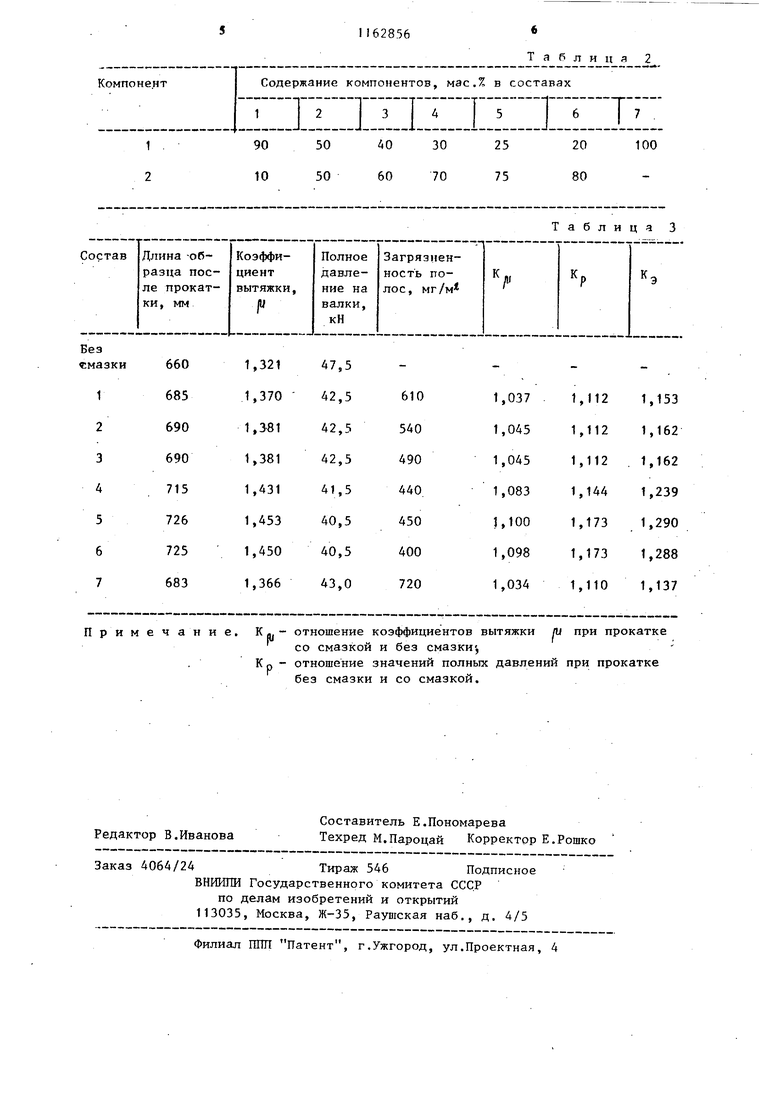
1 Изобретение относится к области прокатного производства, конкретно к применению технологических смазо при холодной прокатке листозой стали. Известные технологические сма.зк при прокатке жести Кориандр и ПКС-1, изготавливаемые из дефицитн го растительного и пищевого сырья мaлoэj)фeI :тl;вны при скоростях прока ки оле.20 м/с : р1. |раиболее близкой к изобретен по по со,ставу и достигйё|4ому эффекту является технологическая смазка для холодной прокатки.-.листов и полос, содержащая диэфиры.этиленгликоля и жирЖгх кислот растительного масла фракции С 1 - С20 2 . Использование известной смазки для прокатки стальных полос и листо до толп(ины 0,5 мм и ниже не обеспечивает требуемой производительности станов вследствие недостаточно высо ких смазочных свойств. Целью изобретения является повьп ние смазочной способности технологической смазки. Указанная тдель достигается тем, что технологическая смазка для холодной прокатки металлов, содержаща диэфиры этиленгликоля и жирных кислот растительного масла фракции С|,- С , .дополнительно содержит про дукт обработки триэтаноламином жирных кислот растительного масла фрак ции С,-- С при следующем соотношении компонентов, мас.%: Продукт обработки триэтаноламином жирных кислот растительного масла фракции 60-75 Диэфиры этиленгликоля и жирных кислот растительного масла фракции 25-40 В качестве жирных кислот используются кислоты, полученные при расщеплении технического хлопкового масла, следующего состава, мас„%: Пальмитиновая 36,25 Стеариновая 14,12 Олеиновая29,39 . Линолевая8,25 Линоленовая7,85 Арахиновая4,14 Температура плавления этих кислот 21-24°С. 6 2 Этиленгликовые диэфиры жирных кислот хлопкового масла (компонент 1) получают следующим образом: смесь 100 г кислот хлопкового масла нагревают при перемешивании и 185190 0 в присутствии 0,4 г концентрированной серной кислоты с 15 г этиленгликоля. Реакцию ведут до установления кислотного числа не более 10 мг КОН/г (в течение 7-8 ч). Продукт обработки триэтаноламином жирных кислот хлопкового масла (компонент 2) получают нагреванием при перемешивании 100 г кислот хлопкового масла и 18 г тризтаноламина при 160-165С в течение 5-6 ч до установления кислотного числа не более 10 мг КОН/г. Физико-химические свойства компонентоБ 1 и 2, а также кислот хлопкового масла и готовой смазки представлены в табл. 1. Испытание смазочной способности предлагаемой технологической смазки для прокатки тонких стальных полос было проведено з лабораторных условиях ИЧМ на стане кварто 250/55. Прокатку образцов размерами 0,5 х X 30X500 мм из стали 08ю проводили со скоростью 3,0 м/с. Рабочие валки диаметром 55 м с чистотой поверхности V 10 изготовлены из стали 9ХФ2. После прокатки каждой партии образцов (по 5 на каждую смазку) валки промывали бензином, ацетоном, затем протирали фильтровальной бумагой. Испытанные составы технологической смазки приведены в табл. 2. Смазочную способность составов смазок 3J оценивали по коэффициенту смазочной эффективности К К. К где К (jj - коэффициент эффективности смазки по вытяжке при прокатке;К р - коэффициент эффективности смазки по полному давлению. Данные результатов определения смазочной Э(5)фективности составов смазок приведены в табл. 3. Из данных табл. 3,видно, что по смазочной способности предлагаемая технологическая смазка превосходит известную. , Увеличение концентрации компонента 2 более 75% не приводит к увеличению смазочной способности, а концентрация менее 60% снижает смазочнзпо способность;
Предлагаемую технологическую готовят смешением компонентов при ДО-бО с.
Пример. Приготовление технологической смазки для прокатки тонких стальных полос.
В емкость с мешалкой и подогревом загружает 40 кг компонента 1 и после нагрева до при перемешивании добавляют 60 кг компонента 2. После перемешивания смеси в течение 1 ч смесь сливают в емкость для хранения,
Таким образом, предлагаемая технологическая смазка имеет высокую смазочную способность, обеспечивая получение тонких листов жести при высоких скоростях прокатки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для холодной прокатки стальных листов | 1978 |
|
SU771146A1 |
| Смазочно-охлаждающая жидкость для холодной прокатки стали | 1985 |
|
SU1294817A1 |
| Смазка для холодной штамповки металлов | 1982 |
|
SU1097649A1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU1820625C |
| Концентрат смазки "Глэтхол" для обработки металлов давлением | 1988 |
|
SU1680766A1 |
| Смазка для холодной штамповки металла | 1978 |
|
SU721469A1 |
| Концентрат смазочно-охлаждающей жидкости для холодной обработки металлов давлением | 1988 |
|
SU1595888A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1999 |
|
RU2163625C2 |
| КОНЦЕНТРАТ СМАЗКИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1990 |
|
SU1807725A1 |
| СМАЗОЧНО-МОЮЩЕЕ ТЕХНИЧЕСКОЕ СРЕДСТВО "ЭТНАС" | 1979 |
|
RU858330C |
ТЕХНОЛОГИЧЕСКАЯ СМАЗКА тЯ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛОВ, содержащая д иэфиры этиленгликоля и жирных кислот растительного масла фракции Cjg- , отличающаяся тем, что, с целью повышения смазочной способности, смазка дополнительно содержит продукт обработки триэтаноламином жирных кислот растительного масла фракции С,- С2р при следующем соотношении компонентов, мас.%: Продукт обработки триэтаноламином жирных кислот растительного масла фракции С 16- Cgo 60-75 Диэфиры этиленгликоля и жирных КО кислот растительного масла фракции С,- С о25-40
}
Содержание компонента 1 в смазке 40%
Смешивается в любом соотношении.
Таблица 1 К... Примечание, К р Таблица 2
Таблица 3 отношение коэффициентов вытяжки пл при прокатке со смазкой и без смазки-, отношение значений полных давлений при прокатке без смазки и со смазкой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Грудев А.П | |||
| и др | |||
| Технологические смазки в прокатном производстве | |||
| М., Металлургия, 1975, с | |||
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и г.Р | |||
| Эмульсии и смазки при холодной прокатке | |||
| М., Металлургия, 1976, с | |||
| Приспособление для автоматического тартания | 1922 |
|
SU416A1 |
