Изобретение относится к машиностроению, а именно к конструкциям метчиков, и может быть использовано при нарезании резьбы в деталях из волоконно-армированных композитных материалов (ВКМ).
Известна фреза CoroMill Plura 2Р460 шевронной конструкции для обработки заготовок из ВКМ, содержащая рабочую часть и хвостовик. На рабочей части данной фрезы расположены с некоторым перекрытием разнонаправленные винтовые стружечные канавки с отрицательным и положительным углом наклона, пересекающиеся в ее центре. Такая конструкция обеспечивает изгиб армирующих волокон по направлению к центру обрабатываемой поверхности, чем удается добиться отсутствия разлохмачиваний и расслаиваний на периферии, а также снизить вибрации материала (Каталог «Цельный режущий инструмент» фирмы «Sandvik Coromant», 2018, URL: http://sandvik.ecbook.se/se/ru/solid_round_tools_2018/ (дата обращения 18.11.19), с. А 120).
Недостатком описанной фрезы является высокая склонность к пакетированию стружки во встречно-направленных стружечных канавках, приводящая к росту дефектов обработанной поверхности и подповерхностного слоя, а также к снижению срока службы инструмента вследствие абразивного воздействия обломков армирующих наполнителей на заднюю поверхность инструмента.
Известна фреза-роутер CoroMill Plura 2Р350 для обработки заготовок из ВКМ, содержащая многозубую рабочую часть со встречно-расположенными стружечными канавками, чем достигается двойное режущее действие, заключающееся в попеременной работе зубьев с положительным и отрицательным углами наклона режущей кромки. Данная геометрия способствует снижению расслоений на обработанной поверхности и вибраций в процессе обработки (Каталог «Цельный режущий инструмент» фирмы «Sandvik Coromant», 2018, URL: http://sandvik.ecbook.se/se/ru/solid_round_tools_2018/ (дата обращения 18.11.19), с. А 121).
Недостатком описанной фрезы являются малые значения нормальных передних углов на боковых режущих кромках, а также малый объем стружечных канавок.
Известен метчик, содержащий режущую и калибрующую части, зубья которого размещены вдоль перьев с переменной величиной расстояния между осями зубьев в последовательности, смещенной на каждом последующем пере относительно предыдущего, при этом зубья расположены поочередно по правой и левой боковым сторонам профиля по нитке резьбы и чередуются с зубьями, кромки которых охватывают нитку резьбы с двух сторон и являются калибрующими (патент SU №1148734 А «Метчик», B23G 5/06, опубл. 07.04.1985).
Недостатком описанного метчика, применительно к обработке деталей из ВКМ, являются неблагоприятные условия резания на боковых режущих кромках, образованных боковыми сторонами профиля резьбы, что обусловлено малыми величинами передних углов на соответствующих участках. Указанный недостаток может привести к значительному снижению качества полученной резьбы вследствие распространения таких дефектов поверхностного слоя, как отрывы и отслаивания армирующих волокон, что в конечном итоге может привести к значительному снижению прочности таких резьб.
Наиболее близким по технической сущности и достигаемому результату (прототипом) является метчик, состоящий из корпуса с регулировочными винтами, в который вставлен стержень с конической головкой, в Г-образных пазах которой размещены радиально расположенные плоские режущие гребенки. Также в данном метчике дополнительно установлены базирующие элементы в виде резьбовых гребенок с выпукло-криволинейными бочкообразными зубьями полного профиля, расположенные в порядке чередования с парами режущих гребенок правого и левого полупрофилей, боковые режущие кромки которых выполнены вогнуто-криволинейными, при этом метчик монтируется таким образом, чтобы в процессе нарезания резьбы в заготовку вначале врезался зуб, образующий правую половину профиля резьбы, следом шел зуб, образующий левую половину профиля (чем достигается однокромочное резание), далее входил базирующий полнопрофильный зуб бочкообразной формы (патент RU №10625 U1 «Метчик», B23G 5/06, опубл. 16.08.1999).
Недостатками описанного метчика, применительно к обработке деталей из ВКМ, являются малая величина нормальных передних углов на боковых режущих кромках, которая приведет к снижению качества обработанных поверхностей и к снижению прочности нарезаемой резьбы, а также низкая технологичность его конструкции.
Задачей предлагаемого изобретения является повышение качества нарезания резьбы в деталях из волоконно-армированных композитных материалов.
Поставленная задача достигается тем, что предлагаемый метчик для обработки волоконно-армированных композитов содержит рабочую часть, включающую в себя режущую и калибрующие части, а также хвостовую часть, согласно изобретению на его рабочей части расположены встречно направленные винтовые стружечные канавки, при этом для получения резьб правого профиля на режущей части выполнено поочередное срезание половин профиля резьбы так, что на перьях с винтовыми стружечными канавками левого направления срезаны половины зубьев, обращенных к рабочему торцу метчика, а на перьях с винтовыми стружечными канавками правого направления срезаны части зубьев, обращенных к хвостовой части, чем и достигается обеспечение требуемых для обработки композитов положительных величин нормальных передних углов на всех боковых режущих кромках инструмента.
Наименее благоприятные условия резания с точки зрения геометрических параметров наблюдаются на боковых режущих кромках метчика, образованных боковыми поверхностями профиля резьбы метчика, т.к. на данные участки налагаются конструктивные ограничения.
Повышение качества нарезания резьбы достигается тем, что в предложенной конструкции за счет поочередного срезания припуска правой и левой боковыми кромками, а также применения винтовых стружечных канавок, достигается увеличение соответствующих углов, в частности нормального переднего угла γн на боковых режущих кромках. Таким образом, предложенная конструкция метчика позволит значительно повысить качество обработанной поверхности за счет уменьшения величины дефектов поверхностного слоя, вызванных изгибом и отрывом армирующих волокон, что обычно наблюдается при малых или отрицательных нормальных передних углах.
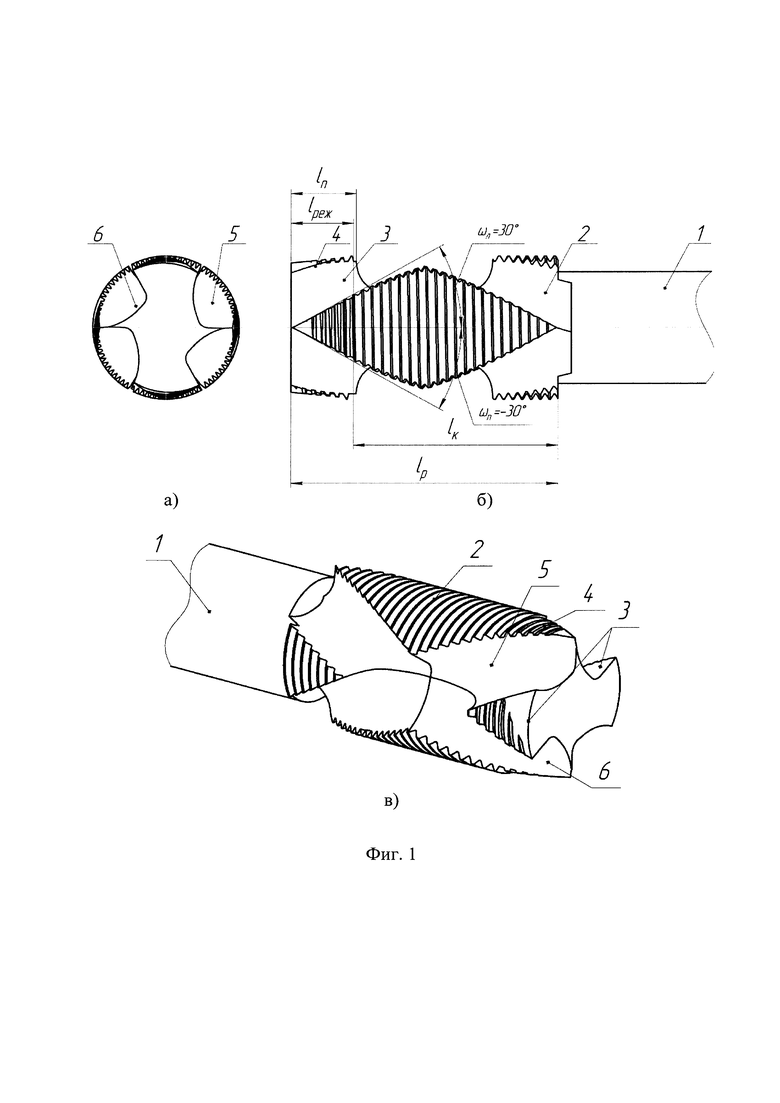
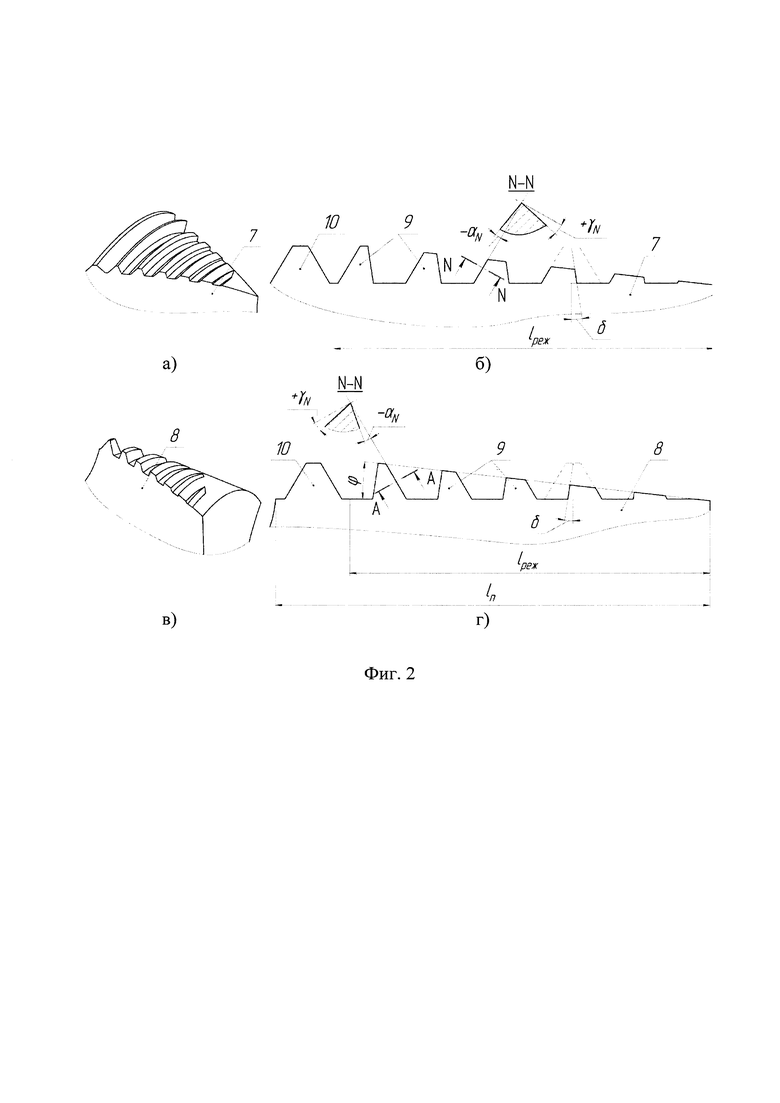
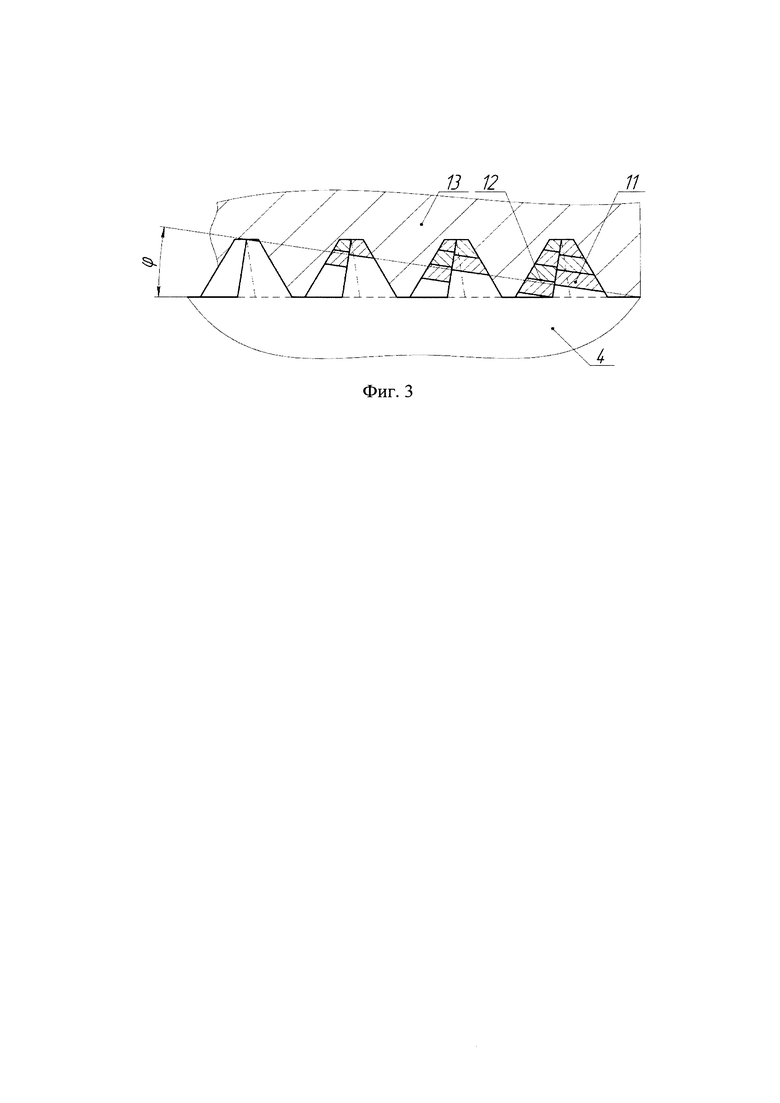
Сущность предлагаемого изобретения поясняется графическими материалами, где на фиг. 1 изображен метчик с углом наклона встречно направленных винтовых стружечных канавок ωл=30° и ωп=-30°, а - вид торцевой части, б - главный вид, в - общий вид; на фиг. 2 вид передних поверхностей перьев для левого и правого направлений винтовых стружечных канавок, а - общий вид на перо левого направления, б - схематичный вид передней поверхности пера левого направления, в - общий вид на перо правого направления, г - схематичный вид передней поверхности пера правого направления; на фиг. 3 - схема срезания припуска.
Метчик содержит рабочую часть длиной  включающую в себя режущую часть 4 длиной
включающую в себя режущую часть 4 длиной  и калибрующую часть 2 длиной
и калибрующую часть 2 длиной  а также хвостовую часть 1, две пары встречно направленных винтовых стружечных канавок 5 и 6 с углами наклона ωл=30° и ωп=-30°, а также на режущей части 4 с углом в плане ϕ выполнена поочередная подрезка половины профиля резьбы так, что на перьях с винтовыми стружечными канавками левого направления 7 срезаны половины зубьев, обращенных к рабочему торцу метчика, а на перьях с винтовыми стружечными канавками правого направления 8 срезаны части зубьев, обращенных к хвостовой части 1, с целью дробления припуска на обрабатываемой заготовке 13 на правую 11 и левую 12 части, срезаемые соответствующими боковыми режущими кромками при обеспечении положительного нормального переднего угла γн. Длина
а также хвостовую часть 1, две пары встречно направленных винтовых стружечных канавок 5 и 6 с углами наклона ωл=30° и ωп=-30°, а также на режущей части 4 с углом в плане ϕ выполнена поочередная подрезка половины профиля резьбы так, что на перьях с винтовыми стружечными канавками левого направления 7 срезаны половины зубьев, обращенных к рабочему торцу метчика, а на перьях с винтовыми стружечными канавками правого направления 8 срезаны части зубьев, обращенных к хвостовой части 1, с целью дробления припуска на обрабатываемой заготовке 13 на правую 11 и левую 12 части, срезаемые соответствующими боковыми режущими кромками при обеспечении положительного нормального переднего угла γн. Длина  малого пера метчика 3 выбирается из условия
малого пера метчика 3 выбирается из условия  Зубья 9 вдоль соответствующих перьев метчика на всей режущей 4 части срезаны с углом перекрытия δ≈5…10° с целью сохранения стойкости. Зубья 10 на калибрующей части 2 изготавливаются как обычно с полным профилем.
Зубья 9 вдоль соответствующих перьев метчика на всей режущей 4 части срезаны с углом перекрытия δ≈5…10° с целью сохранения стойкости. Зубья 10 на калибрующей части 2 изготавливаются как обычно с полным профилем.
Метчик работает следующим образом.
Перед началом процесса резьбонарезания по нормативной литературе определяются значения переднего γн и заднего αн углов, и далее на основе этого выбираются соответствующие углы наклона ωл и ωп стружечных канавок 5 и 6. Исходя из величин данных углов, выбирается длина  малого пера 3, которая должна быть больше либо равна длине
малого пера 3, которая должна быть больше либо равна длине  режущей части 4. В процессе нарезания резьбы в детали 13 происходит поочередное срезание припуска правой и левой боковыми кромками, обладающими положительным нормальным передним углом γн, расположенными на соответствующих перьях. Далее происходит зачистка остаточных дефектов полнопрофильными зубьями 10, расположенными на калибрующей части 2.
режущей части 4. В процессе нарезания резьбы в детали 13 происходит поочередное срезание припуска правой и левой боковыми кромками, обладающими положительным нормальным передним углом γн, расположенными на соответствующих перьях. Далее происходит зачистка остаточных дефектов полнопрофильными зубьями 10, расположенными на калибрующей части 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| Метчик | 1990 |
|
SU1804379A3 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Метчик | 1989 |
|
SU1763113A1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| МЕТЧИК | 2010 |
|
RU2451581C2 |
| Метчик | 1980 |
|
SU975269A1 |
| Метчик | 1982 |
|
SU1148734A1 |
| Метчик | 1985 |
|
SU1255323A1 |
Метчик включает режущую, калибрующую и хвостовую части. На рабочей части выполнены перья, разделенные встречно направленными винтовыми стружечными канавками левого и правого направления. При этом для получения профиля правой резьбы на режущей части выполнено поочередное срезание половин профиля резьбы так, что на перьях с винтовыми стружечными канавками левого направления срезаны половины зубьев, обращенных к рабочему торцу метчика, а на перьях с винтовыми стружечными канавками правого направления срезаны части зубьев, обращенных к хвостовой части. Достигается повышение качества нарезания резьбы путем обеспечения положительных нормальных передних углов на боковых режущих кромках. 3 ил.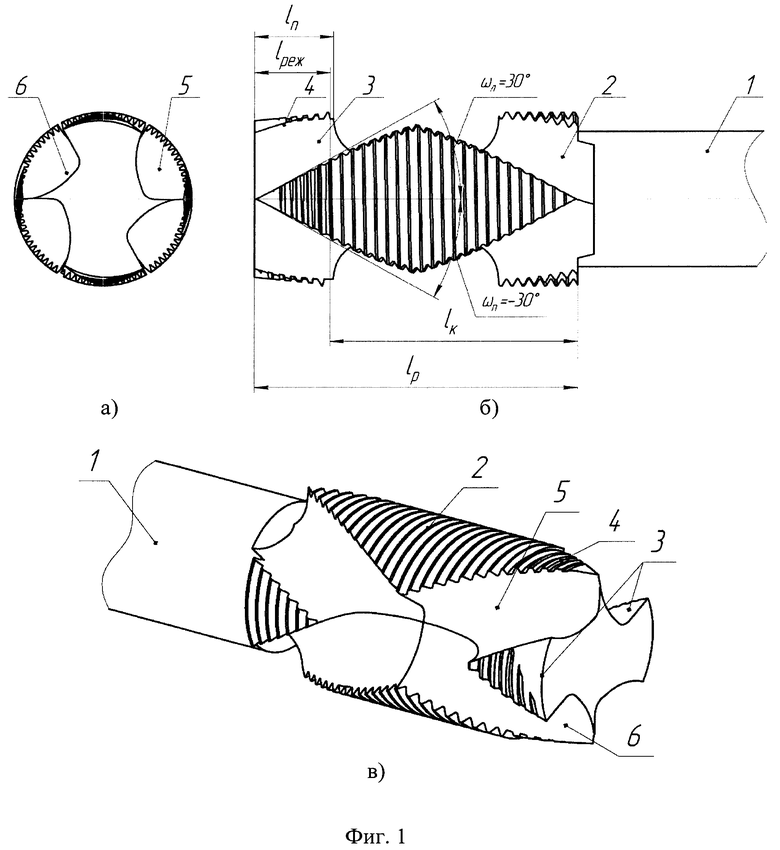
Метчик для обработки волоконно-армированных композитов, содержащий рабочую часть, включающую режущую, калибрующую и хвостовую части, отличающийся тем, что на рабочей части выполнены перья, разделенные встречно направленными винтовыми стружечными канавками правого и левого направления, при этом для получения профиля правой резьбы на режущей части выполнено поочередное срезание половин профиля резьбы так, что на перьях с винтовыми стружечными канавками левого направления срезаны половины зубьев, обращенных к рабочему торцу метчика, а на перьях с винтовыми стружечными канавками правого направления срезаны части зубьев, обращенных к хвостовой части.
| Увлажнитель воздуха | 1928 |
|
SU10625A1 |
| Метчик | 1982 |
|
SU1148734A1 |
| Молотильное устройство | 1986 |
|
SU1395198A1 |
| US 8087856 B2, 03.01.2012 | |||
| САХАРОВ Г.Н | |||
| и др | |||
| "Металлорежущие инструменты", М., "Машиностроение", 1989, с.172, рис | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

