Изобретение относится к механизации чертежно-конструкторских работ и предназначено для определения натуральных величин и угловых параметров объекта по комплексному чертежу.
Известно устройство для определения натуральных величин линейных и угловых параметров объекта по комплексному чертежу, содержащее направляющую с ползунами, расположенную перпендикулярно к ней штангу, связанную с кареткой, установленный на штанге транспортир и шарнирно связанную с транспортиром поворотную линейку с ползуном 1.
Недостатками известного устройства являются неудобство в работе и низкая точность измерения.
Цель изобретения - повыщение удобства в работе и точности измерения.
Поставленная цель достигается тем, что в устройстве для определения натуральных величин линейных и угловых параметров объекта по комплексному чертежу, содержащем направляющую с ползунами, расположенную перпендикулярно к ней штангу, связанную с кареткой, установленный на щтанге транспортир и шарнирно связанную с транспортиром поворотную линейку с ползуном, каретка установлена на направляющей с ползунами, поворотная линейка и штанга имеют совпадающие одна с другой продольные прорези, а каретка и ползуны направляющей - выступы с калиброванными отверстиями, центры которых лежат на одной прямой, при этом ползун поворотной линейки имеет калиброванное отверстие для совмещения с отверстиями ползунов направляющей.
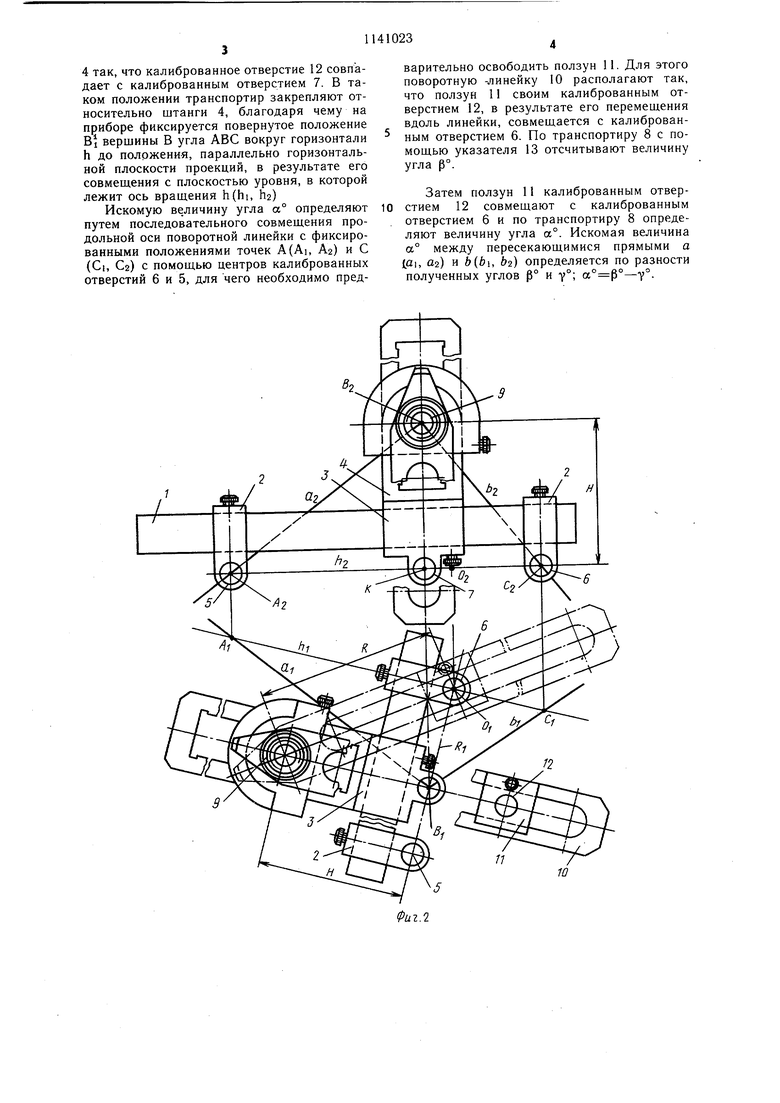
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - и 3 - примеры использования устройства для определения натуральных величин линейных и угловых параметров по комплексному чертежу.
Устройство состоит из направляющей 1 с ползунами 2 и кареткой 3, на которой перпендикулярно направляющей жестко закреплена штанга 4. Штанга 4 имеет продольную прорезь, а ползуны 2 и каретка 3 - выступы с калиброванными отверстиями 5-7, центры которых лежат на одной прямой, параллельной продольной оси направляющей 1.
На штанге установлен транспортир 8, который может перемещаться вдоль штанги. С транспортиром шарнирно с помощью полой оси 9 связана поворотная линейка 10, несущая ползун 11 с калиброванным отверстием 12. Поворотная линейка 10 имеет продольную прорезь, совпадающую с продольной прорезью на штанге, и снабжена указателем 13 для регистрации величин углов по транспортиру. Калиброванные отверстия 5,6, 7 и 12 имеют одинаковый диаметр, их центры обозначены на пластинах, закрепленных с нижней стороны калиброванных отверстий. Ползуны, каретки и транспортир
снабжены винтами для фиксации их в требуемом положении.
Устройство работает следующим образом. Для определения натуральных величин у.-ла ABC, заданного на чертеже проекциями AiBiCi и А2В2С2, образованного в результате пересечения двух прямых а(а, аг) и b(b, Ьч) в точке B(Bi, В2), предварительно на чертеже строят горизонталь h(hih2), которая отображается проекциями отрезка
АС (AiCi, А2С2) и горизонтальную проекцию радиуса вращения R-BiOiAiCi)После этого устройство накладывают на фронтальную проекцию А2В2С2 угла ABC так, что центры калиброванных отверстий 5 и 6 совпадают с фронтальными проекциями
точек А2 и С2. а центр отверстия полой оси 9 в результате перемещений каретки 3 со штангой 4 по направляющей 1 и транспортира по штанге 4 совпадает с фронтальной
проекцией В2 вершины угла В. Достигнув
0 указанного положения, фиксируют разность высот И между фронтальной проекцией центра вращения О2 и фронтальной проекцией В2 верщины В. Фиксацию производят закреплением транспортира 8 относительно штанги 4 с помощью винта. Затем прибор
5 накладывают на горизонтальную проекцию AiBiCi угла ABC так, что центр калиброванного отверстия б совпадает с горизонтальной проекцией Oi центра вращения О, а центр калиброванного отверстия 7 совпадает с горизонтальной проекцией Bj вершины В
0 угла ABC.
Затем, сохраняя величину Н между центрами отверстия 7 и полой оси 9, ползун 11 перемещают вдоль поворотной линейки так, что при ее повороте калиброванное отверстие 12 совмещается с калиброванным отверстием 6. Расстояние от центра отверстия 12 до центра полой оси определяет натуральную величину радиуса вращения R при вращении вершины В вокруг горизонтали h(hi, h2). Величину радиуса вращения
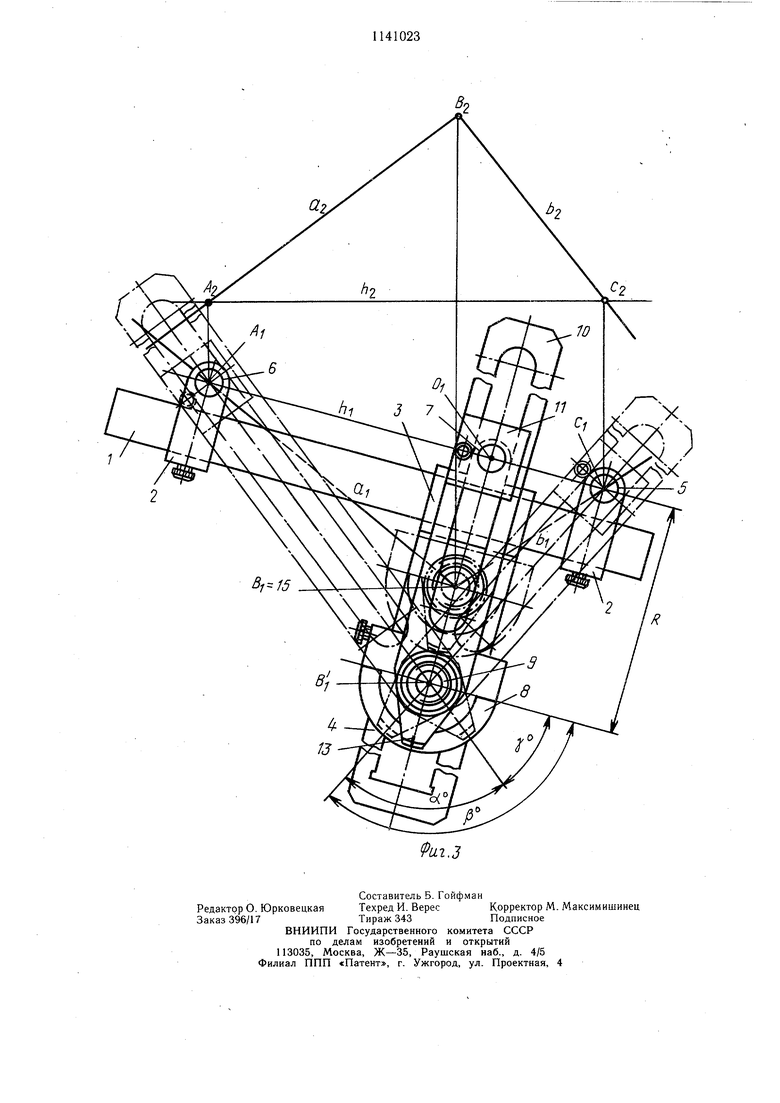
0 фиксируют на поворотной линейке с помощью ползуна 11 и переходят к следующей операции (фиг. 3).
Устройство располагают относительно горизонтальной проекции AiBiCi угла ABC так, что центры калиброванных отверстий
5 5 и 6 совмещаются с горизонтальными проекциями Ci и AI точек С и А горизонтали h(hi, h2). В указанном положении ползуны фиксируют на направляющей с помощью винтов.
Затем перемещая каретку по направляющей 1 и транспортир 8 по штанге 4, совмещают центр калиброванного отверстия 7 с горизонтальной проекцией Oi центра вращения О, а центр полой оси 9 - с горизонтальной проекцией Bi вершины В угла ABC.
5 В этом положении каретку фиксируют с помощью винта относительно направляющей. После этого, не меняя расстояние R между центром полой оси 9 и центром отверстия 12, транспортир 8 перемещают вдоль штанги
4 так, что калиброванное отверстие 12 совпадает с калиброванным отверстием 7. В таком положении транспортир закрепляют относительно штанги 4, благодаря чему на приборе фиксируется повернутое положение BI вершины В угла ABC вокруг горизонтали h до положения, параллельно горизонтальной плоскости проекций, в результате его совмещения с плоскостью уровня, в которой лежит ось враш,ения h(hi, h2)
Искомую ве.личину угла а° определяют путем последовательного совмеш.ения продольной оси поворотной линейки с фиксированными положениями точек A(Ai, Аг) и С (Ci, С2) с помощью центров калиброванных отверстий 6 и 5, для чего необходимо предварительно освободить ползун 11. Для этого поворотную -линейку 10 располагают так, что ползун 11 своим калиброванным отверстием 12, в результате его перемещения вдоль линейки, совмещается с калиброванным отверстием 6. По транспортиру 8 с помощью указателя 13 отсчитывают величину угла р°.
Затем ползун 11 калиброванным отверстием 12 совмещают с калиброванным отверстием 6 и по транспортиру 8 определяют величину угла а°. Искомая величина а° между пересекающимися прямыми а ia, uz) и b(b, &2) определяется по разности полученных углов р° и Y°; а° р°-7°
| название | год | авторы | номер документа |
|---|---|---|---|
| Чертежный прибор | 1990 |
|
SU1750978A1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ Ну\ТУРАЛЬНЫХ ВЕЛИЧИН | 1967 |
|
SU200770A1 |
| Прибор для построения перспективных изображений объекта по двум ортогональным проекциям комплексного чертежа | 1980 |
|
SU977219A1 |
| Чертежный прибор | 1985 |
|
SU1266760A1 |
| Прибор для построения перспективных изображений объекта по двум ортогональным проекциям комплексного чертежа | 1974 |
|
SU546505A1 |
| Чертежный прибор | 1967 |
|
SU679431A1 |
| ПРИБОР ДЛЯ ПОСТРОЕНИЯ ВСПОМОГАТЕЛЬНЫХ | 1965 |
|
SU176431A1 |
| ОПРЕДЕЛЕНИЯ ТОЧЕК ГРАНИЧНЫХ ЛИНИЙСЕЧЕНИЙ, | 1971 |
|
SU311785A1 |
| Прибор для построения кривых | 1990 |
|
SU1719250A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ИСКРИВЛЕНИЙ КОСТНО-МЫШЕЧНОГО АППАРАТА | 1989 |
|
RU2023420C1 |
УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ НАТУРАЛЬНЫХ ВЕЛИЧИН ЛИНЕЙНЫХ И УГЛОВЫХ ПАРАМЕТРОВ ОБЪЕКТА ПО КОМПЛЕКСНОМУ ЧЕРТЕЖУ, содержащее направляющую с ползунами, располЬженную перпендикулярно к ней щтангу, связанную с кареткой, установленный на щтанге транспортир и щарнирно связанную с транспортиром поворотную линейку с ползуном, отличающееся тем, что, с целью повышения удобства в работе и точности измерения, каретка установлена на направляющей с ползунами, поворотная линейка и штанга имеют совпадаюш 1е одна с другой продольные прорези, а каретка и лолзуны направляющей - выступы с калиброванными отверстиями, центры которых лежат на одной прямой, при этом ползун поворотной линейки имеет калиброванное отверстие для совмещения с отверстиями ползунов направляющей. (Л 1C со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ Ну\ТУРАЛЬНЫХ ВЕЛИЧИН | 0 |
|
SU200770A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
