I
Изобретение относится к области черной и цветной металлургии и касается термической обработки и нагрева длинномерных изделий круглого сечения, например труб из легкоокисляющихся и тугоплавких металлов и сплавов.
Известна проходная вакуумная печь для термической обработки длинномерных изделий, включающая камеры загрузки, нагрева и выгрузки, в которой перемещение изделий осуществляется тележкой.
В такой печи изделия в процессе нагрева неподвижны, а нагрев происходит неравномерно вследствие неравномерного распределения температуры в камере нагрева по ее длине. При этом нагрев и охлаждение массивной тележки значительно увеличивают время соответствующих операций термической обработки, что снижает производительность печи. Затраты тепла на нагрев тележки повышают удельные затраты энергии на весь цикл термической обработки.
Цель изобретения - обеспечить равномерный нагрев изделий и повысить производительность печи.
Для этого предлагаемая печь снабжена накопительной камерой с раздаточным устройством, промежуточной камерой, холодильником с поперечным направлением потока изделий, а камера нагрева выполнена с ручьями
в виде секции, между которыми помещены косорасположенные ролики для транспортировки изделий с одновременным вращением. Осуществление скоростной термической обработки достигается за счет индивидуального нагрева и охлаждения изделий и благодаря тому, что водоохлаждаемые элементы транспортирующего устройства вынесены из зоны нагрева и размещены между секциями
нагревательной камеры. При этом основной тепловой поток направлен непосредственно на изделие. Кроме того, это дает возможность без ущерба для работы транспортирующего устройства установить в секциях высокотемпературные нагреватели. Повыщению скорости нагрева изделий способствует также раздельное размещение их на транспортирующем устройстве.
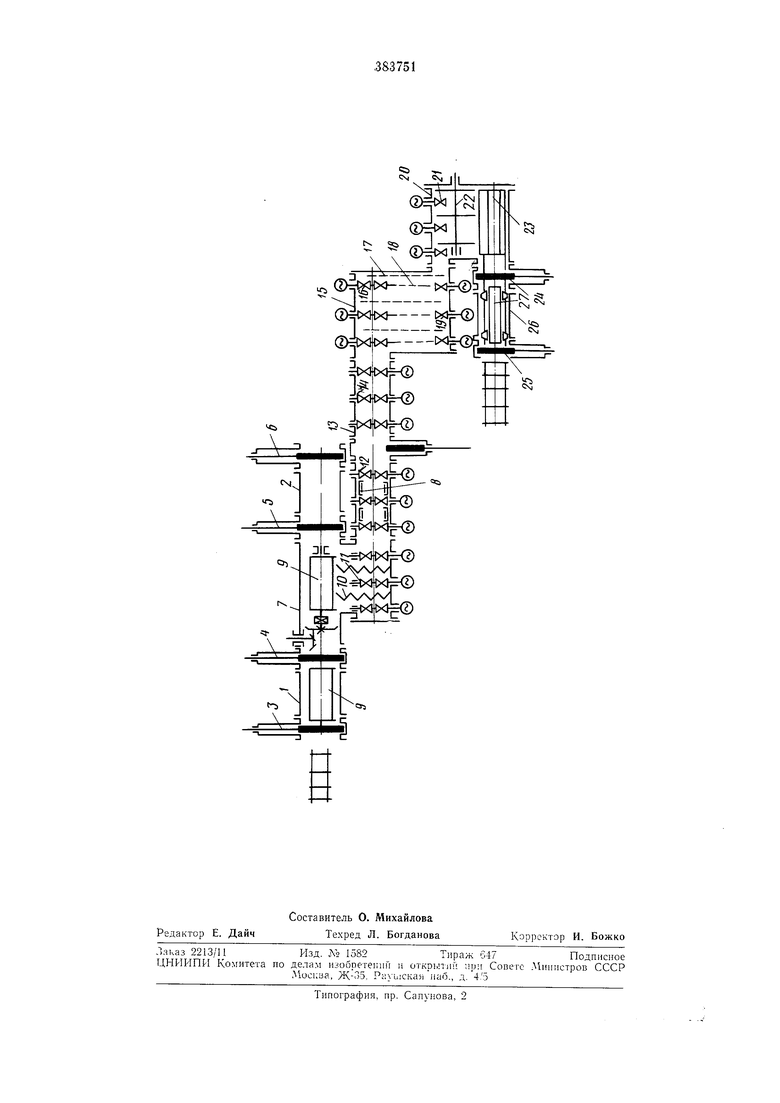
На чертеже изображена схема предлагаемой конструкции вакуумной проходной печи для термической обработки длинномерных изделий круглого сечения, например, труб.
Печь состоит из шлюзовых камер 1 и .2 загрузки для приема изделий. Каждая шлюзовая камера загрузки имеет по два технологических затвора (5, 4 - на одной камере, 5 и & -на второй). Для транспортировки изделий через камеры имеются направляющие. Камера-накопитель 7 служит для приема
изделий «3 шлюзовых камер и создания опреДеленного запаса изделий, обеспечивающего непрерывную их подачу в нагревательную камеру 8. Изделия транспортируют через шлюзовые камеры в камеру-накопитель с помощью специальной загрузочной тележки 9 с устройством для укладки партии изделий. Внутри камеры-накопителя имеется раздаточное устройство 10 (например шлеппер или шагающие балки). Камера-накопитель оборудована также многоручьевым рольгангом 11Количество ручьев рольганга зависит от требуемой производительности печи. Нагревательная камера 8 выполнена секционной и предназначена для скоростного нагрева движущихся изделий до заданной температуры. Она оборудована рольгангом 12 с размещенными между секциями косорасположенными роликами (или колесами). В теплоизолированных секциях камеры для обеспечения скоростного нагрева размещены высокотемпературные нагреватели (резисторы, индукторы, контактные ролики и др.).
Промежуточная камера 13 служит для приема изделий из нагревательной камеры и передачи их на повышенной скорости в холодильник. В ней имеется рольганг 14 с косорасположенными роликами.
Холодильник 15 предназначен для равномерного охлаждения изделий до заданных температур. В нем имеются рольганг 16 для приема изделий, шагающие балки 17, служащие для перекладывания изделий поперек холодильника из одного ручья в другой, а также колесные пары 18, в которых изделия получают вращение в процессе охлаждения. В холодильнике имеется также одноручьевой рольганг 19 для выдачи охлажденных изделий в накопительную камеру 20.
В накопительной камере имеется одноручьевой рольганг 21, с которого изделия с помощью сбрасывателя 22 передаются в бункер 23. За накопительной камерой 20 расположена шлюзовая камера выгрузки, которая имеет два технологических затвора 24 и 25. Готовые изделия из накопительной камеры транспортируются через шлюзовую камеру 26 с помощью разгрузочной тележки 27.
Печь работает следующим образом. Подлежащие термообработке изделия укладывают на загрузочную тележку. Открывают технологический затвор 3, подают тележку в шлюзовую камеру 1 загрузки, закрывают затвор и вакуумным насосом откачивают воздух из камеры. По достижении в щлюзовой камере / необходимого вакуума открывают затвор 4 и подают загрузочную тележку в камеру-накопитель 7, затем с помощью раздаточного устройства 10 изделия с загрузочной тележки подают на многоручьевой рольганг 11, а с него - в нагревательную камеру S.
Изделия, поступающие в нагревательную камеру попадают на косорасположенный рольганг 12 к перемещаются в продольном направлении, вращаясь относительно своей оси. Пройдя через все секции нагревательной камеры, изделие нагревается до заданной температуры и поступает на косорасположенный рольганг 14 промежуточной камеры 13. Изделия, вращаясь и перемещаясь с прежней скоростью по рольгангу 14 промежуточной камеры, попадают на эольганг 16 холодильника 15. Наличие промежуточной камеры обеспечивает транспортировку изделий через нагревательную камеру с постоянной скоростью и с повыщенной скоростью при подаче их в холодильник. Изделия с рольганга 16 щагающими блоками 17 передаются из ручья в ручей колесных пар 18. При охлаждении изделия вращаются относительно собственной оси. После окончания охлаждения изделия попадают на рольганг 19 холодильника, а оттуда - на рольганг 21 накопительной камеры 20.
Сбрасывателем 22 изделия с рольганга 21 сбрасывают в бункер 23, под которым находится разгрузочная тележка 25, куда попадают накопленные в бункере изделия. Тележка 25 через шлюзовую камеру 26 выдается на воздух, где освобождается от готовых изделий и после шлюзования снова подается в камеру-накопитель. В свою очередь, загрузочная тележка 9 после выгрузки всех изделий выдается на воздух через шлюзовую камеру 2 и технологические затворы 5 и 6, а в это время из шлюзовой камеры / в камеру-накопитель 7 подается следуюшая загрузочная тележка с новой нартией изделий.
Таким образом осуществляется непрерывная работа печи при ее периодический загрузке - выгрузке.
Шлюзовые камеры 1, 2 w. 26 периодически вакуумируются и заполняются воздухом, а камеры-накопители 7 и 20, нагревательная камера 5, промежуточная камера 13 и холодильник 15 постоянно находятся под вакуумом.
Предмет изобретения
Вакуумная проходная печь для термической обработки длинномерных изделий, включающая камеры загрузки, нагрева и выгрузки, отличающаяся тем, что, с целью обеспечения равномерного нагрева изделий и повышения производительности печи, она снабжена накопительной камерой с раздаточным устройством, промежуточной камерой, холодильником с поперечным направлением потока изделий, устройством для сбора и периодической выгрузки изделий, а камера нагрева выполнена с ручьями в виде секций, между которыми помещены косорасположеняые ролики для транспортировки изделий с одновременным вращением.
г.СЕ%1 G icxjt-®
rf kJT
-5: 1X11X1 vyv-v
NyVXvl
txi-® йсх4-©
txjb®
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для безокислительной термической обработки длинномерных изделий | 1973 |
|
SU667601A1 |
| Устройство для диффузионной металлизации изделий в легкоплавком жидкометаллическом растворе | 2022 |
|
RU2789323C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОДДЕРЖАНИЯ ТЕМПЕРАТУРЫ И/ИЛИ ВОЗМОЖНОГО НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2537674C2 |
| Роликовая печь для термообработки изделий | 1970 |
|
SU513227A1 |
| Поточная линия нагрева полосовых заготовок под гибку | 1983 |
|
SU1135782A1 |
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2019 |
|
RU2692142C1 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| Агрегат для электроконтактной термообработки прутков | 1977 |
|
SU734298A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ПОЛЫЕ ИЗДЕЛИЯ | 1991 |
|
RU2023971C1 |
| Электропечь для термообработкииздЕлий | 1978 |
|
SU800560A1 |