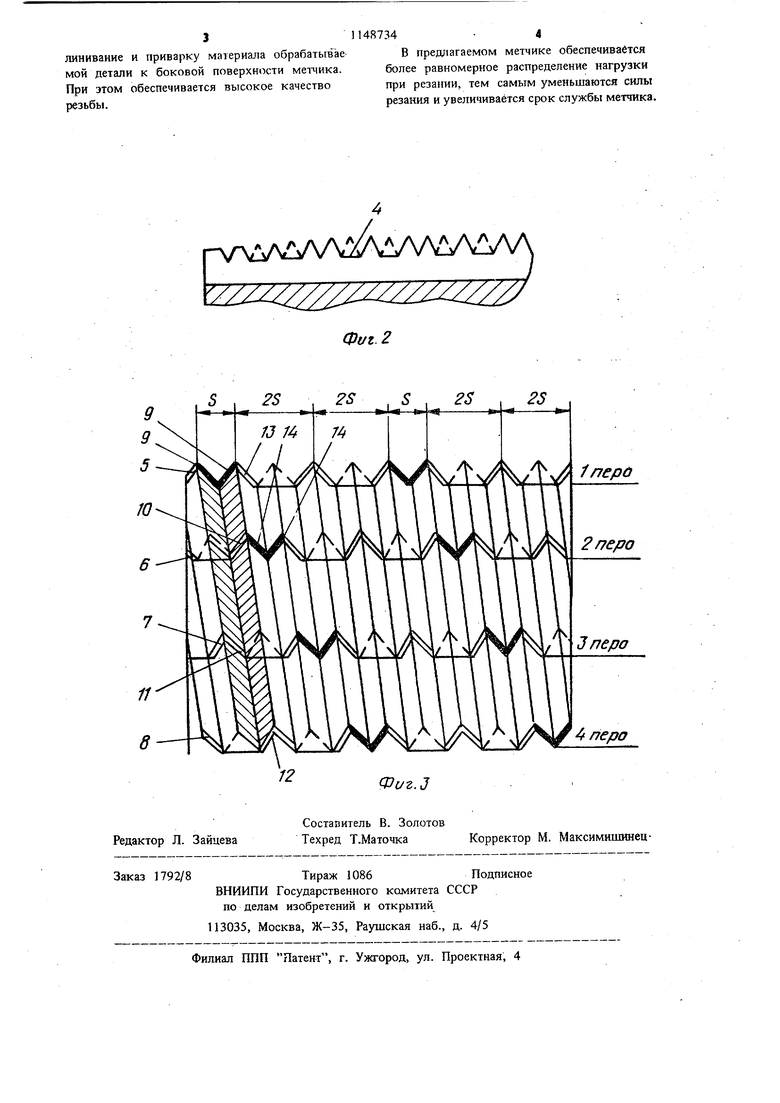
Фиг.1 Изобретение относится к металлообработке а имешю к нарезанию резьбы метчиками. Известен метчик с четным числом перьев, содержаиий режущую и калибрующую части с расположением зубьев на них в определенной последовательности 1. Однако метчик характеризуется недостаточной стойкостью вследствие того, что часть каждого режущего зуба снимает двойную толщину среза и быстро изнашивается. Целью изобретения является повышение стойкости метчика и качества резьбы. Поставленная иель достигается тем, что в метчике с четным числом перьев, содержащем режущую и калибрующую части с расположением зубьев на них в определенной последовательности зубья вдоль перьев размещены с перемегаюй величиной расстояния между осями зубьев в последовательности S, 2S, 2S, S, смещенной на каждом последующем пере относительно предыдущего на S, где S шаг нарезаемой резьбы, при этом зубья расположень поочередно по правой и левой боковым сторонам профиля по нитке резьбы и чередуются с зубьями, кромки которых охватывают нитку резьбы с двух сторон и являются калибрующими. На фиг. 1 изображен предлагаемый метчик, общий вид; на фиг. 2 - то же, вид со стороны передней грани пера; на фиг. 3 развертка рабочей поверхности метчика. I Предлагаемый метчик содержит режущую часть 1, калибрующую часть 2 и хвостовик 3. Зубья вдоль пера на всей рабочей части срезаны в определенной последовательности, в результате чего рабочие зубья режущей и калибрующей частей вдоль пера расположены с перемешюй величиной расстояния между осями зубьев в последовательности ...S, 2S, 75, S..., где S - шаг нарезаемой резьбы Межосевое расстояние между двумя последовательно расположенными по перу зубьями равно 2S, если между ними выполнена выборка 4 зуба, и равно S, если выборки нет, т.е. рабочие зубья вдоль пера чередуются с выборкой в последовательности ... зуб, зуб, выборка, зуб, выборка... . Предлагаемая последовательность расположения зубьев вдоль пера смещена на каждом .последующем пере относительно предьщущего на величину шага резьбы. Зубья с режущими кромками 5-8, осущес вляющие формообразование резьбы, охватыва ют нитку образуемой резьбы с одной стороны так как с другой стороны выполнена выборка зуба (фиг.З, где нитка образуемой резьбы заштрихована) и чередуются последовател но по правой (5 и 7) и левой {6 и 8) боковым сторонам теоретического профиля образуемой резьбы. Число последовательно расположенных чередующихся то с одной, то с другой стороны профиля по нитке образуемой резьбы зубьев с режущими кромками (5-8) равно числу перьев - ц , а следующие за ними последовательно по нитке образуемой резьбы (т.е. на п + Г пере) два зуба кромками 9 охватывают нитку образуемой резьбы с обеих сторон и калибруют профиль резьбы, обеспечивая тем самым точность нарезаемой резьбы. Работа метчика при нарезании резьбы осуществляется следующим образом (фиг.З). Формообразование резьбы производится режущими кромками зубьев, расположенных поочередно то с одной то с другой стороны теоретического профиля образуемой с последующей калибровкой зубьями по полному профилю. При нарезании резьбы вступает в работу первый зуб первого пера, который одной стороной режущей кромки 5 режет половину профиля, затем вступает в работу зуб второго пера, который режет режущей кромкой 6 с другой стороны профиля. Далее зуб третьего пера режущей кромкой 7 режет аналоги1П1о режущей кромке 5, а на четвертом пере режет зуб режущей кромкой 8 аналогично режущей кромке 6. Далее по нитке (или винтовой линии) образуемой резьбы следует два зуба, которые охватывают нитку образуемой резьбы кромками 9 с обеих сторон- и калибруют профиль резьбы, обеспечивая тем самым точность угла профиля. Далее снова следуют чередующиеся по правой и левей боковым сторонам теоретического профиля образуемой резьбы зубья с режущими кромками 10 - 13, а следующие за ними два зуба с кромками 14 осуществляют калибрование профиля резьбы и т. д. Предлагаемая последовательность выборки зубьев вдоль линии пера со схемой чередования зубьев с режущими и калибрующими кромками обеспечивает улучшение условий процесса стружкообразования, уменьшение усилий резания и тем самым повыщается стойкость метчика (примерно в 20 раз по сравнению с метчиком, имеющим выборку зубьев в шахматном порядке) и качество нарезаемой резьбы. Предложенное конструктивное выполнение метчика повышает стойкость, исключает зак3114S734-4
линивание и приварку материала обрабатываеВ предлагаемом метчике обеспечивается
мой детали к боковой поверхн(5сти метчика.более равномерное распределение нагрузки
При этом обеспечивается высокое качествопри резании, тем самым уменьшаются силы
резьбы.резания и увеличивается срок службы метшка.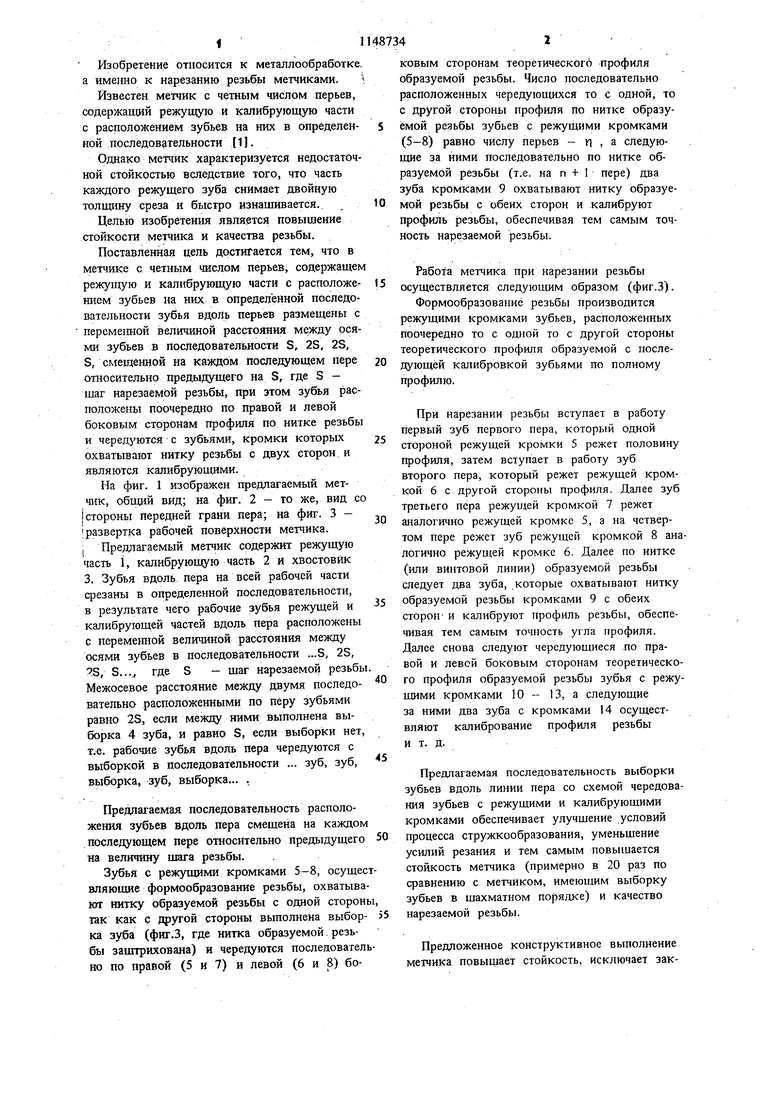
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик для обработки волоконно-армированных композитных материалов | 2019 |
|
RU2725582C1 |
| Метчик | 1980 |
|
SU975269A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1995 |
|
RU2093322C1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 2015 |
|
RU2616755C1 |
| Метчик | 1985 |
|
SU1349914A1 |
| Метчик для нарезания конической резьбы | 1980 |
|
SU891283A2 |
| Метчик | 1950 |
|
SU90858A1 |
| Метчик | 1990 |
|
SU1804379A3 |
| Метчик для нарезания точных резьб | 1979 |
|
SU814615A1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
МЕТЧИК счетным числом перьев, содержащий режущую и калибрующую части с расположением зубьев на них в онределенной последовательности, отличаю щ и и с я тем, что, с целью повышения стойкости метчика и качества нарезаемой резьбы в титановых сплавах, зубья вдоль перьев размещены с переменной величиной расстояния между осями зубьев в последовательности S, 2S, 2S, S, смещенной на каждом последующем перс относительно предыдущего на S, где S - щаг нарезаемой резьбы, при этом зубья расположены поочередно по правой и левой боковым сторонам профиля по нитке резьбы и чередуются с зубьями, кромки которых охватывают нитку резьбы с двух сторон и являются калибрующими. ИИШПППШЛ ЮЗТПТ ч/ / / О) : i: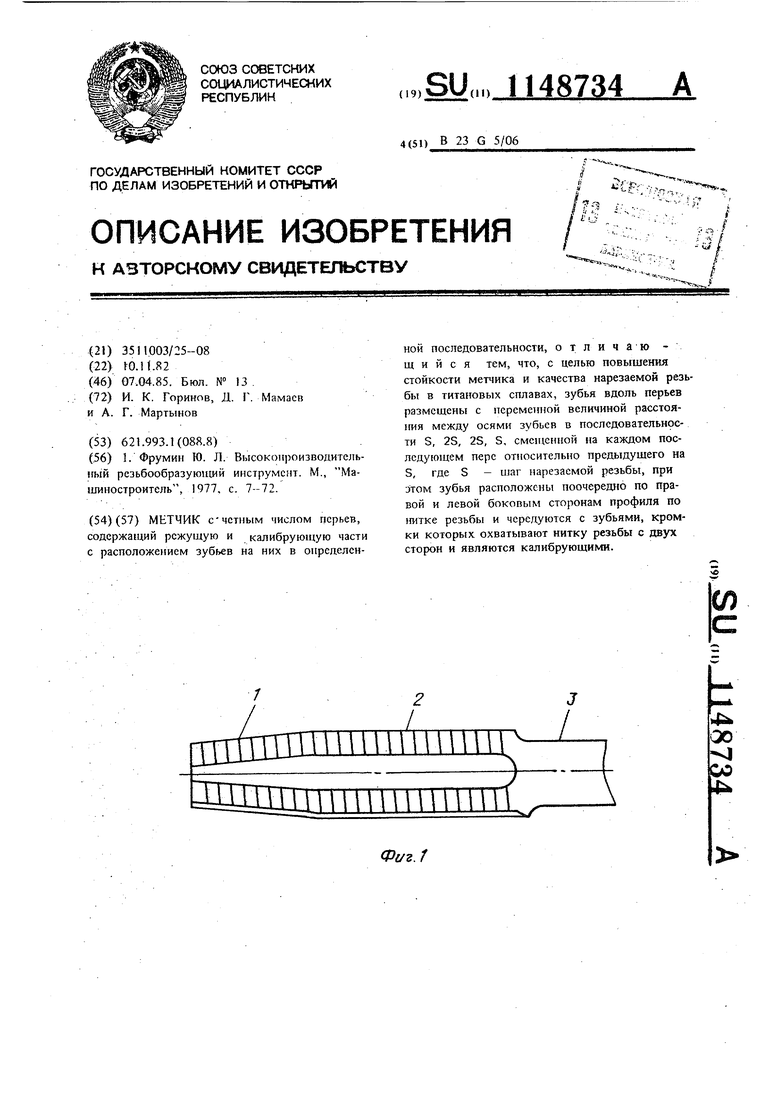
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фрумин ГО | |||
| Л | |||
| Высокопроизводительный резьбообразующий инструмент | |||
| М., Машиностроитель, 1977, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
