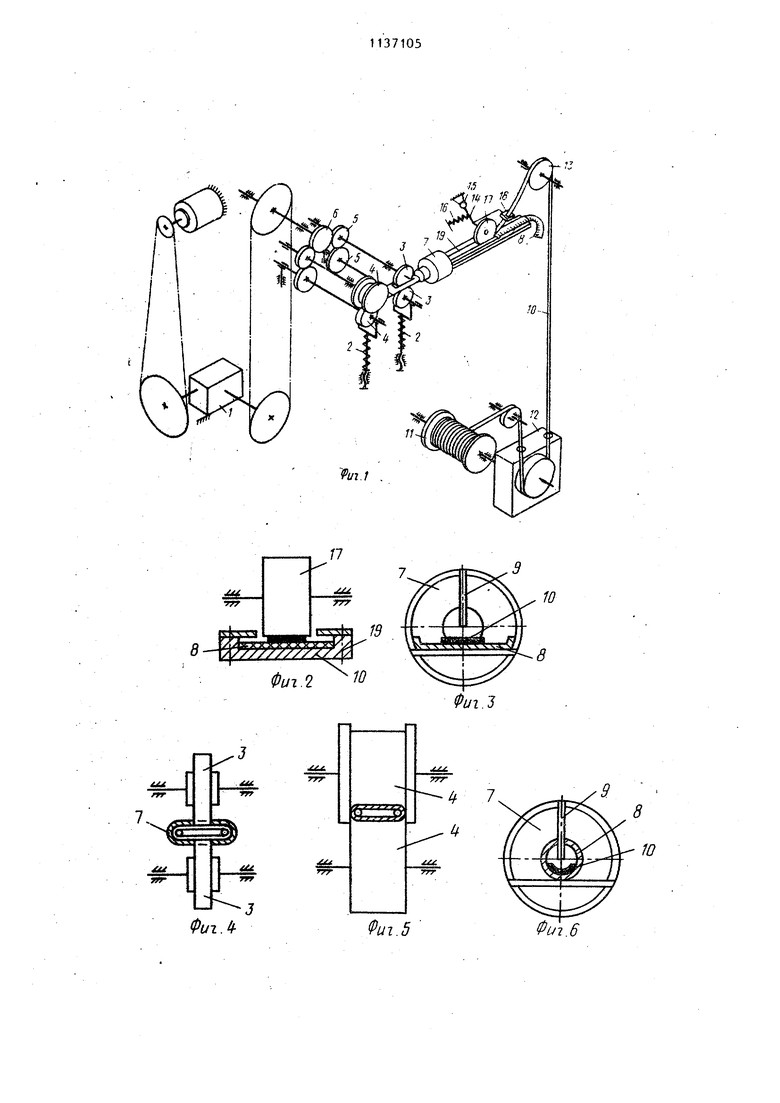
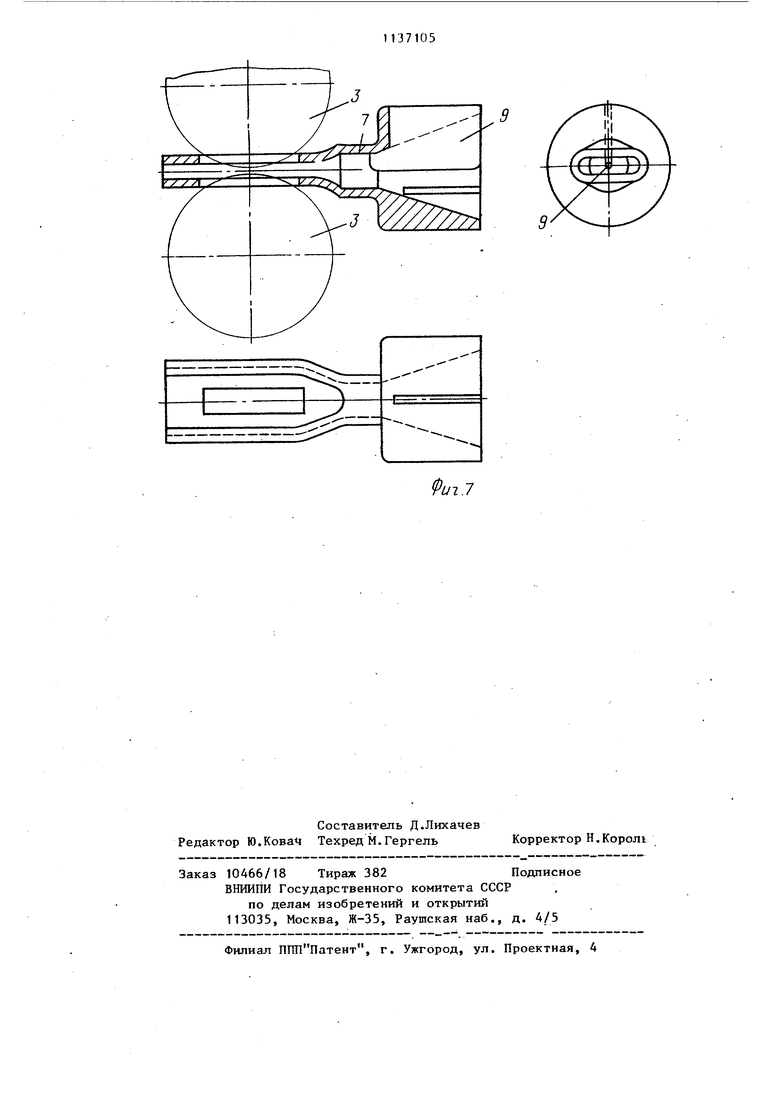
00 «ч Изобретение относится к легкой промьшшенности и может быть использовано в обувном производстве,, в частности для изготовления ремешков методом двусторонней загибки. Известна машина для двусторонней Загибки ремешков с одновременным вклеиванием тесьмы, состоящая из загибочной головки с рубильником (фильерой), привода, приспособления Для промазки и сушки тесьмы {1J . В данной машине поступление ремешка из рубильника (фильеры) в формующую пару роликов без предварительного склеивания загнутых краев не гарантирует сохранения его задан- ной ширины, что снижает качество изделий. Кроме того, отсутствие узла центрирования и склеивания сказывает ся на точности наложения тесьмы отно сительно центра заготовки ремешка, а также не обеспечивает их склеивание, что приводит к снижению качества и производительности труда. Извес,тна машина для двусторонней загибки ремещков, состоящая из направляющих полок, узла нанесения кле расплава, фильеры со стабилизатором центрирования стыка загнутого ремешка и пары прессующих роликов 23 Недостатком машины является то, что на ней можно загибать только бес конечную заготовку ремней из искусственного материала. Поскольку в обу ной промышленности используется в ос новном натуральная кожа, из которой невозможно изготовить бесконечную за готовку без стыков, то ремешки имеют различную заданную длину. Для каждого вида обуви заготавливают комплект ремешков различной длины. Цель изобретения - повьш1ение качества при изготовлении ремешков из разноразмерных по длине заготовок методом двусторонней загибки. Поставленная цель достигается тем что машина для изготовления ремешков, содержащая узел нанесения клея на заготовку, средство для склеивания заготовки, имеющее прижимной элемент и размещенную под ним направ ляшцую, фильеру с отверстием, имеюЮую участок захода и участок формования с центрирующим элементом и рас полсясенную за прижимным элементом, прессук щие ролики, размещенные на вькрде из фильеры, и привод, снабжена дополнительной парой прессующих р 1 5 , отверстие фильеры на участке захода имеет коническую форму, а участок формования выполнен в виде горизонтально расположенной сплющенной трубки со сквозной прорезью в вертикальной плоскости, причем прессующие ролики дополнительной пары размещены в прорези трубки и кинематически связаны между собой и с приводом . На фиг. 1 изображена предлагаемая . машина, общий вид; на фиг, 2 - направлякяцая (в сечении), взаимодействующая с прилшмным элементом (роликомукладчиком); на фиг. 3 - фипьера со стороны поступления заготовки ремешка; на фиг. 4 - взаимодействие первой пары прессующих роликов в щелевом канале фильеры; на фиг. 5 - взаимодействие второй пары прессукмцих роликов; на фиг. 6 - установка стабилизатора в конусообразной полости, фильеры; на фиг. 7 - фильера с первой парой прессующих роликов. Машина сострит из привода 1, загибочной головки, включающей две пары подпружиненных пружиной 2 прессующих роликов 3 и 4, кинематически связанных между собой шестернями 5 и приводимой в движение шестерней 6 привода 1, фильеры 7, имеющей участок захода и участок формования, представляющий собой конусообразную убьшающую трубку, переходящую сначала в цилиндрическую фирму, а затем в сплющенную трубку - щелевой канал, имеющий сквозную прорезь в вертикальной плоскости для размещения контактирующих поверхностей первой пары прессующих роликов 3. Для центрирования линии стьпса загнутых краев по центру сформированного ремешка 8 в фильере 7 предусмотрен центрирующий элемент - стабилизатор 9, удерживающий заготовку ремешка 8 от произвольного смещения. Узел нанесения клея и сущки тесьмы 10 состоит из бобины 11, р яервуара 12 с клеем, через который проходит тесьма 10, и огибающих роликов 13. Кроме того, узел нанесения клея и сушки тесьмы дополнительно снабжен элементом центрирования и средством для склеивания до точного наложения тесьмы 10 относительно центра заготовки ремешка 8 и их склеивания. Средство для склеивания состоит из 3 рычага 14, шарнирно закрепленного на оси 15 и подпружиненного пружиной 16 На конце рычага 14 расположен прижим ной элемент (ролик-укладчик) 17 с направляющим окном 18, взаимодейству щим с плоскостью направляющей 19, Машина работает следующим образом При включении привода 1 две пары прессующих роликов 3 и 4 через систему шестерен 5 получают вращение от шестерни 6 привода и протягивают тесьму 10. Тесьма 10 с бобины 11 проходит через резервуар 12 с клеем, огибающие ролики 13, направляющее окно 18 прижимного злемента (ролика-укладчика) 17,полость фильеры 7 и контактирую 4ие плоскости двух пар прессующих роликов 3 и 4. Оператор по направляинцей 19 направляет заготовку ремешка 8, предварительно промазанную клеем, под движущуюся тесьму 10 в зоне прижимного элемента (ролика-укладчика) 17 Заготовка ремешка 8, попадая под прижимной элемент (ролик-укладчик) 17, тесьму to, склеивается с последней и увлекается в участок захода I конусообразной убывающей трубы фильеры 7. I Заготовка ремешка 8, проходя через участок захода фильеры 7,после|ДОвательно приобретает фррму цилиндр охватывая загнутыми краями наклеенную тесьму 10, а затем, попадая в участок формования - сппющенную трубу, переходит в плоское состояние. Плоский конец сформированного ремешка 8 поступает под вращающуюся пер54вую пару прессующих роликов 3, кон- тактирующих в сквозной прорези сплющенной трубы. Ролики 3 производят транспортировку ремешка с одновременным приклеиванием его загнутых краев по центру стыка. Затем ремешок 8 поступает на вторую пару прессующих роликов 4, которые обеспечивают окончательное прессование всей плоскости методом прокатки. Последующая подача очередной заготовки ремешка 8 осуществляется оператором вручную вслед уходящей, который продвигает ее по направляющей 19 до контакта с тесьмой 10 в зоне прижима прижимного элемента (роликаукладчика) 17. Машина позволяет улучшить качество изготовления ремешков из разноразмерных по длине заготовок за счет исполнения формообразующего устройства фильеры и первой пары роликов, контактирующие поверхности которых расположены в сквозных прямоугольньк прорезях, которые обеспечивают свертывание заготовки в технологической последовательности из развернутого состояния в цилиндрическое, а затем в плоское с последунш нм приклеиванием загнутых краев в зоне стыка сформированного ремешка непосредственно в прямоугольных прорезях фипьеры. Это позволяет предварительно сформированному ремешку поступить во вторую пару прессуюпщх роликов для окончательного прессования всей его плоскости методом прокатки, не прибегая к ручной заправке.
МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ РЕМЕШКОВ, содержащая узел нанесения клея на заготовку, средство для склеивания заготовки, имекяцее прижимной . элемент и размещенную под ним направляющую, фильеру с отверстием, имеющую участок захода и участок форморания с центрирующим элементом и расположенную за прижимным элементом, прессущие ролики, размещенные на выходе из фильеры, и привод, отличающаяся тем, что, с целью повышения качества ремешков, она снабжена дополнительной парой прессующих роликов, отверстие фильеры на участке захода имеет коническую форму, а участок формования вьшолнен в виде горизонтально расположенной сплющенной трубки со сквозной прорезью в вертикальной плоскости, причем прессующее ролики дополнительО) ной пары размещены в прорези трубки , и кинематически связаны между собой и с приводом.
jiU 777
57
7,.
Фиг.
rr
Л
77Г
Фиг.5
Фт.6
Фиг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Реферативный сборник Кожгалантерейная промьшшенность | |||
| ЦНИИТЭИлегпром, 1980, № 2, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Проспект фирмы Протос | |||
| Горизонтальное водяное колесо | 1924 |
|
SU1641A1 |
