1
Изобретение относится к области машиностроения и служит для герметичного соединения резьбовых деталей.
Целью изобретения является повышение надежности герметизации резьбового соединения.
Цель достигается за счет распределения самотвердеющего вещества в резьбовом зазоре и уплотнения его как в резьбовом зазоре, так и в замкнутой кольцевой полости между торцами резьбовых деталей.
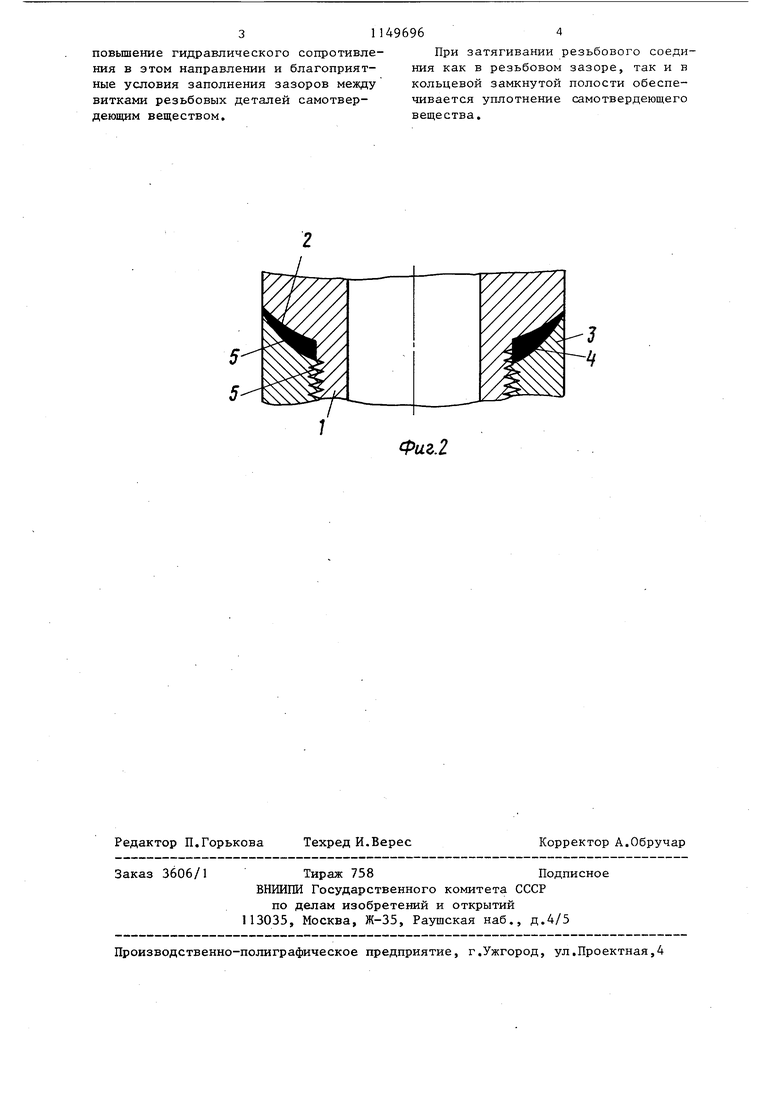
На фиг.1 изображено герметичное резьбовое соединение с кольцевой полостью; на фиг.2 - вариант выполнения кольцевой полости.
Герметичное резьбовое соединение содержит охватываемую резьбовую деталь 1 с наружной резьбовой поверхностью и торцевой поверхностью 2 и охватываюш;ую резьбовую деталь 3 с внутренней резьбовой поверхностью и торцевой поверхностью 4, причем торцевые поверхности деталей выполнены в виде однонаправленных конических поверхностей и с резьбовой поверхностью охватываемой детали образуют кольцевую замкнутую полость, в которой расположено герметизирующее самотвердеющее вещество 5, например жидкий клей, при этом коническая поверхность охватываемой резьбовой детали выполнена с углом конусности с 50-150°, а коническая поверхность охватывающей резьбовой детали выполнена с углом конусности 30-130°. Самотвердеющее вещество 5 расположено также и в резьбовом зазоре между деталями 1 и 3.
Торцевая коническая поверхность охватываемой резьбовой детали может иметь выпуклость, а торцевая коническая поверхность охватывающей резьбовой детали - вогнутость (см.фиг,2), что позволяет не увеличивая толщины стенки охватывающей резьбовой детали, располагать в процессе завинчивания в открытой кольцевой полости, образованной торцевой конической поверхностью охватывающей детали и резьбовой поверхностью охватываемой детали, большее количество самотвердеющего вещества, необходимого для , герметизации резьбовых соединений значительной длины.
Выполнение торцевых поверхностей охватываемой и охватывающей детали
149696
с углом конуса менее соответственно 50 и 30° приводит к увеличению высоты кольцевой полости, что влечет за собой увеличение габарита резьбового соединения, уменьщение толщины стенки охватывающей детали и ухудшение непосредственного осуществления герметизации резьбового соединения.
Выполнение торцевых поверхностей охватываемой и охватывающей деталей с углом конуса более соответственно 150 и 130° приводит к уменьшению высоты кольцевой полости, что влечет за собой незначительное расположение самотвердеющего вещества в полости, а следовательно, недостаточное уплотнение самотвердеющего вещества в резьбовом зазоре и в полости, ухудшение герметичности резьбового соединения и увеличение диаметрального размера соединения с одновременным увеличением толщины стенки охватывающей детали.
Резьбовое соединение осуществляется следующим образом.
По типовым технологическим процессам для герметизации (склеивания) готовят резьбовые участки соединяемых деталей к сборке (обезжиривают, удаляют слой окисла). Соединяют резьбовые детали 1 и 3 на 1-2 витка резьбы. При этом создают открытую кольцевую емкость, образуя ее резьбовой поверхностью охватываемой детали 1 и торцевой конической поверхностью 4 охватываемой детали 3,
Открытую кольцевую емкость заполняют самотвердеющим веществом 5 (герметик, клей) и производят завинчивание. При завинчивании, т.е. при вращении одной из резьбовых деталей относительно другой, происходит перемещение самотвердеющего вещества относительно резьбовой поверхности охватываемой детали и равномерное распределение его по виткам резьбы в резьбовом зазоре.
В процессе завинчивания создают дополнительное давление на самотвердеющее вещество, направленное к виткам резьбы, при погружении торцевой конической поверхности 2 охватываемо резьбовой детали 1 в самотвердеющее вещество. -Разность углов наклона соответствующих торцевых конических поверхностей при « обеспечивает сужение зазора между этими поверхностями в направлении от витков резьбы. повышение гидравлического сопротивления в этом направлении и благоприятные условия заполнения зазоров между витками резьбовых деталей самотвердеющим веществом. 1149 6964 При затягивании резьбового соединия как в резьбовом зазоре, так и в кольцевой замкнутой полости обеспечивается уплотнение самотвердеющего вещества.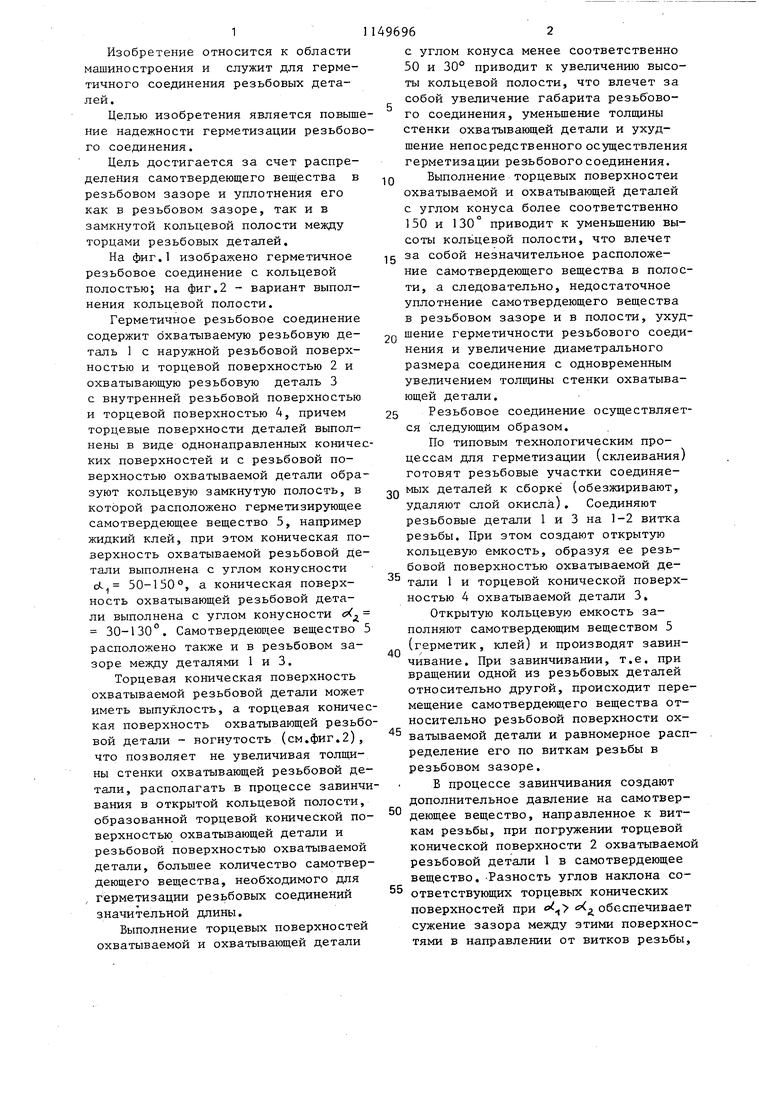
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2310058C2 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2297512C2 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ ОТСЕКОВ КОРПУСА ЛЕТАТЕЛЬНОГО АППАРАТА | 2014 |
|
RU2564598C1 |
| Резьбовое соединение | 1979 |
|
SU804891A1 |
| Герметичное резьбовое соединение труб | 2021 |
|
RU2788557C1 |
| УЗЕЛ ГЕРМЕТИЧНОСТИ СОЕДИНЕНИЙ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ (ВАРИАНТЫ) | 2019 |
|
RU2702033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДОХРАНИТЕЛЬНЫХ ДЕТАЛЕЙ ДЛЯ ЗАЩИТЫ ВНУТРЕННЕЙ КОНИЧЕСКОЙ РЕЗЬБЫ | 1995 |
|
RU2135882C1 |
| Соединение охватывающей и охватываемой деталей | 1984 |
|
SU1229467A1 |
| Ниппельное соединение трубопроводов | 1988 |
|
SU1554507A1 |
ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ, содержащее охватываемую и охватывающую резьбовые детали и герметизирующий элемент, расположенный в замкнутой кольцевой полости между торцевыми поверхностями резьбовых деталей, отличающееся тем, что, С целью повьшения надежности герметизации соединения, торцевые поверхности резьбовых деталей выполнены однонаправленными коническими, при этом угол конусности торцевой поверхности, охватываемой резьбовой детали, равен 50-150 , угол конусности торцевой поверхности, охватывающей резьбовой детали, равен 30-130 , а в качестве герметизирующего элемента использовано самотвердеющее вещество. О) г- 5 J ;о О5 (Г) 05
| Основы конструирования | |||
| П.И.Орлов, кн.З, М.: Машиностроение, 1977, с | |||
| Заслонка для русской печи | 1919 |
|
SU145A1 |
