Изобретение относится к техноло- ги еским смазкам и может быть использовано в металлургическом произ- водстве при холодной обработке металлов давлением в виде концентрата смазочно-охлаждающей жидкости (СОЖ).
Цель изобретения - снижение тем- Шературы застывания концентрата, повышение смазочных свойств концентрата, которые обуславливают повьшени.е работоспособности приготовленных на его основе эмульсий с применением жесткой воды.
Для приготовления концентрата СОЖ используют минеральное масло (ГОСТ 20799-75), хлорированный парафин (ТУ 6-01-508-74), а также следующие продукты, необходимые для получения синтезируемых эфироэ: синтетические жирные спирты (СЖС) Фракции (ТУ 38.407199-82), синтетические жирные кислоты (СЖК) Фракции С (ГОСТ 23239-78), этиленгликоль (ГОСТ 19710-83), полиЛункциональные кислородсодержащие соединения (ПФКС, ТУ 38 УССР 201297-79), триэтаноламин (ТУ 6 -02-016-79);
сд
ел
00 00 00
Указанные получают следующим образом.
Получение эбиров - сырьевого компонента предлагаемого концентрата СОЖ, осуществляется в реакторе, снабженном обогревом, перемешивающим устройством и эжекторным блоком.
В реактор загружают 230 кг СЖК Фракции СУО- ГМЛ. 1,20 кг ПФКС, 40 кг СЖС Фракции С .д- С . и 40 кг этилен- гликоля, добавляют 1 кг катализатора концентрированную серную кислоту (ГОСТ 2184-77), поднимают температуру до 110-П5.С и проводят процесс этерификации. При температуре выше испаряются легкие эФиры, происходят глубокие химические превращения по Функциональным группам ПФКС, вызывающие возрастание вязкости эфи- ров и снижение их качества. При температуре ниже затрудняется удаление воды из реактора и реакция этерификации замедляется за счет гидролиза эФиров.
ЭтериФикацию проводят до кислотного числа готового продукта 40- 50 мг КОН/Г. , .
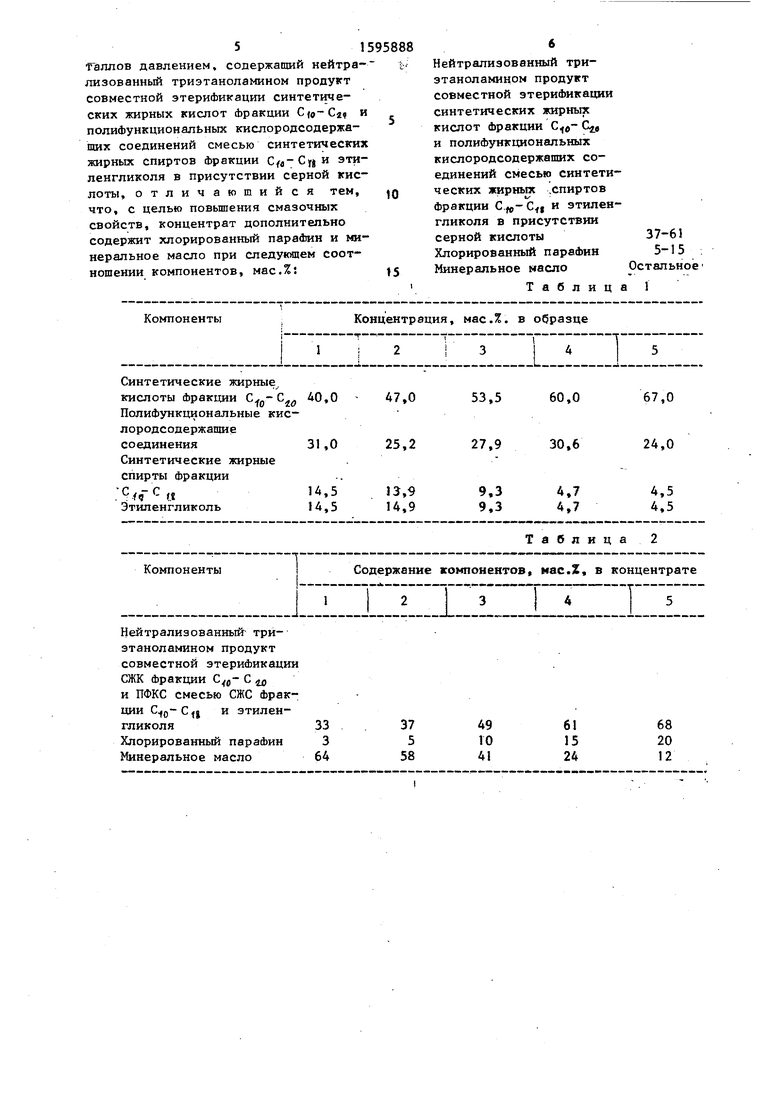
В табл.1 приведено количественное содержание исходных реагентов для синтеза зФиров, используемых для приготовления концентратов СОЖ.
Ос таточная кислотность эфирной присадки образцов 1-5 составляет соответственно для каждого образца, мг KOH/rJ 38,0, 40,0, 45,0, 50,0, 57,0.
На последующей стадии технологического процесса после снижения температуры до 60-80 С и введения минерап ного масла эФиры обрабатывают три- этаноламином при 80-90 С. Кислотность субстрата при этом от первого к пятому образцу характеризуется следующими показателями, мг КОН/г: 29,0 31,0-, 38,0 45,Oi 48,0. Об окончании процесса нейтрализации судят по усточивости 5%-ной водной эмульсии, приготовленной на воде с жесткостью 10- 20 мг-экв/л. Затем температуру в реа торе снижают до 60-70 € и вводят гло рированный парафин, тщательно перемешивают продукт до однородности. За счет разбавления субстрата хлорированым парафином кислотность образцов концентратов СОЖ падает.
Готовый концентрат СОЖ сливают в тару.
о
5 д
5
0
В табл.2 приведены составы концентратов СОЖ (в каждом составе концентрата использован соответствующий эфир из табл.1).
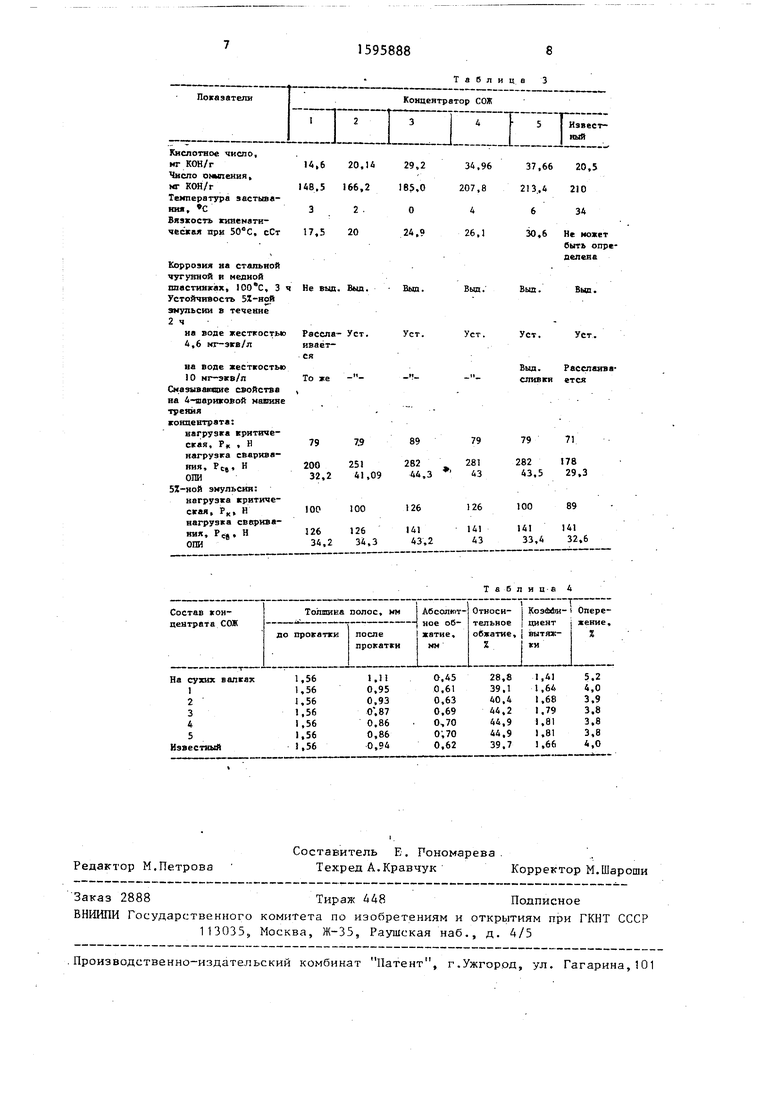
Физико-химическая характеристика полученных образцов концентратов СОЖ и известного приведена в табл.3.
Данные табл.3 показывают, что образцы предлагаемой СОЖ защищают ряд металлов от коррозии, застывают при температуре , их вязкость при 50°С колеблется от 17,5 до 30,6 сСт, обладают достаточно высокими проти- воизносными свойствами, эмульгируют в умягченной и жесткой воде.
Полученные образцы концентрата СОЖ Бижирсин-К и известного концентрата испытаны в виде 5%-ных водных эмульсий опытных образцов СОЖ при холодной прокатке стальных полос на лабораторном стане 200. Оценку эффективности СОЖ производят путем анализа влияния технологической смазг ки на коэффициент вытяжки и опережения при прокатке с постоянной установкой валков стана. Эмульсия, подаваемая на полосу и валки, снижает эффективность трения при прокатке, следовательно, при одном и том же растворе валков полосы, прокатываемые с более эффективной СОЖ, имеют всег- да большую вытяжку, меньшую толщину и опережение, чем полосы, прокатываемые с менее эффективной технологической смазкой. Образцы из стали 08 кп размеров 1,56x30«400 мм про- катьюают на стане со скоростью прокатки 0,9 м/с. Сначала прокатьгоают образцы на сухих валках, а затем с подачей на валки стана и полосу СОЖ испытываемых образцов. Установку валков производят при прокатке без подачи СОЖ. На каждую серию эксперимента использовали по пять стальных полос. Результаты опытной прокатки после статистической обработки, представлены в табл.4.
Как видно из данных табл.3 и 4, предлагаемые образцы концентратов СОЖ обеспечивают -повышение смазочных свойств в 1,5 раза, обуславливая при этом повькпение коэффициента вытяжки при наименьшей толщине прока- тьшаемого листа,,
.Форм, ула изобретения
Концентрат смазочно-охлаладакшей жидкости для ХОЛОДНОЙ обработки ме515
таллов давлением, содержащий нейтра- лизованный триэтаноламином продукт совместной этериФикации синтетических жирных кислот Фракции С«,-Са, и полифункциональных кислородсодержащих соединений смесью синтетических жирных спиртов Фракции С в-Су|И эти- ленгликоля в присутствии серной кислоты, отличающийся тем, что, с целью повьшения смазочных свойств, концентрат дополнительно содержит хлорированный парайзин и минеральное масло при следующем соот- нощении компонентов, мас.% .
Нейтрализованный три- зтаноламином продукт совместной этериФикации синтетических жирных кислот Фракции С. и полифункциональных кислородсодержащих соединений смесью синтетических жирных .спиртов Фракции C.-CYI и этилен гликоля в присутствии серной кислоты Хлорированный парафин Минеральное масло
Т а б л и ц
| название | год | авторы | номер документа |
|---|---|---|---|
| Концентрат смазки "Глэтхол" для обработки металлов давлением | 1988 |
|
SU1680766A1 |
| Смазочно-охлаждающая жидкость для холодной прокатки стали | 1985 |
|
SU1294817A1 |
| Смазочно-охлаждающая жидкость для обработки металлов | 1982 |
|
SU1097648A1 |
| Концентрат смазочно-охлаждающей жидкости для горячей прокатки алюминия и его сплавов | 1976 |
|
SU610857A1 |
| Технологическое масло для холодной обработки металлов давлением | 1983 |
|
SU1129224A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1999 |
|
RU2163625C2 |
| Смазочно-охлаждающая жидкость для холодной обработки металлов | 1976 |
|
SU687110A1 |
| Концентрат смазочно-охлаждающей жидкости для горячей прокатки алюминия и его сплавов | 1980 |
|
SU891754A1 |
| Смазочно-охлаждающая жидкость для холодной прокатки стали | 1987 |
|
SU1525203A1 |
| Смазочно-охлаждающая жидкость для горячей прокатки алюминия и его сплавов | 1980 |
|
SU899635A1 |
Изобретение касается смазочных веществ, в частности концентрата смазочно-охлаждающей жидкости для холодной обработки металлов давлением. Цель - улучшение смазочных свойств. Для этого концентрат содержит, мас.%: нефтрализованный триэтаноламином продукт совместной этерификации синтетических жирных кислот фракции С 10-20 и полифункциональных кислородсодержащих спиртовв фракции С 10-18 и этиленгликоля в присутствии H 2SO 4 37-61, хлорированный парафин 5-15 и минеральное масло до 100. В этом случае достигается у концентрата снижение температуры застывания с 34 до 0-6°С, вязкости кинематической при 50°С до 17,5-30,6 сСт и проявляются лучшие противоизносные свойства: по критической нагрузке с 71 до 79Н, а по нагрузке сваривания с 178 до 282Н. Кроме того, повышается коэффициент вытяжки при наименьшей толщине прокатываемого листа. 4 табл.
Компоненты
Синтетические жирные кислоты Фракции С
40,0
Компоненты
Нейтрализованный- триэтаноламином продукт совместной этериФикации СЖК Фракции С и ПФКС смесью СЖС Фракции C p-C|j и этилен- гликоля
Хлорированный парафин Минеральное масло
Концентрация, мас.%. в образце
.........
i.
53,5
60,0
67,0
Т
Содержание компонентов, 2
I...L...
49 10
4
61 15 24
68 20 12
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU740817A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазочно-охлаждающая жидкость для холодной обработки металлов давлением | 1980 |
|
SU925999A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
