1 Изобретение относится к машине-. строению и может быть использовано при финишной обработке внутренних поверхностей сложнопрофильных каналов. Цель изобретения - повышение точ ности электрохимической обработки ;сложноконтурных каналов с резко изменяющейся конфигурацией изгибов за счет сохранения постоянства межэлектродного зазора. На фиг. 1 изображена схема устройства для электрохимической обра ботки каналов;.на фиг. 2 - разрез А-А на фиг. 1. Устройство для электрохимической обработки сложноконтурных каналов содержит рабочую часть 1 электродаинструмента, вьшолненную в виде рукава из токопроводной резины с закрепленными (например, приклеенными на его наружной поверхности диэлектрическими участками 2, выполненным из резины с большим удельным сопротивлением. Рабочая часть 1 герметично закреплена одной стороной к штанге 3 гайкой 4, ас другой стороны - к пиноли передней бабки 5 хомутом 6. Штанга 3 подвижно соединена с пинол передней 5 и пинолыо задней 7 бабок Полость электрода-инструмента рое динена воздушными каналами 8, расположенными в пиноли передней бабки с компрессором. Обрабатываемая деталь 9 закреплена кольцевыми губками 10 и 11, выполненными из изоляционного материала и образующими скользящие соединения с .пинолями 5 и 7 передней и задней бабок. Нагнет тельная магистраль электролита связана с входными штуцерами 12 и 13, а штуцеры 14 и 15 предназначены для вывода электролита из межэлектродно го промежутка. На пинолях 5 и 7 установлены уплотнительные кольца 16 и 17, которые предупреждают протекание электролита в зазоре между пинолями 5 и 7 и губками 10 и 11. Посредством щеточных устройств 18 и 19 технологическое напряжение подают от источника питания к электро дам. Обработка предлагаемым устройством производится следующим образом; Пиноль задней бабки станка вмест с гулкой 11 отводят в крайнее право 2 положение, тем самым они выходят из соединения со штангой 3. Обрабатываемую деталь 9 одевают на электродинструмент, затем ПИНОЛЬ задней бабки 7 входит в соединение со штангой 3 предлагаемого устройства. Губками 10 и 11 зажимают и фиксируют обрабатываемую деталь 9. Затем пиноли передней бабки 5 сообщают вращение и через штангу 3 крутящий момент передается пиноли 7 задней бабки станка. Одновременно с этим подают сжатьш воздух от компрессора в полость электрода-инструмента по воздушным каналам 8. При этом рабочая часть 1 с диэлектрическими участками 2 деформируется по форме обрабатываемой поверхности-. Изменение длины катода-инструмента вдоль оси компенсируется перемещением штанги 3 относительно пинолей 5 и 7 передней и задней бабок, имеющих с ней подвижные соединения. От нагнетательной магистрали через входные штуцеры 12 и 13 подают электролит в зону обработки, которьй, проходя через межэлектродное пространство, выходит через штуцеры 14 и 15. После включения прокачки электролита подают технологическое напряжение на электроды от- источника питания через щеточные устройства 18 и 19 Под действием давления, подаваемого в полость катодного устройства, диэлектрические участки плотно прижи- маются к обрабатываемой поверхности, а катодная чаеть располагается эквидистантно обрабатываемому профилю. Обработка сложноконтурных каналов предлагаемым устройством позволяет обеспечить одинаковое удельное давление в плоскости контакта электрода,инструмента и обрабатываемой поверхности, а также одинаковьш межэлекТродньй зазор, что позволяет повысить точность электрохимической обработки сложноконтурных каналов. Повьш1ению точности и качества обработки также способствует применение глицерина в качестве вязкой добавки в электролит. Таким образом, предлагаемое устройство позволяет обрабатывать сложноконтурные каналы с резко изменяющимся профилем по длине с высокой точностью.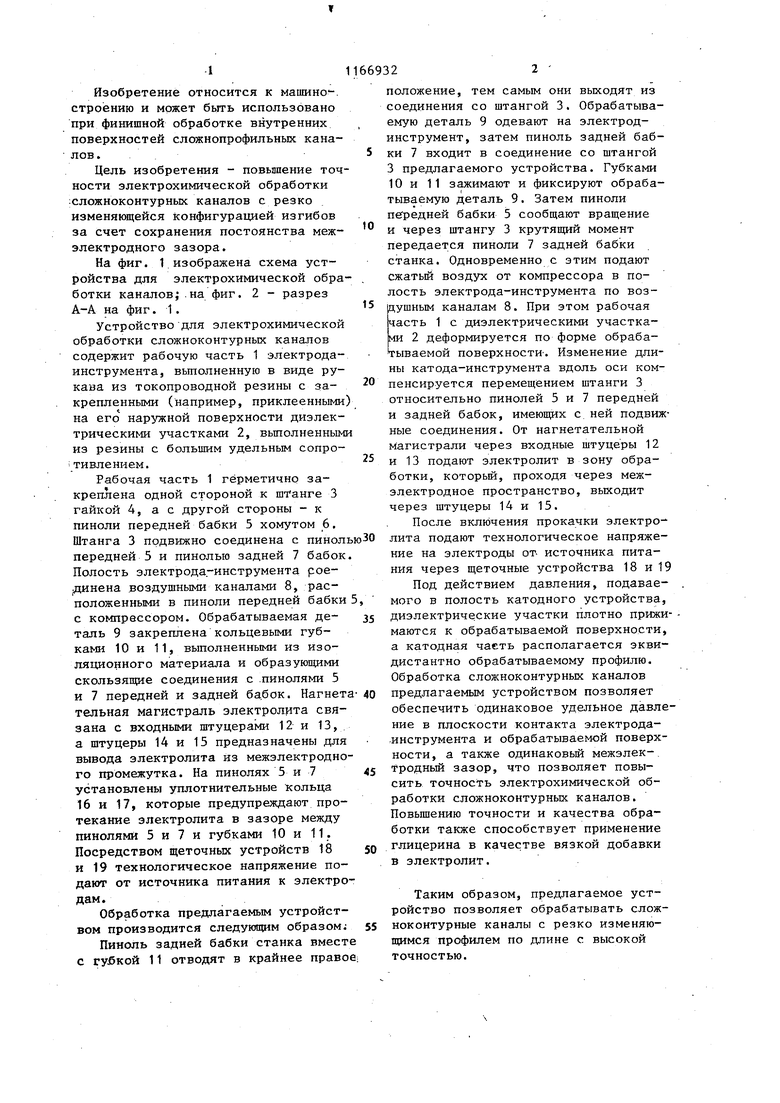
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ tRL КАНАЛОВ, содержащее установленный на подвижной штанге электрод-инструмент, рабочая часть которого выполнена из легко деформируемого материала в виде соединенного внутренней полостью с магистралью избыточного давления рукава, на рабочей поверхности которого закреплены токопроводящие элементы, отличающееся тем, что, с целью повышения точности обработки, токопроводящие элементы выполнены из токопроводной резины, а один из торцов рукава закреплен неподвижно. XNXXV S , Xi к /хХ//х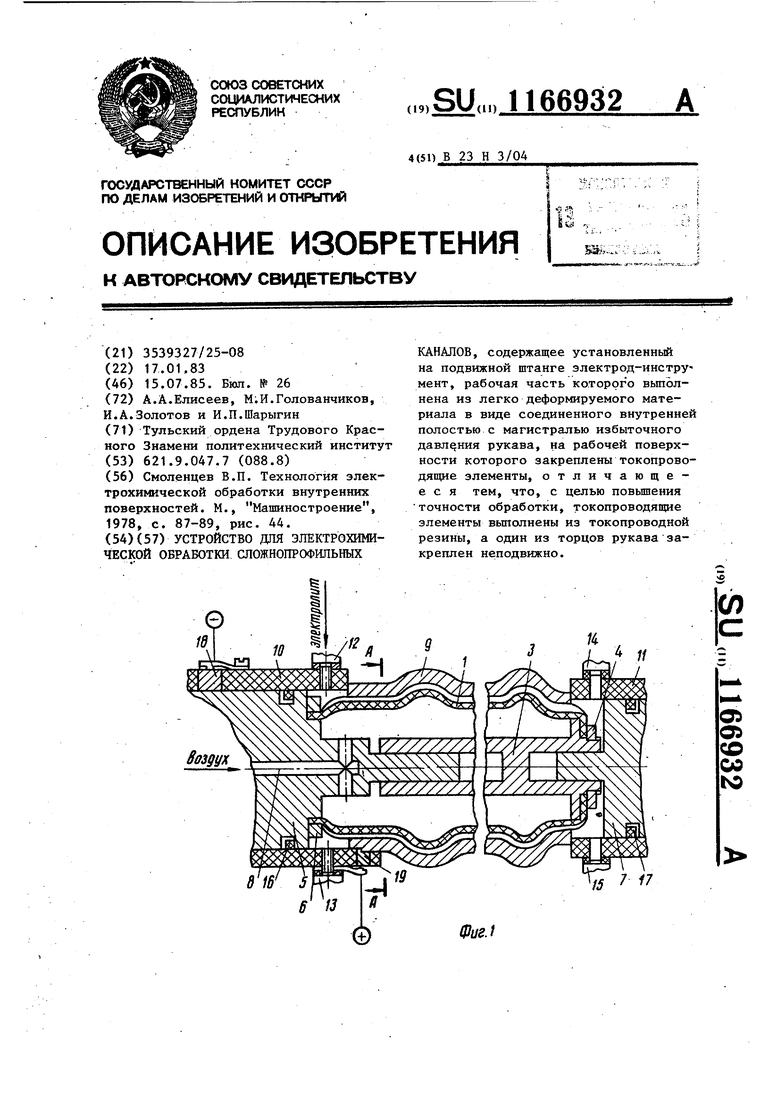
| Смоленцев В.П | |||
| Технология электрохимической обработки внутренних поверхностей | |||
| М., Машиностроение, 1978, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
