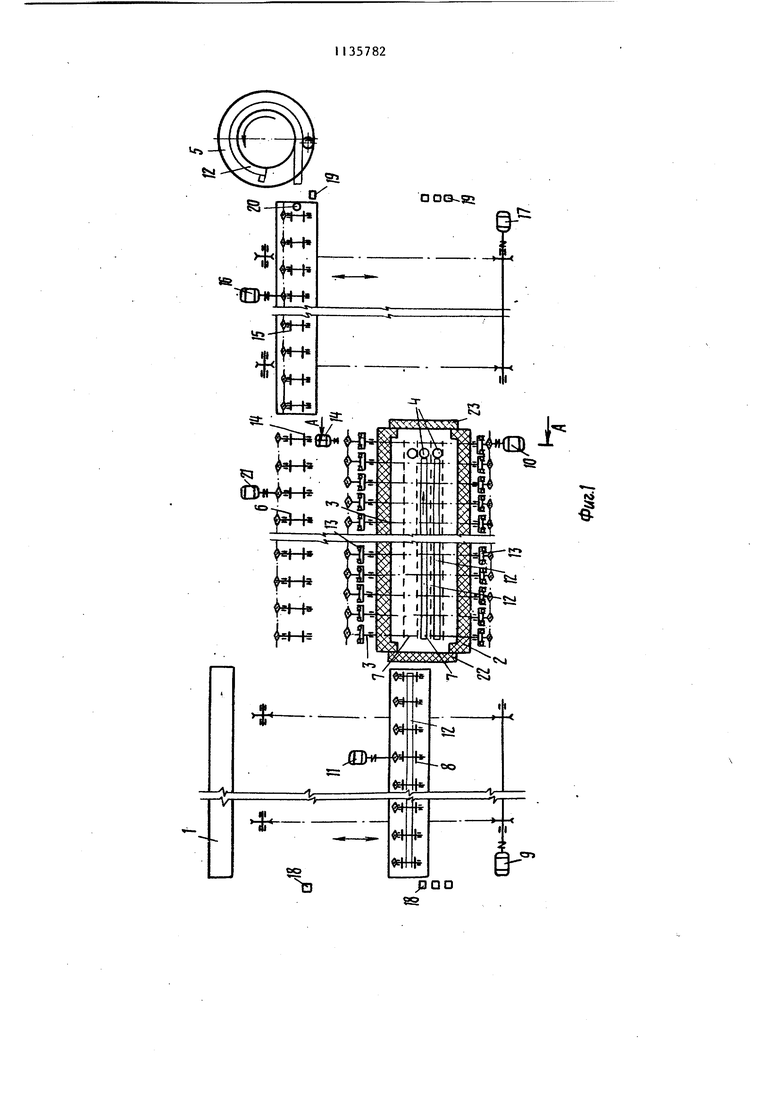
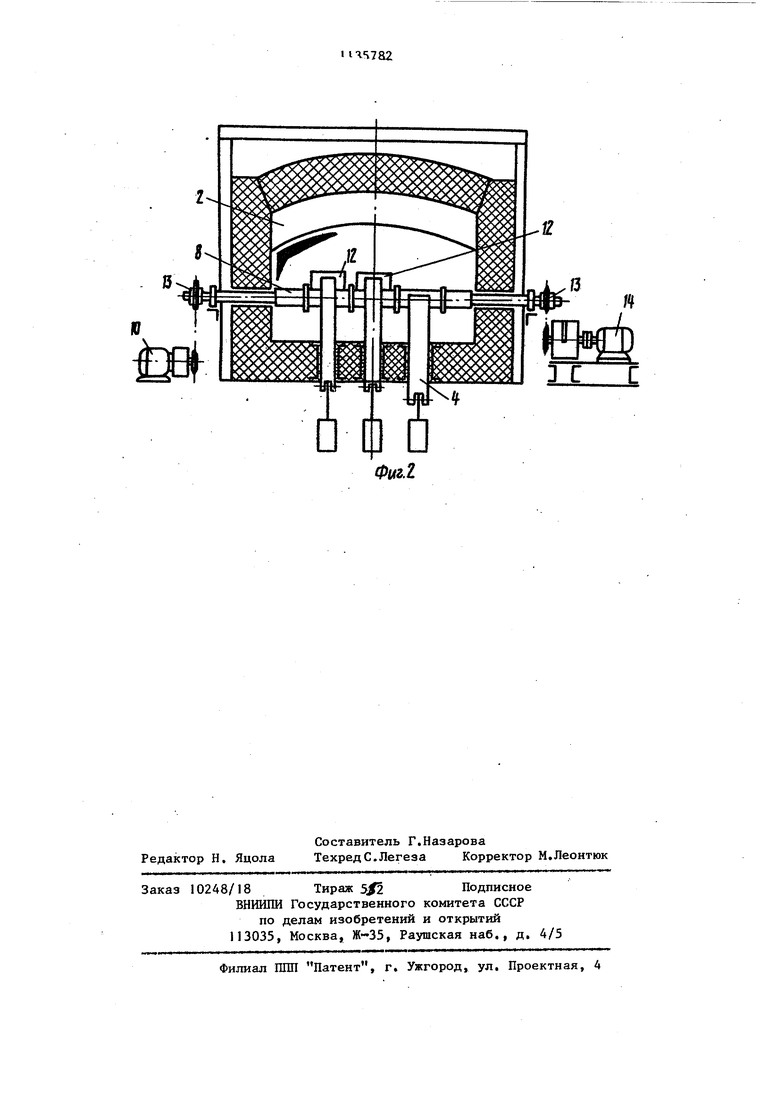
t. 1 Изобретение относится к теплотехнике, в частности к устройствам для нагрева полосовых заготовок и после- дующей гибки фланцев и колец, и мо жет быть использовано в металлургической, нефтяной, газовой промышленности, в промышленности строительног и дорожного машиностроения, а также в ряде других отраслей промышленности, изготавливающих большеразмерные детали типа фланцев и колец. Полосовые заготовки типа фланцев и колец из конструкционных и легированных сталей квадратного и прямоугольного сечения сгибкой на ребро изготавливаются методом холодной гиб ки на специальных вальцегибочных ма- шинах, но выход годных изделий из-за образования трещин при гибке фланцев является незначительным, поэтому ответственные детали фланцев и колец диаметром до 2,5 м из.легированных сталей приходится выполнять из листовых заготовок плазменной резкой с последукэдёй зачисткой мест резки и сваркой стыков, что приводит к большому перерасходу дорогостоящих сталей, с широким-применением ручного труда. Известна поточная линия для нагрева и прокатки слябов на универсальных станах, содержащая загрузочное устройство, проходные нагревательные печи с толкателями, универ-. сальную прокатную клеть, правильную машину, холодильник и ножницы рJ . Однако нагревательные печи в этой линии не приспособлены для нагрева длинных и узких полос. Кроме того, заготовки выдают на транспортер, рас положенный по оси прокатной клети, что неприемлемо для последующей-подачи иа вальцегибочную машину, Известна также поточная линия дпя термообработки, содержащая загрузочкое толкательное устройство, камеру предварительного нагрева, заварочные посты, камеру отжига и промежуточный транспортер J,. Однако в камере предварительного нагрева и в камере отжига различные температурные режимы, поэтому только небольшая часть (до 5%) роликов на выходе из камеры предварительного на грева и столько же роликов на входе камеры отжига снабжена парой обгонны муфт, что позволяет из множества нагреваемых захотовок быстро выгрузить 2 из камеры предварительного нагрева только одну, направляемую на заварку, а после заварки загрузить в камеру также только одну заготовку. Печи такой конструкции не позволяют осуществлять загрузку и нагрев длинномерных заготовок, так как приводы рольгангов являются секционными,Кроме того, невозможна вьщача заготовок . после нагрева в различные точки вальцегибочной машины для получения изделий различного диаметра, так как рольганги не имеют возможности перемещаться вдоль фронта печи. Наиболее близкой к изобретению по уехнической сущности и достигаемому эффекту является поточная линия нагрева заготовок под гибку, содержащая последовательно установленные по ходу технологического процесса и свя занные между собой транспортными средствами загрузочную платформу,. многоручьевую печь с приводным роликовым подом и стопорными устройствами и вальцегибочную машину. Линия оборудована односкоростным приводом, обеспечивающим быструю загрузку заготовок а печь и выгрузку их из печи с последующей подачей к вальцегибочной машине, а в процессе нагрева заготовок обеспечивает постоянное вращение роликдв во избежание их искривления под действием нагрузки от массы заготовок и собственной массы роликов з. Недостатком известной линии является то, что во время нагрева захо- тонок в печи происходит взаимное трение роликов и заготовок с пробуксовкой на большой скорости рольганга, что приводит к интенсивному износу роликов и выработке канавок на заготовках, что увеличивает брак. Снижение скорости вращения роликов рольганга печи невозможно из-за того,что при выгрузке заготовок из печи на вальцегибочную машину при малой скорости транспортировки происходит охлаждение изделия, что недопустимо при вальцовке, Крвме того, повышенные скорюсти вращения рюликов печи требуют большей затраты электроэнергии на ведение технологического процесса. Цель изобретения - снижение энергозатрат на ведение процесса и повышение качества изделий. Поставленная цель достигается тем, что в поточной линии нагрева полосо3П3вых заготовок под гибку, содержащей последовательно установленные по ходу технологического процесса и связанные между собой транспортными средствами загрузочную платформу, многоручьевую печь, с приводным роликовым подом и стопорными устройствам и вальцегибочную машину, каждый ролик печи выполнен с парой обгонных муфт, кинематически связанных с различными разноскоростными приводами. Транспортные средства на участках загрузки и выгрузки выполнены в виде рольгангов, имеющих возможность попе речного перемещения вдоль фронта печи и останова перед kaждым ручьем печи. Поточная линия снабжена линией возврата, выполненной в виде дополнительного рольганга, соединяющего рольганги на участках загрузки и выгрузки. На фиг,1 схематически изображена поточная линия; на фиг.2- разрез А-А на фиг.1. Поточная линия нагрева полосовых заготовок под гибку состоит из загрузочной платформы 1, многоручьевой печи 2 с приводным роликовым подом 3 и стопорными устройствами 4.и валь цегибочной машины 5, последовательно установленных по ходу технологи.ческого процесса и связанных между собой транспортными средствами, рольганга 6 возврата, смонтированного с возможностью взаимодействия с транспортными средствами, выполненными в виде приводных рольгангов, установленных с возможностью поперечного пе ремещения вдоль фронта печи 2 и аитоматического останова перед каждым ручьем 7 приводного роликового пода 3 Приводной рольганг 8 перемещаетс от загрузочной платформы 1 вдоль фронта загрузки печи 2 к любому ее ручью 7 приводом 9 и взаимодействуе быстроходным приводом 10 приводно го роликового пода 3 и со стопорным устройствами 4. Приводом 11 осущест ляется вращение роликов рольганга 8 во время загрузки заготовок 12 в печь 2. Каждый из роликов приводног роликового пода 3 выполнен спарой обгонных муфт 13, причем обгонные муфты всех роликов.печи выполнены с возможностью взаимодействия с двумя приводами - быстроходным 10 и тихоходным 14. Вращение роликов привода но го рольганга 15 в момент выгрузки заготовок 12 из печи 2 осуществляется приводом 16. Перемещение рольганга 15 вдоль фронта выгрузки печи 2 от любого ее ручья 7 к вальцегибочной машине 5 осуществляется приводом 17. Приводной рольганг 8 снабжен ко- . нечными выключателями 18, обеспечивающими его автоматический останов у загрузочной платформы и. перед любым из ручьев 7 печного рольганга в момент загрузки печи 2, а приводной рольганг 15 - конечными выключателями 19, обеспечивающими его автоматический останов перед любым из ручьев 7 приводного роликового пода 3 в момент выгрузки печи 2 и у вальцегибочг ной машины 5. Кроме того, приводной рольганг 15 оборудован упором 20, смонтированным с возможностью утапливания в момент загрузки вальцегибочной машины 5. Наличие упора 20 предотвращает сброс разогретой заготовки 12 во время ее выгрузки из печи и в процессе транспортировки к вальцегибочной машине 5. Вращение роликов рольганга возврата 6 осуществляется приводом 21. Окна загрузки и выгрузки печи 2 перекрыты заслонками 22 и 23 соответственно. Уровни рольгангов 6, 8 и 15 и при- водного роликового пода 3совпадают с уровнем загрузки вальцегибочной машины 5. Скорости вращения рольгангов 6, 8 и 15 равны скорости вращения приводного роликового пода 3 печи 2 от быстроходного привода 10, скорость же вращения приводного роликового по -. да 3 печи 2 от тихоходного привода 14 намного меньше, а так как он вращается постоянно с малой скоростью, то обеспечивает медленное, но непрерывное вращение роликов приводного роликового пода 3,что предотвращает их изгиб при высоких температурах в печи под действием нагрузки от массы заготовок и от собственной массы роликов. Поточная линия работает следующим образом,. Тихоходный привод 14 приводного роликового пода 3 работает постоянно. Приводной рольганг 8 останавливается с помощью конечного выключателя 18 у загрузочной платформы 1, где на рольганг 8 кладется одна заготовка 5 12, после чего рольганг S с помощью привода 9 и цепной передачи перемещается вдоль фронта загрузки цепи:2 к первому ручью 7, где и останавливается с помощью соответствующего кс нечнрго выключателя 18, После этого открывается заслонка 22, включаются одновременно привод 11 рольганга 8 и бы строходный привод 10 приводного роликового пода 3,имеющие одинаковые линейные скорости вращения роликов, при этом заготовка 12 перемещается в первый ручей 7 печи 2 до стопорро- го устройства 4, после чего быстроходный привод 10 и привод 11 останавливаются, заслонка 22 закрывается а приводной рольганг 8 возвращается к загрузочной платформе 1, где на него снова загружается одна заготовка. Процесс загрузки печи,2 продолжается до полной загрузки всех ручьев 7 печи аналогично описанному. После нагрева заготовки 12-до соответствующей температуры приводной рольганг 15 с помощью привода 17 перемещаестя от вальцегибочной машины 5 к первому ручью 7 приводного роликового пода 3 печи 2 и останав ливается перед этим ручьем конечным выключателем 19, после чего открывается заслонка 23, опускается стопорное устройство 4 первого ручья 7, включаются одновременно быстроходный привод 10 приводного роликового пода 3 и привод 16 рольганга 15 и осуществляется выгрузка нагретой заготовки 12 на рольганг 15 до упора 20, после чего быстроходный привод 10 и привод 16 отключаются, заслонка 23 закрывается, а рольганг 15 с помощью привода 17 перемещается к валыцегибочной машине 5, где с помощью конечного выключателя 19 останавли- . вается, при этом упор 20 автоматически утапливается, включается привод 16 рольганга 15 и заготовка 12 82 подается на вальцегибочную машину 5 для формовки фланца заданного днаметра. После формовки фланец снимается с вальцегибочной машины 5, а в это же время в первый ручей 7 приводного роликового подаЗ загружается холодная заготовка 12, к это было описано. После этого рольганг 15 для выгрузки заготовок 12 из печи 2 приводом 17 перемещается к следующему ручью для выгрузки второй заготовки в том же порядке, а второй ручей загружается холодной заготовкой, В случае формовки фланцев в холодном состоянии рольганг 8 и роль анг 15 устанавливаются в одну линию с рольгангом 6 возврата и заготовка 12 с рольганга 8 подается непосредственно к вальцегибочной машине 5 с одновременным включением приводов 11, 16 и 21, В случае возникновения необходимости возврата заготовки на повторный нагрев рольганги 6, 8 и 15, установленные в одну линию, реверсируются с помощью приводов 11, 16 и 21 и заготовка передается обратно, минуя печь, к загрузочной платформе 1, а затем обычным порядком загружается в печь. Поточная линия может работать как в автоматическом, так и в ручном режиме (от кнопок) и позволяет механизировать все операции по формовке колец. Применение предлагаемого устройств ва позволяет снизить энергозатраты а ведение процесса, повысить .качество изделий, обеспечивает повышение адежности работы устройства и увеличение его долговечности. Экономический эффект от внедрения предлагаемой поточной линии нагрева полосовых заготовок и последукщей гибки ориентировочно составит V 84 тыс. руб.
аоо-Я2
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| Туннельная печь для термической обработки изделий | 1990 |
|
SU1765655A1 |
| Поточная линия для термообработки | 1981 |
|
SU1016381A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| Поточная линия обработки холоднодеформированных труб | 1982 |
|
SU1135783A1 |
| Автоматизированная поточная линия для изготовления колес | 1989 |
|
SU1636100A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
| Печь с шагающими балками дляНАгРЕВА длиННОМЕРНыХ зАгОТОВОК(EE ВАРиАНТы) | 1979 |
|
SU846956A1 |
1. ПОТОЧНАЯ ЛИНИЯ НАГРЕВА ПОЛОСОВЫХ ЗАГОТОВОК ПОД ГИБКУ, содержащая последовательно установленные по ходу технологического процесса и связанные между собой транспортными средствами загрузочную платформу, мно горучьевую печь с приводным роликовым подом и стопорными устройствами и вальцегибочную машину, отличающаяся тем, что, с целью снижения энергозатрат и повыщения качества заготовок, каждый ролик печи выполнен с парой обгонных муфт,кинематически связанных с различными разно скоростными привод 1МИ. 2.Поточная линия по п., отличающаяся тем, что транспорч ные средства на участках загрузки и выгрузки выполнены в виде рольгангов, имеющих возможность поперечного перемещения вдоль фронта печи и останова перед каждым ручьем печк. 3.Поточная линия но nn.l и 2, i отлича ощаяся тем, что она снабжена линией возврата, выполненной в виде дополнительного рольганга, соединяющего рольганги на участках загрузки и шлгрузки.
st:
t4j
poo
82
