00
оо
О)
Изобретение относится к переработке пластмасс и может быть использовано на всех машиностроительных заводах для повышения прочности и долговечности штампов из пластмасс.
Цель изобретения - повышение прочности формблоков.
Формблок - матрица, при помоши которой получают детали обжатием листовой металлической заготовки резиной на гидравлическом прессе.
Пластмасса АСТ-Т представляет собой акриловую полимер-мономерную композицию холодного отверждения состава.:
Порошкообразная часть: порошок суспензионного полиметилметакрилата 98,1-98,5 перекись бензоила1,3-1,7
двуокись титана0,2
Жидкая часть: метиловый эфир метакриловой кислоты96,7-97,3
диметиланилин2,7-3,3
При производстве формблоков методом прессования принимают соотношение порошкообразной и жидкой частей пластмассы 2:1 (по массе).
Пример. Формблок изготавливают следуюшим образом.
Изготавливают деревянную мастер-модель штампуемой детали, укрепляют ее на опорной плите, устанавливают обечайку, изготовленную из листовой декапированной стали, смазывают модель и внутреннюю поверхность обечайки разделительным составом (кремнийорганическая жидкость ПЭС-5 или ПМС-5). Непосредственно перед применением полимерную и мономерную части пластмассы АСТ-Т замешивают в соотношении 2:1 по массе, заливают на мастер-модель (внутрь обечайки) и выдерживают в течение 10-15 мин (в зависимости от температуры окружающей среды, т.е. 20-25°С) для получения необходимой консистенции массы. При этом полимер постепенно набухает
В мономере и масса проходит следующие стадии: смачивание полимерных частиц мономером без внутреннего пропитывания; набухание полимерных частиц с поверхности и частичное растворение их в мономере (масса становится липкой); дальнейщая диффузия мономера внутрь частиц, в результате чего снижается количество свободного мономера (масса становится удобной для формования и теряет липкость, приобретая упругость) . После достижения такого состояния акриловой композиции на нее укладывают лист ударопрочного полистирола марки ПВФ, вырезанный по внутреннему контуру обечайки (формблока) толщиной 1,5-6мм, шириной 15 мм и длиной 120 мм, сверху устанавливают пуансон (запрессовочная плита), и все приспособление - пресс-форму устанавливают под пресс. Размер пресс-формы 10 X 15 X 120 мм.
Прессование производят при комнатной температуре и удельном давлении 4-5 МПа с выдержкой 60 мин, после чего извлекают формблок из приспособления (пресс-формы) и проводят испытания. Определяют прочность образцов в зависимости от толщины армирующего листа ударопрочного полистирола.
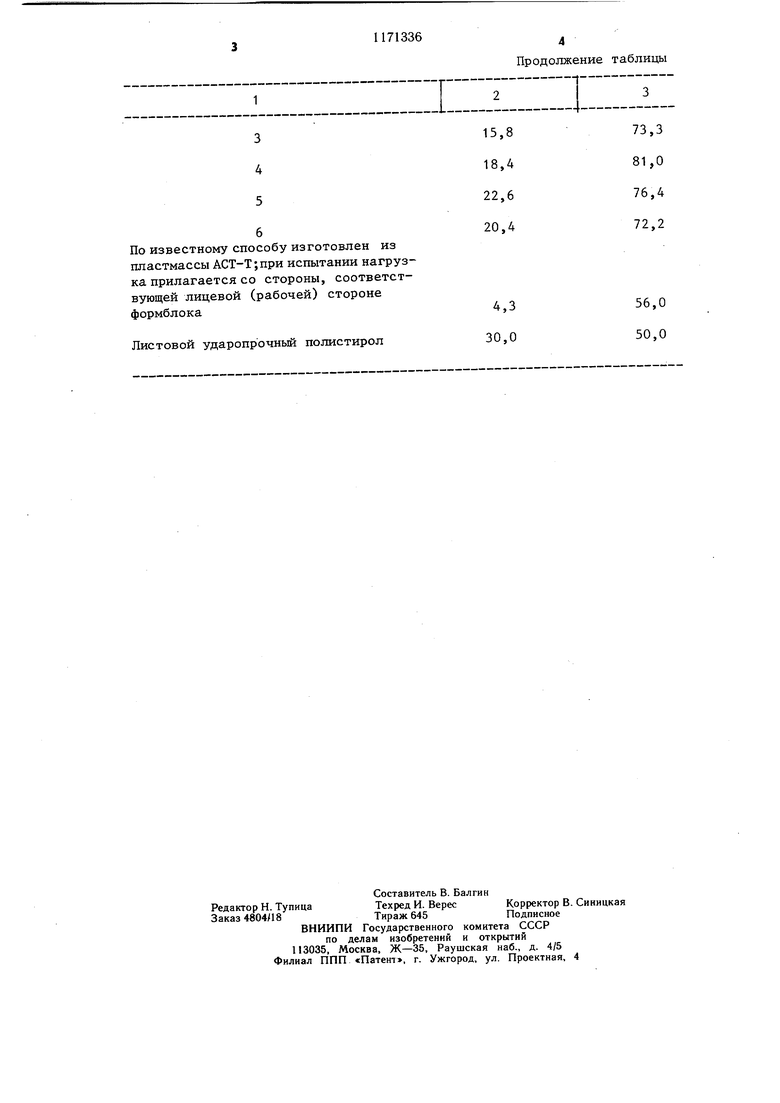
В таблице приведены данные испытаний образцов, полученные по предлагаемому и известному способам.
Анализ таблицы показывает, что применение предлагаемого способа по сравнению с известным дает возможность значительно повысить прочность формблоков: ударную вязкость на 197-425% и разрушающее напряжение при изгибе на 10-45%.
Использование предлагаемого способа позволяет значительно увеличить долговечность и надежность пластмассовых формблоков при штамповке алюминия и использовать их для изготовления деталей из декапированной стали, дюралюминия и других более прочных материалов.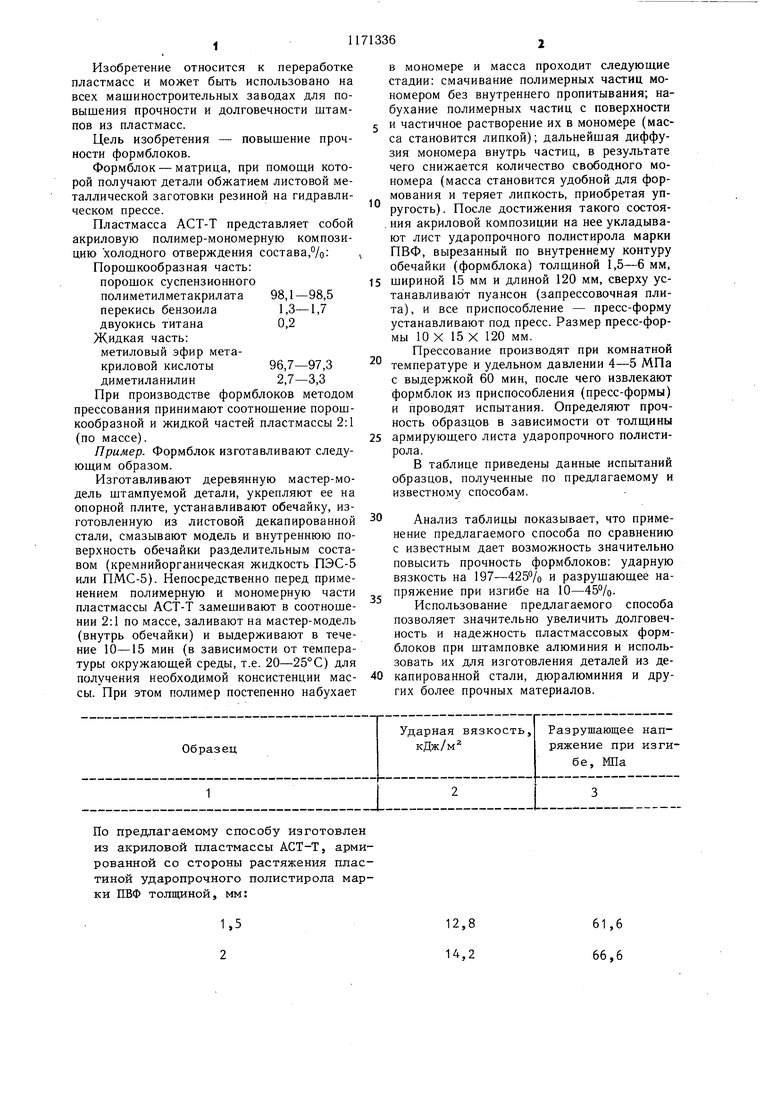
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТМАССОВЫЕ КОМПОЗИЦИИ, ИМЕЮЩИЕ ВИД МИНЕРАЛОВ | 1998 |
|
RU2221828C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МОДЕЛЕЙ | 1995 |
|
RU2090297C1 |
| УЛУЧШЕННЫЕ МОДИФИЦИРОВАННЫЕ КАУЧУКОМ МОНОВИНИЛИДЕНАРОМАТИЧЕСКИЕ ПОЛИМЕРЫ И ИЗГОТОВЛЕННЫЕ ИЗ НИХ ИЗДЕЛИЯ | 2005 |
|
RU2397992C2 |
| МОНОВИНИЛОВЫЕ АРОМАТИЧЕСКИЕ ПОЛИМЕРЫ, НАГРЕВАЕМЫЕ МИКРОВОЛНОВЫМ ИЗЛУЧЕНИЕМ | 2008 |
|
RU2438867C1 |
| МОДИФИКАТОР УДАРНОЙ ПРОЧНОСТИ И КОМПОЗИЦИЯ УДАРОПРОЧНОГО ТЕРМОПЛАСТА | 2011 |
|
RU2583810C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1999 |
|
RU2214921C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОМПОЗИЦИОННОГО ПОЛИМЕРНОГО МОНЕТНО-ЖЕТОННОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ | 2020 |
|
RU2728156C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ШТАМПОВКИ | 2003 |
|
RU2248258C1 |
| ПЕРЕРАБАТЫВАЕМЫЕ ИЗ РАСПЛАВА ТЕРМОПЛАСТИЧНЫЕ КОМПОЗИЦИИ | 2000 |
|
RU2238286C2 |
| КОМПОЗИЦИЯ, ЭКСТРУДИРУЕМАЯ СОВМЕСТНО С ПВФ (ПОЛИВИНИЛИДЕНФТОРИДОМ) | 2003 |
|
RU2249022C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМБЛОКОВ путем заливки в пресс-форму полимер-мономерной акриловой композиции и прессования с удельным давлением 4-5 МПа, отличающийся тем, что, с целью повышения прочности формблоков, перед прессованием композицию выдерживают в течение 10- -15 мин и покрывают листом ударопрочного полистирола толщиной 1,5-6 мм; вырезанным по размеру формблока. (Л с
По предлагаемому способу изготовлен из акриловой пластмассы АСТ-Т, армированной со стороны растяжения пластиной ударопрочного полистирола марки ПВФ толщиной, мм:
1,5 2
12,8
61,6 14,2 66,6 По известному способу изготовлен из пластмассы АСТ-Т;при испытании нагрузка прилагается со стороны, соответствующей лицевой (рабочей) стороне формблока Листовой ударопрочньй полистирол
Продолжение таблицы 4,356,0 30,050,0
| Штурман А | |||
| А | |||
| Самотвердеющая акриловая пластмасса в конструкциях штампов для холодной штамповки | |||
| Пластические массы, 1961, № 9, с | |||
| И | |||
| Карпин В | |||
| Л | |||
| Опыт применения пластмасс при изготовлении технологической оснастки | |||
| Сб | |||
| «Пластмассы в машиностроении и приборостроении | |||
| Киев : Гостехиздат, УССР, 1961, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
