Предлагаемое изобретение относится к области металлообработки, а именно к инструментальному производству.
Известен способ изготовления метчика, при котором осуществляют раздельное затылование боковых сторон зубьев заборной и калибрующей частей. Затылование осуществляют на резьбошлифовальных станках, оснащенных специальным приспособлением и двумя кулачками для раздельного затылования заборной и калибрующей частей (см. например, Матвеев В.В. Нарезание точных резьб. М. Машиностроение, 1968).
Недостатком известного способа является невозможность изготовления метчиков с разной величиной затылования по высоте боковых сторон профиля зубьев заборной части. Между тем метчики, у которых верхние части боковых сторон зубьев заборной части выполнены с величиной затылования большей, чем у нижних частей, обеспечивают резкое увеличение стойкости инструмента за счет уменьшения трения рабочих поверхностей об обрабатываемый материал.
Известен способ изготовления метчика, являющийся прототипом предлагаемого решения, при котором кроме основного затылования верхних частей боковых сторон зубьев метчика производят затылование верхних частей боковых сторон зубьев заборной части многониточным шлифовальным кругом, заправленным на конус с углом образующей, равным уклону заборной части метчика. Ширину периферийных рабочих участков круга выбирают в зависимости от шага резьбы (см. например АС N 1537430).
Известный способ имеет существенные недостатки:
трудность в выдерживании ширины периферийных участков круга при его заправке на конус;
изменение ширины указанных участков при износе круга, в связи с чем возникает необходимость повторной накатки резьбы на круг и заправки ее на конус. Принципиальная невозможность выдерживания постоянной высоты затылования h на всех зубьях нитки метчика. Если на первом зубе нитки метчика была задана высота затылования, например, равная h=а, то на втором зубе она будет составлять h=2a на третьем h=3a и т.д. При числе перьев метчика Z на последнем зубе нитки метчика величина высоты затылования составит h=Z•a. То есть при известном способе высота затылования на зубьях нитки метчика может быть только переменной.
Обеспечить повышение производительности и качества изготовления метчика стало возможным, используя способ, при котором осуществляют затылование верхних частей боковых сторон зубьев заборного конуса метчика шлифовальным кругом, при этом их затылование производят раздельно однониточным кругом, заправленным на угол профиля резьбы, который перемещают вдоль заборного конуса при затыловании левой стороны профиля резьбы с величиной осевой подачи S1 меньше, а правой стороны профиля с величиной подачи S2 больше шага резьбы, а величины подач определяют из зависимостей: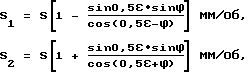
где S шаг резьбы, мм;
ε угол профиля резьбы, град.
v угол заборного конуса метчика, град.
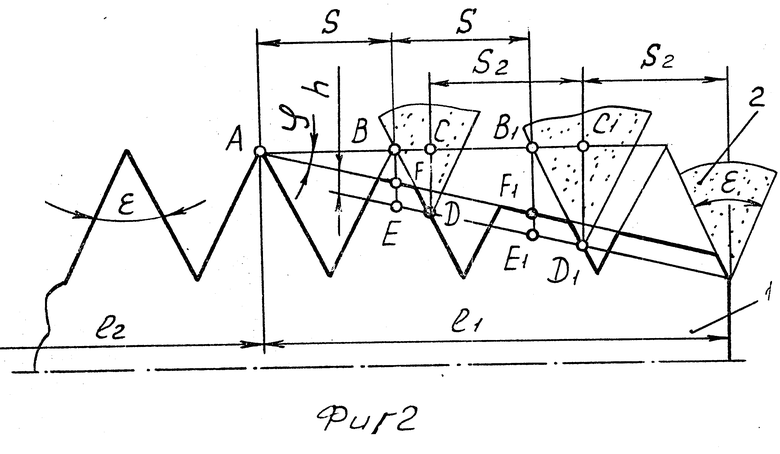
На фиг. 1 изображена схема затылования левых сторон профиля зубьев заборного конуса метчика, на фиг 2 схема затылования правых сторон этих же зубьев.
Участок l1 представляет собой заборную, а участок l2 - калибрующую части метчика 1. Заборный конус метчика выполнен с углом v Зубья метчика имеют угол профиля e На этот же угол заправлен шлифовальный круг 2.
С целью повышения стойкости метчика, на боковых сторонах зубьев заборного конуса между наружным и средним диаметрами на высоте h выполнено затылование с величиной, большей, чем затылование этих зубьев по среднему диаметру метчика.
Вначале метчик, как в известном способе, затылуют по боковым сторонам режущих зубьев заборной части и боковым сторонам калибрующих зубьев. Затылование осуществляют как у обычных метчиков на резьбошлифовальном станке однониточным кругом с помощью специального кулачка. Угол профиля круга принимают равным углу профиля нарезаемой резьбы. Величину подачи принимают равной величине шага затылуемой резьбы. Затем метчик затылуют по наружному диаметру зубьев заборной части для образования задних углов как у обычных метчиков. После этого затылуют верхние части боковых сторон зубьев заборной части на высоте h.
По предлагаемому способу это затылование осуществляют однониточным кругом, с углом профиля, равным углу профиля резьбы, раздельно правой и левой боковых сторон зубьев. Для этого шлифовальный круг устанавливают в начале заборного конуса на требуемой высоте h затылования зуба и перемещают его вдоль заборного конуса. При затыловании левой стороны профиля зубьев величину осевой подачи S1, принимают меньше, а при шлифовании правой стороны профиля величину подачи S2 принимают больше шага резьбы.
Величины подач определяют из зависимостей: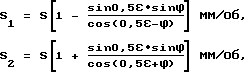
где S шаг резьбы, мм;
ε угол профиля резьбы, град.
v угол заборного конуса, град.
В отличие от известного способа изготовления метчика предлагаемый способ обеспечивает:
повышение качества изготовления метчика за счет возможности выдерживать заданную высоту затылования на всех зубьях нитки метчика;
повышение производительности труда за счет снижения трудоемкости процесса правки круга и наладки операции затылования;
автоматизацию получения требуемых размеров зубьев метчика.
Предлагаемый способ легко реализуется на резьбошлифовальном станке стандартным шлифовальным кругом. Для реализации способа необходимо лишь правильно определить величины подачи S1 и S2 в зависимости от шага резьбы, углов профиля резьбы и заборного конуса метчика по приведенным выше зависимостям.
Ниже приведено обоснование выбора указанных подач.
Обоснование выбора подачи S1.
Величина подачи S1 при затыловании левых сторон зубьев определяется из схемы затылования, приведенной на фиг. 1.
Для обеспечения затылования на постоянной высоте h, одинаковой для всех зубьев заборной части метчика без искажения профиля зубьев метчика вершина круга должна переместиться из точки D в точку D1. Необходимое перемещение круга в направлении, перпендикулярном оси метчика, обеспечивается копирной линейкой, устанавливаемой на стенке под углом, равным углу заборного конуса v.
Осевое перемещение круга вдоль оси метчика из точки C в точку C1 обеспечивается путем установки на резьбошлифовальном станке подачи на оборот метчика, равной CC1 S1. Она находится из геометрических построений.
В соответствии со схемой на фиг. 1 S1 CC1 BB1 - B1C1 + BC.
Из фиг. 1 отрезок BB1 равен шагу резьбы т.е. BB1 S.
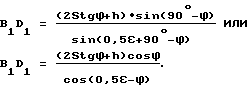
Найдем отрезок B1 C1. Из прямоугольного треугольника B1C1D1, в котором угол при вершине D1 равен половине угла профиля резьбы, имеем B1C1 B1D1 sin 0,5 e.
В косоугольном треугольнике B1D1E1 угол при вершине B1 также равен половине угла профиля резьбы 0,5 e, а угол при вершине E1 равен (90 v), катет B1E1 B1F1 + E1F1 где E1F1 h, где h - высота зубьев заборного конуса, на которой осуществляется затылование. Из прямоугольного треугольника AB1F1 B1F1 AB1 • tg v или с учетом того, что AB1 2 S
B1F1 = 2StgΦ.
Тогда B1F1 = 2StgΦ + h.
В косоугольном треугольнике B1D1E1
Тогда
Аналогично находит отрезок BC. Из прямоугольного треугольника BCD: BC BD Sin 0,5 ε. Из косоугольного треугольника BDE: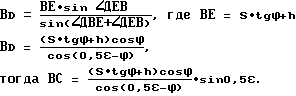
С учетом проведенных вычислений получаем выражение для S1: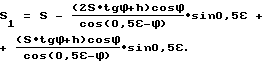
После преобразований получаем выражение для подачи S1: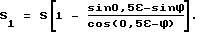
Обоснование выброса подачи S2.
Величина подачи S2 при затыловании правых боковых сторон зубьев заборной части метчика определяется из схемы затылования, приведенной на фиг. 2 по аналогии с приведенными выше вычислениями.
В соответствии со схемой подачи S2 CC1 BB1 + B1C1 BC. Отрезок BB1 равен шагу резьбы BB1 S. Требуется найти отрезки B1C1 и BC.
Найдем отрезок B1C1. Из прямоугольного треугольника B1C1D1, в котором угол при вершине D1 равен половине угла профиля резьбы 0,5ε, имеем
B1C1 = B1D1•sin 0,5ε.
Найдем величину B1D1 из косоугольного треугольника B1D1E1. В нем катет
B1E1 B1F1 + E1E1,
E1F1 h,
B1F1 = 2S•tgΦ
Тогда B1E1 = 2S•tgΦ + h
Выразим искомую величину B1D1 через найденный катет B1E1.
Из косоугольного треугольника B1D1E1:
Поскольку углы
имеем
Тогда отрезок B1C1 будет равен:
Найдем отрезок BC.
Он находится по аналогии с отрезком B1C1. Из прямоугольного треугольника BCD: ВС = ВD•sin 0,5ε.
Найдем величину BD из косоугольного треугольника BDE:
Находим величину подачи S2.
S2 BB1 + B1C1 BC
Подставляя выражения слагаемых отрезков, после преобразований, получаем требуемое выражение подачи:
За счет осуществления указанных приемов и использования подачи S1 и S2 обеспечивается автоматизация процесса затылования зубьев на заборной части метчика с высокой точностью, стабильностью и производительностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| Способ изготовления метчика | 1986 |
|
SU1373510A1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Метчик | 1987 |
|
SU1468696A1 |
| Метчик | 1990 |
|
SU1804379A3 |
| Метчик для нарезания точных резьб | 1976 |
|
SU1007869A1 |
| Способ изготовления метчиков для нарезания точных резьб | 1979 |
|
SU872081A2 |
| СПОСОБ ШЛИФОВАНИЯ ОГРАНКИ ПО НАРУЖНОЙ ПОВЕРХНОСТИ МЕТЧИКОВ-РАСКАТНИКОВ | 1971 |
|
SU289892A1 |
Использование: с инструментальном производстве при затыловании верхних частей боковых сторон зубьев заборного конуса метчика. Сущность: затылование боковых сторон зубьев заборного конуса производят раздельно однониточным шлифовальным кругом, заправленным на угол профиля резьбы. Круг перемещают вдоль заборного конуса с осевой подачей. При этом при затыловании левой стороны профиля резьбы величину осевой подачи выбирают меньше шага резьбы, а при затыловании правой стороны больше шага резьбы. Приведены формулы для определения указанных подач в зависимости от шага резьбы, угла ее профиля и угла заборного конуса метчика. 2 ил.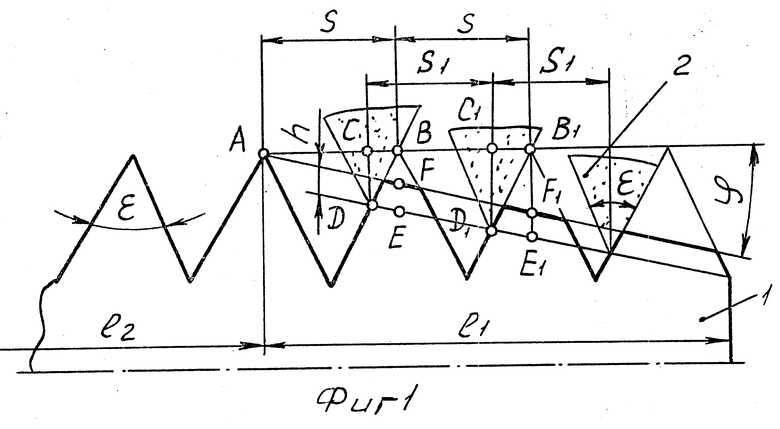
Способ изготовления метчика, при котором осуществляют затылование верхних частей боковых сторон зубьев заборного конуса метчика шлифовальным кругом, отличающийся тем, что их затылование производят раздельно однониточным кругом, заправленным на угол профиля резьбы, который перемещают вдоль заборного конуса при затыловании левой стороны профиля зубьев с величиной осевой подачи S1 меньше, а правой стороны профиля с величиной подачи S2 больше шага резьбы, а величины подач определяют из зависимостей

где S шаг резьбы, мм;
ε - угол профиля резьбы, град;
Φ - угол заборного конуса метчика, град.
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

