Изобретение относится к контрольн измерительной технике и может исподь зоваться для неразрушающего контроля деталей подшипников при их изготовлении. Цель изобретения - повышение чувс вительности и избирательности за сче осуществления разделения дефектов по типам. На чертеже изображена блок-схема устройства. Устройство содержит накладной электромагнитньй преобразователь 1, проходной электромагнитный преобразователь 2, генератор 3 для питания преобразователя 1, генератор 3 для питания преобразователя 1, генератор Д для питания преобразователя 2 Выход преобразователя 1 подключен к детектору 5, а выход преобразователя 2 - к детектору 6, Выходы обоих детекторов соединены с сумматором 7, а выходы последнего соединены с первой схемой 8 сравнения, входом схемы 9 выделения градиента, выход которой подключен к входу второй схемы 10 сравнения, и с полосовым фильтром 11, выход которого соединен с входом третьей схемы 12 сравнения, Блок 13 предназначен для ориентирования и перемещения контролируемого изделия 14 в зоне контроля. Устройство работает следующим образом.. Контролируемое изделие 14 вращается относительно преобразователей 1 и 2 приводным роликом блока 13 ори е11Т1фования и перемещения контролируемого изделия. При этом .опредепяет ся среднее значение электромагнитных характеристик металла по величине и характеру вносимого в преобразователь 2 комплексного сопротивления Д Z ЛГ+/и)Д L при такой величине частоты напряжения w,, генератора 4, питающего преобразователь 2, при которой глубина проникновения электромагнитного поля в металл изделия 14 относительно велика (намного больше глубины слоя, подвергшегося тепловому и силовому воздействию при шпифов НИИ и доводке). Аналогично определяются электромагнитные характеристики локальных участков поверхностного слоя с помощью на1шадного преоразователя 1, питающего от генератора 3, частота u)i которого выбирается из условия проникновения поля на глубину, соизмеримую с глубиной выявляемых дефектов. При контроле годных изделий разность электромагнитных свойств поверхностного слоя и средних по изделию относительно невелика и недостаточна для срабатывания схемы 8 сравнения. Не срабатывают и схемы 10 и 12 сравнения. При контроле различного рода дефектов возможны следующие ситуации. При контроле изделий, имеющих на поверхности крупные прижоги, сигнал на выходе сумматора 7 достаточен для сбрасьшания схемы сравнения, фиксирующей наличие на детали крупного прйжога. При контроле изделий, имеющих на поверхности единичные прижоги, прижог фиксируется по характерному виду портрета прйжога - по градиенту изменения свойств поверхностного слоя металла. При этом появляется сигнал на выходе схемы 9 выделения градиента, и срабатывает схема 10 сравнения, фиксирующая появление дефекта описанного вида. При решении задачи выявления мелких штриховых прижогов ситуация осложняется тем, Что величина сигнала от них очень мала и не может быть выявлена ни первым, ни даже вторым из описанных методов. Выявление таких дефектов производится по контролю составляющих частотного спектра, характерных для таких дефектов. При наличии на абразивном инструменте одного (нескольких) зерна с ухудшенными режущими свойствами или при пропадании частиц ишама между зернами возможно появление мелких прижогов. Характерным здесь является то,, что размеры и частота появления таких дефектов на обработанной поверхности связаны с режимами обработки, а именно с отношением скоростей вращения круга и детали. Так, например, при шлифовании желобов внутренних колец подшипника 204 их отношение примерно равно 2,8, т.е. частота появления прйжога на обработанной поверхности имеет ту же кратность (за 10 оборотов детали на ней будет сделано 28 рисок прйжога, если условия обработки рпособствуют его появлению). Линейные размеры близки к размеру микростружек, снимаемых
311674894
одним (группой) зерном (О,1,....О Зрсизделия в устройстве), на выходе фильхО,5,.., 1,5 мм).тра 11 появляется {Напряжение, пропорПри контроле таких изделий с по-ционалъно вели.чйнё-йр1вкогов. я
мощью предлагаемого устройства на вы-повышения чувствитёй нослй могут быть
ходе псшосового фильтра 11, настроен- 5включены параллельно несколько фильного на частоту, характерную для тров с кратными частотами (2 , 31-,
условий прижогообразования (в рас-4fg ). При превьшенКи вьвсодным напрясматриваемом примере частота настрой-жением фильтра i1 порогового значения
ки фильтра g ( 28, гдесхема 12 сравнения вьщает сигнал,
U)g - частота вращения контролируемого Офиксирующий описанный дефект.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для деректоскопии изделий из ферромагнитных материалов | 1986 |
|
SU1425533A1 |
| Устройство для дефектоскопии протяженных электропроводных изделий | 1980 |
|
SU945767A1 |
| Модуляционный дефектоскоп | 1980 |
|
SU868546A1 |
| Устройство для контроля изделий из ферромагнитного материала | 1990 |
|
SU1820315A1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ ЭЛЕКТРОПРОВОДЯЩИХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2610931C1 |
| ЭЛЕКТРОМАГНИТНЫЙ ДЕФЕКТОСКОП ДЛЯ ОБНАРУЖЕНИЯ КОРРОЗИОННЫХ ПОВРЕЖДЕНИЙ СТЕНОК ФЕРРОМАГНИТНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2397485C2 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2090882C1 |
| Электромагнитный ориентатор | 1980 |
|
SU916968A1 |
| Устройство для электромагнитного контроля металлических изделий | 1982 |
|
SU1057844A1 |
| Двухчастотный модуляционный дефектоскоп | 1977 |
|
SU847174A1 |
УСТРОЙСТВО ДЛЯ ДЕФЕКТОСКОПИИ ЭЛЕКТРОПРОВОДНЫХ ИЗДЕЛИЙ, содержащее накладной и проходной электромагнитные преобразователи, блок ориентирования и перемещения контролируемого изделия относительно преобразователей, генератор, соединенный с одним из преобразователей, последовательно соединенные детектору сумматор и схему сравнения, второй детектор и вторую схему сравнения, о т л и.чающееся тем, что, с целью повьшшния чувствительности и избирательности, оно снабжено входным генератором, подключенным к второму преобразователю, схемой вьщеления:. градиента, включенной между выходом с мматора и второй схемой сравнения, последовательно соединенными полосо о вым фильтром и третьей схемой сравнесл ния, выходы преобразователей подключены к входам первого и второго детекторов соответственно, выход второго детектора соединен с вторым входом сумматора, а выход последнего подключен к входу пол.осового фильтра. с 4 4 00 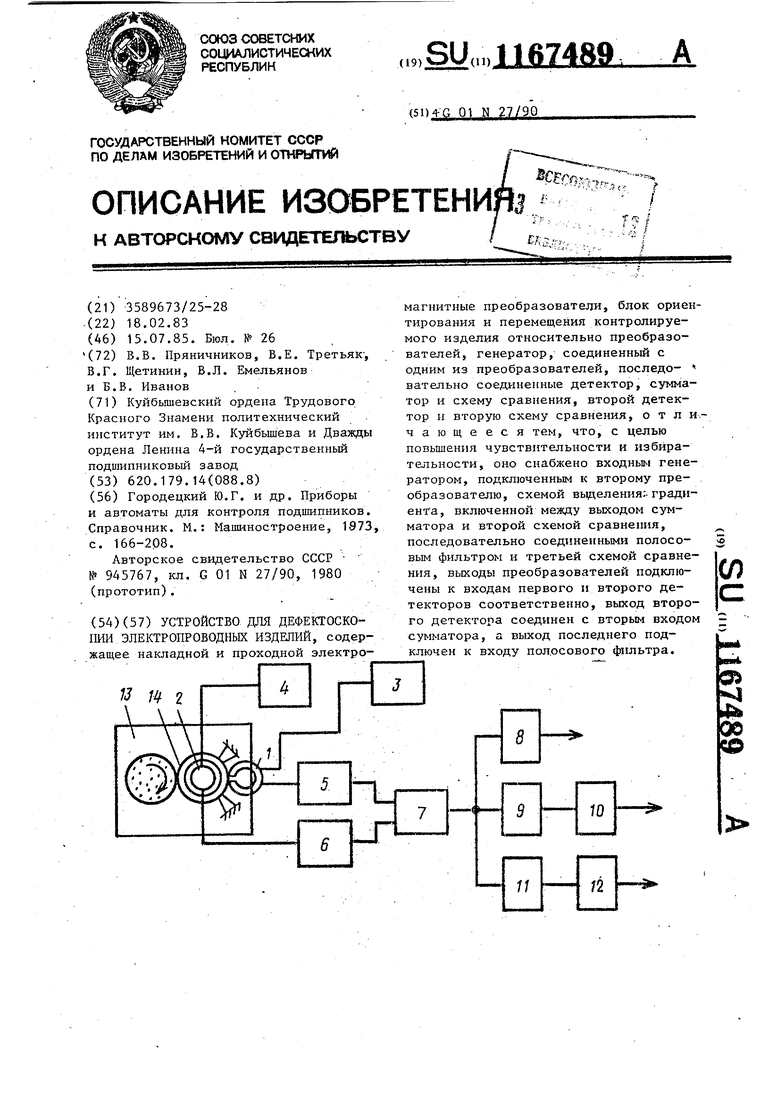
| Городецкий Ю.Г | |||
| и др | |||
| Приборы и автоматы для контроля подиипников | |||
| Справочник | |||
| М.: Машиностроение, 1873, с | |||
| Рельсовый башмак | 1921 |
|
SU166A1 |
| Устройство для дефектоскопии протяженных электропроводных изделий | 1980 |
|
SU945767A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
