Известные одноручьевые секционные печи непрерывного скоростного нагрева заготовок и труб, обслуживающие станы высокой производительности, состоят из многих камер (секций) и имеют большую длину.
Выделение плош,адей для размещения такого рода печных установок в услов иях действующих цехов или при строительстве новых агрегатов вызывает большие трудности. Кроме того, обслуживание и наладка режима работы большого количества печных камер и горелочных устройств представляют определенную сложность.
Двухручьевые непрерывные скоростные печи с самостоятельной параллельной выдачей нагретых изделий из каждого ручья сокращают длину печной установки и число камер, но они неприменимы для установки непосредственно перед прокатными станами, так как в этом случае требуется строгое совпадение оси выдачи изделий с осью стана.
Предлагаемая секционная печь исключает указанные недостатки известных печей.
Особенностью предлагаемой конструкции печи является одновременное двджение нагреваемого материала в печи по трем параллельным ручьям с последовательным переходом каждой заготовки из одного ручья в другой, при этом направление ее движения меняется на обратное (реверсируется).
Передача заготовок из одного ручья в другой осуществляется при до/:тижении заготовками крайних положений в печи, с помощью переталкивающего устройства, состоящего из нескольких щтанг с шагающим механизмом, расположенных в промежутках между печными камерами рядом с транспортирующими роликами.
Предлагаемый способ перемещения заготовок и труб в печи уменьшает ее длину и обеспечивает выдачу нагретого металла по одному направлению, что позволяет ее устанавливать непосредственно в линии прокатки.
Л 115345- 2-
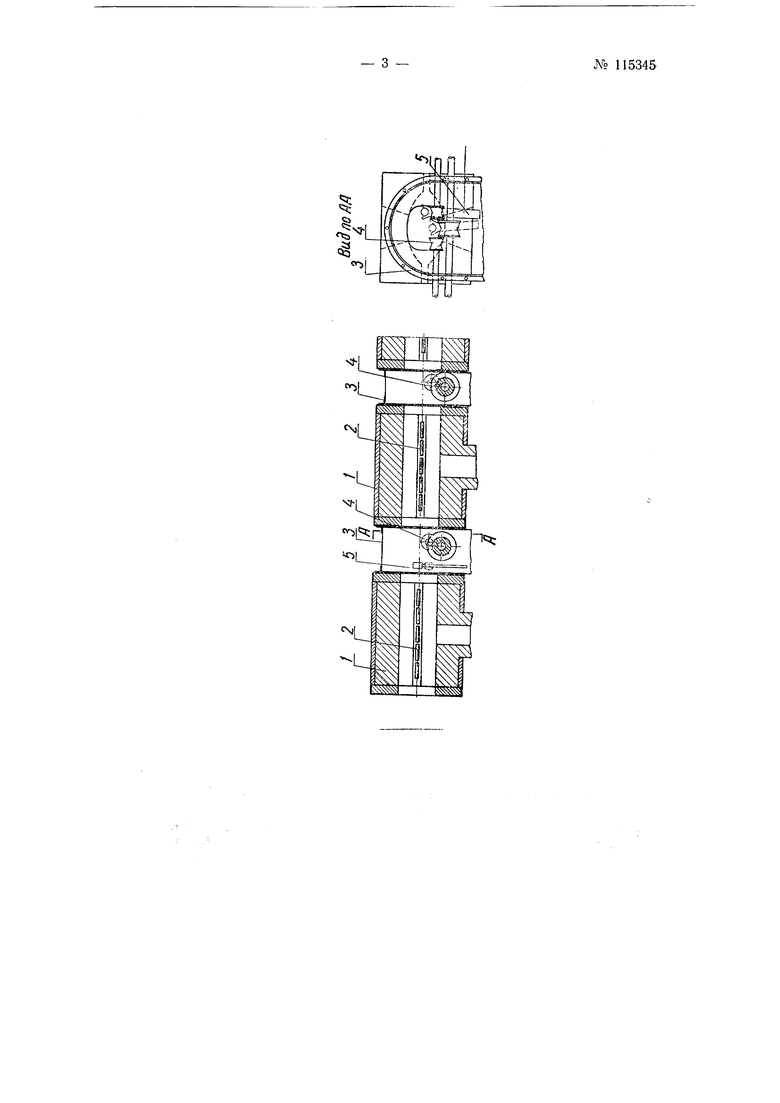
На чертеже показано устройство нагревательных камер секционной печи в продольном разрезе и транспортирующие ролики и шагающая штанга перебрасывающего устройства (разрез по АА).
Печь состоит из отдельных последовательно расположенных нагревательных камер (секций) 7, оборудованных горелками 2. Межкамерные промежутки (между каждой парой нагревательных камер 1) закрываются разъемными тамбурами и в них устанавливаются по три приводных водоохлаждаемых ролика 4 для транспортировки заготовок в печи. Верхние два ролика имеют оси с консольным креплением, что дает возможность производить переброску нагреваемых изделий из ручья в ручей.
Для более равномерного нагрева заготовок в процессе их движения через печь им придается, благодаря косому расположению роликов, вращательное движение.
Нагреваемый материал в печи движется по трем параллельным ручьям с последовательным переходом каждой заготовки из одного ручья в другой, причем направление ее движения в среднем ручье меняется на обратное (реверсируется).
Для передачи заготовок из одного ручья в другой по краям печи устанавливаются два одинаковых механизма шагающего тина. Каждый механизм имеет шагающие штанги 5, расположенные в промежутках между печными камерами рядом с тран.спортир ющими роликами- Когда заготовка, движущаяся по первому или второму ручью, приближается к своему крайнему положению, шагающие штанги приподнимают ее над роликами, перемещают з сторону и, опускаясь вниз, укладывают на ролики соседнего ручья.
Предлагаемая секционная печь может найти также применение для нагрева длинных (не менее 5-6 метров) квадратных или прямоугольных заготовок перед прокаткой на мелкосортных или среднесортных прокатных станах.
Предмет изобретения
1.Секционная печь непрерывного скоростного нагрева заготовок и труб, отличающаяся тем, что, с целью уменьшения длины печи с сохранением необходимого длинного пути заготовок или труб в ней, в печи устраиваются несколько ручьев, но которым последовательно перемещаются нагреваемые заготовки или трубы, причем перемещение их в следующем ручье происходит в противоположном направлении.
2.Секционная печь по п. 1, отличающаяся тем, что, с целью передачи заготовок или труб из одного ручья в другой, на концах печи устанавливается переталкивающее устройства, состоящее из нескольких нттанг с шагающим механизмом, расположенных в промежутках между печными камерами, рядом с транспортирующими роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ВЫДАЧИ ЗАГОТОВОК ИЗ НАГРЕВАТЕЛЬНОЙ ПЕЧИ С ШАГАЮЩИМ ПОДОМ ИЛИ ШАГАЮЩИМИ БАЛКАМИ ДВУХРУЧЬЕВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2057278C1 |
| ПЕЧЬ С РОЛИКОВЫМ ПОДОМ ДЛЯ НАГРЕВА И/ИЛИ ВЫРАВНИВАНИЯ ТЕМПЕРАТУРЫ ЗАГОТОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ ИЗ СТАЛИ ИЛИ СТАЛЬНЫХ СПЛАВОВ И СОДЕРЖАЩАЯ ТАКУЮ ПЕЧЬ СИСТЕМА ДЛЯ МНОГОРУЧЬЕВОЙ РАЗЛИВКИ | 2006 |
|
RU2387935C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| Печь для нагрева тонких заготовок металла | 1991 |
|
SU1803689A1 |
| Поточная линия нагрева полосовых заготовок под гибку | 1983 |
|
SU1135782A1 |
| ПЕЧЬ ДЛЯ НАГРЕВА ТОНКИХ ДЛИННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2605881C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Печь с шагающими балками дляНАгРЕВА длиННОМЕРНыХ зАгОТОВОК(EE ВАРиАНТы) | 1979 |
|
SU846956A1 |
| Поточная линия для упрочняющей обработки труб | 1981 |
|
SU992601A1 |
| ВАКУУМНАЯ ПРОХОДНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU383751A1 |