Изобретение относится к области строительства нефтяных и газовых скважин и может быть использовано в обсадных, насосно-компрессорных и других трубах технологического назначения с высокогерметичными резьбовыми соединениями.
Известно герметичное резьбовое соединение нефтепромысловых труб, включающее охватываемую и охватывающую трубы с коническими резьбами и коническими опорными поверхностями, первые контактирующие между собой из которых выполнены соответственно на внешней поверхности торцевого участка охватываемой трубы в виде конической поверхности с конусностью в сторону оси этой трубы и на внутренней поверхности охватывающей трубы на участке между конической резьбой и телом трубы, а вторые контактирующие поверхности выполнены соответственно на охватываемой трубе в виде конической торцевой поверхности с углом конусности в направлении конической резьбы на этой трубе и ответной торцевой конической поверхности на охватывающей трубе, выполненной на участке перехода первой конической поверхности этой трубы к ее телу, (FR патент №2798716, F16L 15/00, опубл. 23.03.2001).
Данное техническое решение принято в качестве прототипа для заявленного изобретения.
Однако указанное резьбовое соединение имеет недостаток, заключающийся в недостаточной герметичности из-за выполнения его конструкции с малым углом конусности опорных конических поверхностей, что не позволяет получить заданную величину натяга при малых осевых перемещениях ниппеля, что увеличивает период от первого контакта уплотнительных поверхностей до обеспечения заданного натяга.
Настоящее изобретение направлено на решение технической задачи по ужесточению требований (допусков) к овальности, конусности, клину с конусностью в 15° для формирования условий получения оптимального натяга по элементам радиального уплотнения и оптимальной величины напряжений в уплотнительных и упорных элементах.
Достигаемый технический результат заключается в повышении надежности и герметичности соединения, увеличении прочности соединения при его сборке-разборке и эксплуатации.
Указанный технический результат достигается тем, что в герметичном резьбовом соединении нефтепромысловых труб, включающем охватываемую и охватывающую трубы с коническими резьбами и коническими опорными поверхностями, первые контактирующие между собой из которых выполнены соответственно на внешней поверхности торцевого участка охватываемой трубы в виде конической поверхности с конусностью в сторону оси этой трубы и на внутренней поверхности охватывающей трубы на участке между конической резьбой и телом трубы, а вторые контактирующие поверхности выполнены соответственно на охватываемой трубе в виде конической торцевой поверхности с углом конусности в направлении конической резьбы на этой трубе и ответной торцевой конической поверхности на охватывающей трубе, выполненной на участке перехода первой конической поверхности этой трубы к ее телу, конические резьбы выполнены с конусностью 1:16, конические опорные поверхности на внешней поверхности торцевого участка охватываемой трубы и на внутренней поверхности охватывающей трубы выполнены с конусностью 1:10 в сторону оси этой трубы, конические торцевые поверхности выполнены с углом конусности 15° в направлении конической резьбы на соответствующей трубе, при этом на охватывающей трубе на участке перехода конической резьбы к телу трубы выполнена окружная канавка для выдавливания масла, а коническая резьба типа Баттресс с углом профиля 13° выполнена с витками в сечении, имеющими вид неравномерной трапеции с опорной гранью витка, расположенной под увеличенным углом к направлению действия нагрузки.
Указанные признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером, который, однако, не является единственно возможным, но наглядно демонстрирует возможность получения требуемого технического результата.
На чертеже (a,в,с) - герметичное резьбовое соединение нефтепромысловых труб.
Согласно настоящему изобретению герметичное резьбовое соединение труб включает охватываемую и охватывающую трубчатые детали с коническими резьбами с конусностью 1:16 и коническими опорными поверхностями. Первые контактирующие между собой конические опорные поверхности выполнены соответственно на внешней поверхности торцевого участка охватываемой трубы в виде конической поверхности с конусностью 1:10 в сторону оси этой трубы и на внутренней поверхности охватывающей трубы на участке между конической резьбой и телом трубы. Вторые контактирующие поверхности выполнены соответственно на охватываемой трубе в виде конической торцевой поверхности с углом конусности 15° в направлении конической резьбы на этой трубе и ответной торцевой конической поверхности на охватывающей трубе, выполненной на участке перехода первой конической поверхности этой трубы к ее телу.
На охватывающей трубе на участке перехода конической резьбы к телу трубы выполнена окружная канавка для выдавливания масла и выхода инструмента, а коническая резьба типа Баттресс с углом профиля 13° выполнена с витками в сечении, имеющими вид неравномерной трапеции с опорной гранью витка, расположенной под увеличенным углом к направлению действия нагрузки.
Ниже приводятся описания конкретных исполнений указанных примеров.
Герметичное соединение труб содержит охватываемую деталь (ниппель или ниппельный конец) 1 и охватывающую деталь (раструб или раструбный элемент) 2, которые зацепляются друг с другом по конической резьбе 3. Соединение также содержит упорные торцы 4 и 5 соответственно охватываемой и охватывающей деталей, которые выполнены в виде конических поверхностей, и включает в себя наружную 6 и внутреннюю 7 уплотнительные поверхности. Торцы 4 и 5, а также уплотнительные поверхности 6 и 7 взаимодействуют друг с другом с определенным натягом и являются элементами основного уплотнения, обеспечивающего герметичность соединения.
Диаметральные размеры поверхности 6 несколько больше диаметральных размеров поверхности 7, так что после свинчивания соединения за счет их деформации в упругой области образуются диаметральный натяг и уплотнение "металл-металл". Для обеспечения высокой надежности герметичности соединения уплотнительные поверхности 6 и 7 выполняются с высокой точностью и чистотой обработки их поверхностей.
При нарезании резьбы при отводе резьбообразующего инструмента на участке сбега резьбы, на кромках ее вершин, по ее внутреннему диаметру на охватывающей детали образуются заусенцы, выступающие в сторону оси соединения, и которые, являясь препятствием, нарушают зацепление и влияют на режим уплотнения. Для исключения их влияния на охватывающей детали в соединении со стороны внутренней уплотнительной поверхности 6 выполнено углубление в виде окружной канавки 8 диаметром, превышающим диаметр резьбы 3 на этой детали. Таким образом, при свинчивании ниппеля и раструба участки схода резьбы всегда располагаются в зоне канавок, что исключает влияние поверхности резьбы на участке схода на точность взаимодействия поверхностей ниппеля и раструба.
В соединении применена резьба, по конструкции аналогичная "Баттресс" (htpp://www.tagmet.ru/new/product/25.htm), которая, в свою очередь, является ограниченно герметичной вследствие наличия конструктивного спирального зазора по закладным сторонам профиля (в свинченном состоянии), обеспечивающего возможность свинчивания соединения. Основная функция резьбы - воспринимать растягивающую нагрузку, возникающую от собственного веса колонны при обсаживании скважин. Профиль резьбы типа Баттресс имеет вид неравнобедренной трапеции с опорной гранью витка, расположенной под значительным углом к направлению действия нагрузки. Угол профиля 13°, угол опорной грани витка (на растяжение) 3°, угол упорной грани витка (на сжатие) 10°, шаг резьбы 5,08 мм.
Уплотнение типа металл-металл расположено перед резьбой ниппеля, со стороны, меньшей образующей конуса резьбы. Конструктивно это выполнено на ниппеле в форме клина с тупым углом между образующими, который упирается в ответную клиновую проточку на муфте и за счет возникновения упругих деформаций на трубе и муфте обеспечивает герметичность соединения.
За счет применения уплотнения резьбовое соединение приобретает свойства нефтегазогерметичного, способного работать при действии комбинированных нагрузок в агрессивных средах, в том числе возникающих при строительстве наклонных скважин с интенсивностью искривления ствола до 10° на 10 м и избыточном давлении свыше 250 атм.
Конусность по радиальной образующей герметизирующего клина 1:10, более крутая, чем в известных соединениях, где конусность составляет 1:16.
Применение большей конусности по радиальной образующей позволяет получить заданную величину натяга при сравнительно малом осевом перемещении ниппеля, что снижает период от первого контакта уплотнительных поверхностей до обеспечения заданного натяга. Это гарантирует большую износостойкость уплотнения при многократном свинчивании-развинчивании.
Угол конусности 15° по торцевой образующей клина обеспечивает дополнительное "поджатие" радиального уплотнения, что позволяет снизить радиальный натяг, что в свою очередь снижает вероятность повреждения уплотнительных поверхностей и возникновения на них задиров. При увеличении указанного угла начинают возникать значительные деформации внутреннего диаметра муфты при сжатии или перекручивании соединения. При уменьшении угла теряется эффект клина, т.к. клиновая проточка муфты становится более жесткой в осевом направлении.
Увеличенная длина уплотнительного элемента в сравнении с аналогичными соединениями с конусностью 1:10 позволяет минимизировать влияние радиальных деформаций резьбы на уплотнение и сделать его более упругим в осевом направлении.
Более жесткие требования (допуска) к овальности, конусности, клину 15° и обеспечению оптимального натяга по элементам радиального уплотнения, чем у аналогичных известных соединений, значительно повышают эффективность соединения при эксплуатации в сложных условиях. За счет этих особенностей в предложенной конструкции достигается оптимальная величина напряжений в уплотнительных и упорных элементах, что позволяет эффективно использовать герметичное соединение в сероводородсодержащих средах без потери герметичности.
Герметичное соединение нефтепромысловых труб работает следующим образом.
При выполнении операций свинчивания или развинчивания соединения первоначально осуществляется взаимодействие охватываемой 1 и охватывающей 2 деталей с помощью резьбы 3. В процессе свинчивания происходит продвижение наружной уплотнительной поверхности 6 вдоль участка канавки 8, затем уплотнительная поверхность 7 взаимодействует с уплотнительной поверхностью 6. За счет диаметральных деформаций этих поверхностей создается уплотнительный узел "металл-металл".
При относительном перемещении деталей 1 и 2 осуществляется силовое контактирование торца 4 охватываемой детали и торца 5 охватывающей детали, в результате чего на их поверхностях возникают контактные напряжения, величина которых должна находится в области упругих деформаций. Уровень контактных напряжений, при всех равных условиях, определяется величиной контактирующих площадей торцов 4 и 5.
Повышение эксплуатационной надежности соединения обеспечивается за счет увеличения контактирующих площадей торцов, что позволяет увеличить крутящий момент свинчивания при сохранении контактных напряжений на необходимом уровне в пределах упругой деформации. Окончание процесса свинчивания охватываемой 1 и охватывающей 2 деталей сопровождается взаимодействием их упорных торцов 4 и 5. Конические поверхности упорных торцов выполнены таким образом, что при действии на них осевого усилия, возникающего при свинчивании резьб, поперечная составляющая этого усилия направлена к оси соединения. Это исключает так называемое явление "разворачивания", т.е. поперечную деформацию с увеличением диаметра в области упорных торцов, что делает соединение менее критичным к превышению крутящего момента свинчивания и увеличивает его эксплуатационную надежность.
Резьба 3 в герметичном соединении труб выполнена конической и имеет профиль в виде трапеции (трапецеидальная резьба). Кроме того, высокогерметичное соединение может быть свинчено с использованием полимеризирующейся, отверждающейся после сборки соединения резьбовой смазки.
Преимуществом заявляемого резьбового соединения по сравнению с известным является повышение надежности герметичности, увеличение прочности соединения при его сборке-разборке и эксплуатации, а также повышение степени его контролепригодности, что позволит использовать данное соединение труб как для жидких, так и для газообразных сред.
Настоящее изобретение промышленно применимо, так как, используя известные технологии, применяемые для изготовления резьбовых концов труб, может быть осуществлено на новом принципиально отличном от известных конструкций принципе взаимодействия контактирующих поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2310058C2 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2007 |
|
RU2338866C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ | 2016 |
|
RU2639343C1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2009 |
|
RU2398153C1 |
| Герметичное резьбовое соединение труб | 2021 |
|
RU2788557C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ (ВАРИАНТЫ) | 2012 |
|
RU2500875C1 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| Резьбовое соединение нефтепромысловых труб с высоким сопротивлением сжатию и комбинированным нагрузкам (варианты) | 2017 |
|
RU2678785C1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ | 2013 |
|
RU2543398C1 |
Изобретение относится к области строительства нефтяных и газовых скважин. Герметичное резьбовое соединение нефтепромысловых труб включает охватываемую и охватывающую трубы с коническими резьбами и коническими опорными поверхностями, первые контактирующие между собой из которых выполнены соответственно на внешней поверхности торцевого участка охватываемой трубы в виде конической поверхности с конусностью в сторону оси этой трубы и на внутренней поверхности охватывающей трубы на участке между конической резьбой и телом трубы, а вторые контактирующие поверхности выполнены соответственно на охватываемой трубе в виде конической торцевой поверхности с углом конусности в направлении конической резьбы на этой трубе и ответной торцевой конической поверхности на охватывающей трубе, выполненной на участке перехода первой конической поверхности этой трубы к ее телу. Конические резьбы выполнены с конусностью 1:16, конические опорные поверхности на внешней поверхности торцевого участка охватываемой трубы и на внутренней поверхности охватывающей трубы выполнены с конусностью 1:10 в сторону оси этой трубы, конические торцевые поверхности выполнены с углом конусности 15° в направлении конической резьбы на соответствующей трубе. На охватывающей трубе на участке перехода конической резьбы к телу трубы выполнена окружная канавка для выдавливания масла, а коническая резьба типа Баттресс с углом профиля 13° выполнена с витками в сечении, имеющими вид неравномерной трапеции с опорной гранью витка, расположенной под увеличенным углом к направлению действия нагрузки. 1 ил.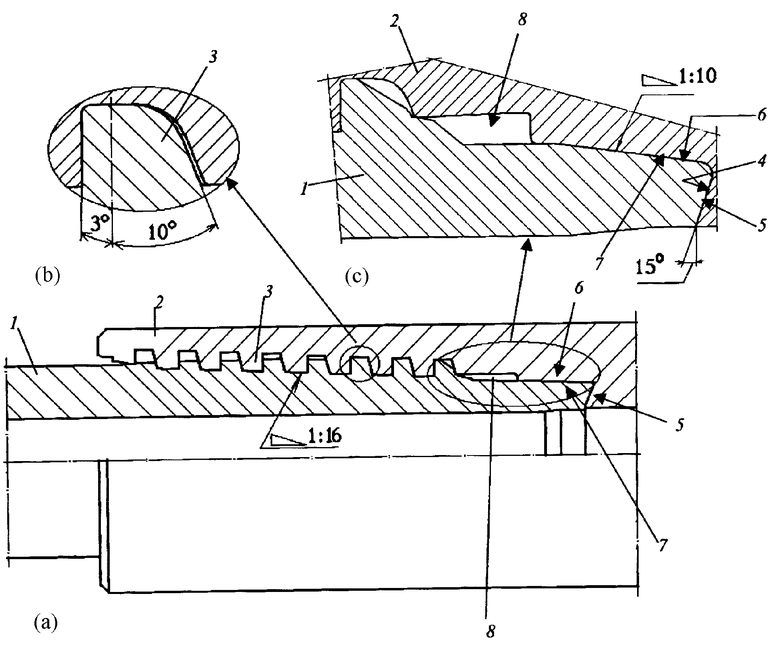
Герметичное резьбовое соединение нефтепромысловых труб, включающее охватываемую и охватывающую трубы с коническими резьбами и коническими опорными поверхностями, первые контактирующие между собой из которых выполнены соответственно на внешней поверхности торцевого участка охватываемой трубы в виде конической поверхности с конусностью в сторону оси этой трубы и на внутренней поверхности охватывающей трубы на участке между конической резьбой и телом трубы, а вторые контактирующие поверхности выполнены соответственно на охватываемой трубе в виде конической торцевой поверхности с углом конусности в направлении конической резьбы на этой трубе и ответной торцевой конической поверхности на охватывающей трубе, выполненной на участке перехода первой конической поверхности этой трубы к ее телу, отличающееся тем, что конические резьбы выполнены с конусностью 1:16, конические опорные поверхности на внешней поверхности торцевого участка охватываемой трубы и на внутренней поверхности охватывающей трубы выполнены с конусностью 1:10 в сторону оси этой трубы, конические торцевые поверхности выполнены с углом конусности 15° в направлении конической резьбы на соответствующей трубе, при этом на охватывающей трубе на участке перехода конической резьбы к телу трубы выполнена окружная канавка для выдавливания масла, а коническая резьба типа Баттресс с углом профиля 13° выполнена с витками в сечении, имеющими вид неравномерной трапеции с опорной гранью витка, расположенной под увеличенным углом к направлению действия нагрузки.
| Устройство для фиксации длинных трубчатых костей | 2023 |
|
RU2798716C1 |
| Резьбовое соединение для обсадных труб | 1973 |
|
SU568380A3 |
| RU 2058505 С1, 20.04.1996 | |||
| СОЕДИНЕНИЕ С МНОЖЕСТВОМ УПЛОТНЕНИЙ ДЛЯ ВЕРТИКАЛЬНЫХ ТРУБ ПОДВОДНОЙ ВОДООТДЕЛЯЮЩЕЙ КОЛОННЫ | 1994 |
|
RU2117133C1 |
| СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2002 |
|
RU2234022C1 |
| US 5829797 А, 01.11.1998 | |||
| САРОЯН А.Е | |||
| Трубы нефтяного сортамента | |||
| Справочник | |||
| - М.: Недра, 1987, c.218. | |||

