле г- ных осп канала, или же проволоки, или массивных магнитопроводящих сегментов.
7. Форма выполнения устройства по пп. 3 - 6, отличающаяся тем, что, с целью повышения создаваемого напора жидкого металла или улучшения коэффициента мощности индуктора, в центральную часть канала помещен сердечник, выполненный из огнеупорного диэлектрика плп футерованного магнитопровода.
- 3 -,Ni 116420
Предмет изобретения
5;
Ч V
Фиг. 10
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная машина | 1947 |
|
SU114376A1 |
| Способ дозирования жидкого металла | 1948 |
|
SU113697A1 |
| Способ индукционного нагнетания жидкого металла и устройство для осуществления этого способа | 1948 |
|
SU116419A1 |
| Способ дозирования жидкого металла | 1961 |
|
SU141998A1 |
| Способ заполнения форм | 1948 |
|
SU118169A2 |
| Способ получения отливок | 1947 |
|
SU113864A1 |
| Способ заполнения форм | 1948 |
|
SU118171A2 |
| Способ литья под давлением в индукционной литейной машине | 1949 |
|
SU113548A1 |
| Многофазный индуктор | 1948 |
|
SU78964A1 |
| Способ заполнения форм | 1961 |
|
SU143518A1 |