Пресс-формы для изготовления режущих пластинок твердого сплава путем прессования металлокерамических порошков в матрице встречными пуансонами с последующим спеканием известны.
Основной отличительной особенностью предлагаемой пресс-формы для изготовления винтовых режущих пластинок твердого сплава является снабжение стенок сквозного отверстия матрицы внутренними продольными винтовыми канавками, соответственно профилю пластинки, трапециевидного сечения для винтовых выступов такого же сечения встречных пуансонов. Такое выполнение предлагаемой пресс-формы обеспечивает формование пластинки одновременно по всем ее винтовым поверхностям путем прессования вдоль продольной оси.
Отличительной особенностью видоизмененной пресс-формы является снабжение матрицы кольцевым вырезом для перемещаемых толкателями секторных встречных пуансонов, снабженных винтовыми рабочими поверхностями. Такое выполнение видиозманенной пресс-формы обеспечивает формование пластины путем ее прессования вдоль поперечной оси.
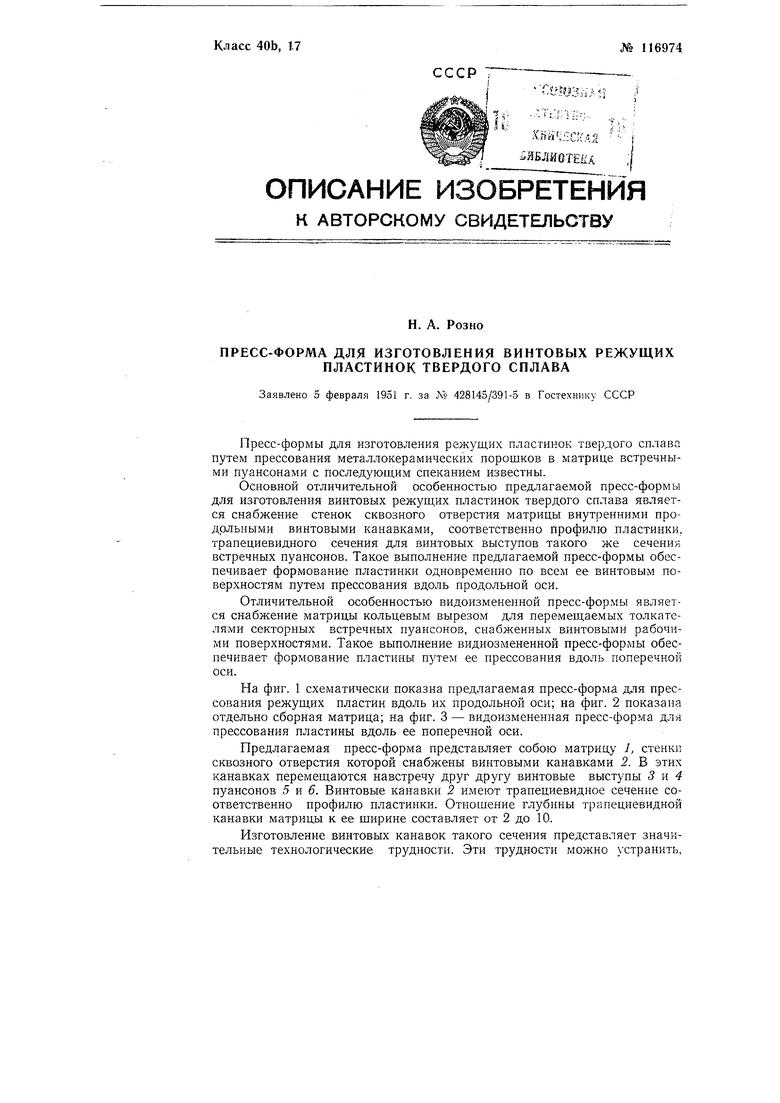
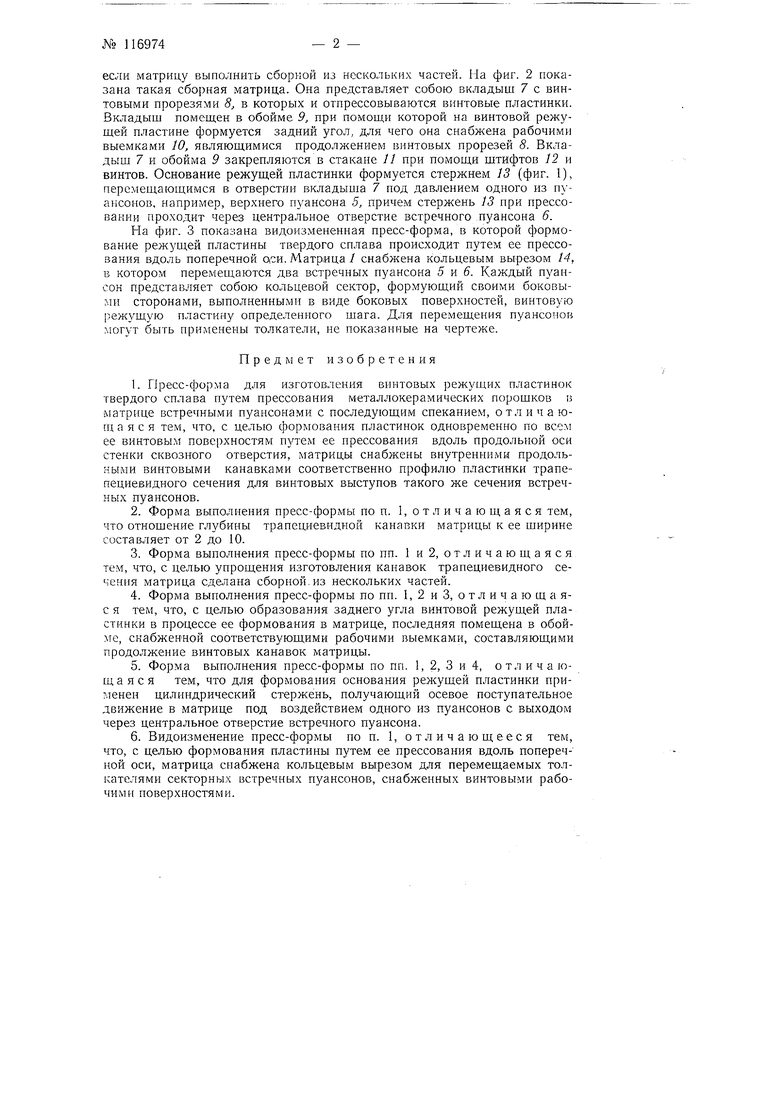
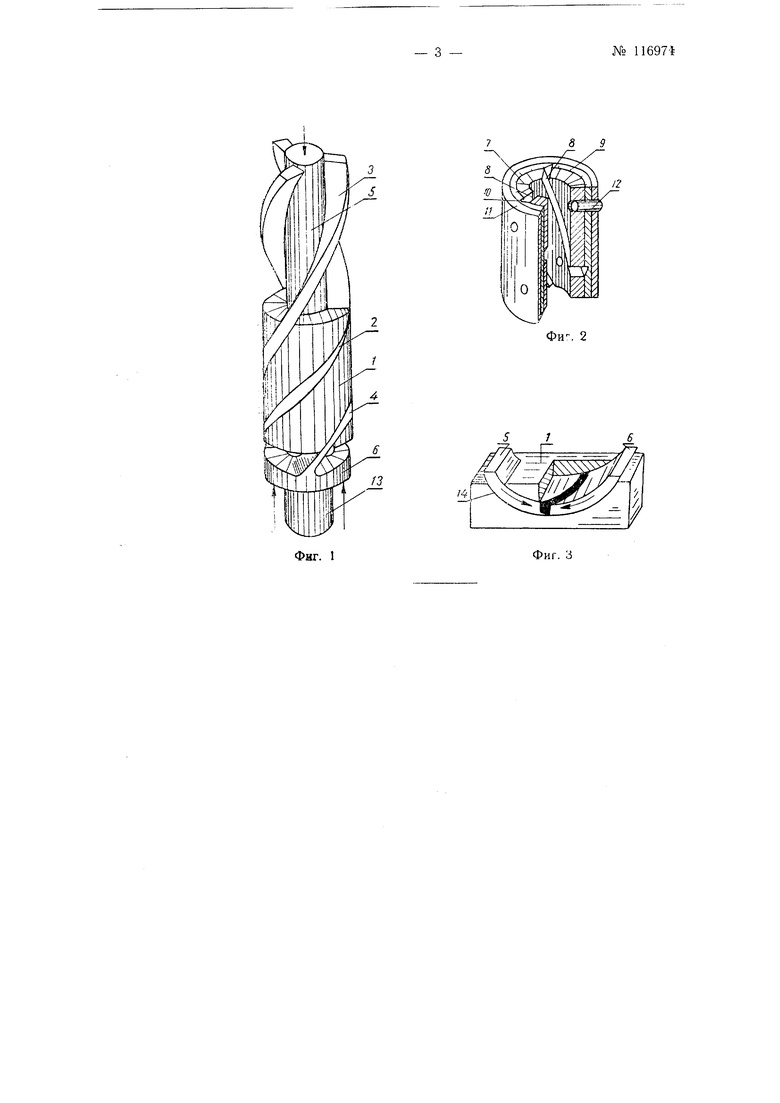
На фиг. 1 схематически показна предлагаемая пресс-форма для прессования режущих пластин вдоль их продольной оси; на фиг. 2 показана отдельно сборная матрица; на фиг. 3 - видоизмененная пресс-форма для прессования пластины вдоль ее поперечной оси.
Предлагаемая пресс-форма представляет собою матрицу 1, стеню сквозного отверстия которой снабжены винтовыми канавками 2. В этих канавках перемещаются навстречу друг другу винтовые выступы пуансонов 5 и 6. Винтовые канавки 2 имеют трапециевидное сечение соответственно профилю пластинки. Отношение глубины трапециевидной канавки матрицы к ее ширине составляет от 2 до 10.
Изготовление винтовых канавок такого сечения представляет значительные технологические трудности. Эти трудности можно устранить.
№ 116974
если матрицу выполнить сборкой из нескольких частей. На фиг. 2 иоказана такая сборная матрица. Она представляет собою вкладыш 7 с винтовыми прорезями 8, Б которых и отпрессовываются винтовые пластинки. Вкладыш помещен в обойме 9, при помоши которой на винтовой режущей пластине формуется задний угол, для чего она снабжена рабочими выемками 10, являющимися продолжением винтовых прорезей 8. Вкладыш 7 и обойма 9 закрепляются в стакане // при помощи штифтов 12 и винтов. Основание режущей пластинки формуется стержнем 13 (фиг. 1), перемещающимся в отверстии вкладыша 7 под давлением одного из пуансонов, например, верхнего пуансона 5, причем стержень 13 нри прессовании проходит через центральное отверстие встречного пуансона 6.
На фиг. 3 показана видоизмененная пресс-форма, в которой формование режущей пластины твердого сплава происходит путем ее прессования вдоль поперечной аси. Матрица / снабжена кольцевым вырезом 14, в котором перемещаются два встречных пуансона 5 и 6. Каждый пуансон представляет собою кольцевой сектор, формующий своими боковыми сторонами, выполненными в виде боковых поверхностей, винтовую режущую пластину определенного шага. Для перемещения пуансонов могут быть применены толкатели, не показанные на чертеже.
Предмет изобретения
1.Пресс-форма для изготовления винтовых режущих пластинок твердого сплава путем прессования металлокерамических порошков в матрице встречны.ми пуансонами с последующим спеканием, отличающ а я с я тем, что, с целью формования пластинок одновременно по всем ее винтовым поверхностям путем ее прессования вдоль продольной оси стенки сквозного отверстия, матрицы снабжены внутренними продольными винтовыми канавками соответственно профилю пластинки трапепециевидного сечения для винтовых выступов такого же сечения встречных пуансонов.
2.Форма выполнения пресс-формы по н. 1, о т л и ч а ю щ а я с я тем, что отнощение глубины трапециевидной канавки матрицы к ее щирине составляет от 2 до 10.
3.Форма выполнения пресс-формы но пп. 1 и 2, о т л и ч а ю щ а я с я тем, что, с целью упрощения изготовления канавок транециевидного сечения матрица сделана сборной.из нескольких частей.
4.Форма выполнения пресс-формы по пп. 1,2 и 3, о т л и ч а ю щ а яс я тем, что, с целью образования заднего угла винтовой режущей пластинки в процессе ее формования в матрице, последняя помещена в обойме, снабженной соответствующими рабочими выемками, составляющими продолжение винтовых канавок матрицы.
5.Форма выполнения пресс-формы по пп. 1, 2, 3 и 4, отличающаяся тем, что для формования основания режущей пластинки применен цилиндрический стержень, получающий осевое поступательное движение в матрице под воздействием одного из пуансонов с выходом через центральное отверстие встречного пуансона.
6.Видоизменение пресс-формы по н. I, отличающееся тем, что, с целью формования пластины путем ее прессования вдоль поперечной оси, матрица снабжена кольцевым вырезом для перемещаемых толкателями секторных встречных пуансонов, снабженных винтовыми рабочими поверхностями.