iU
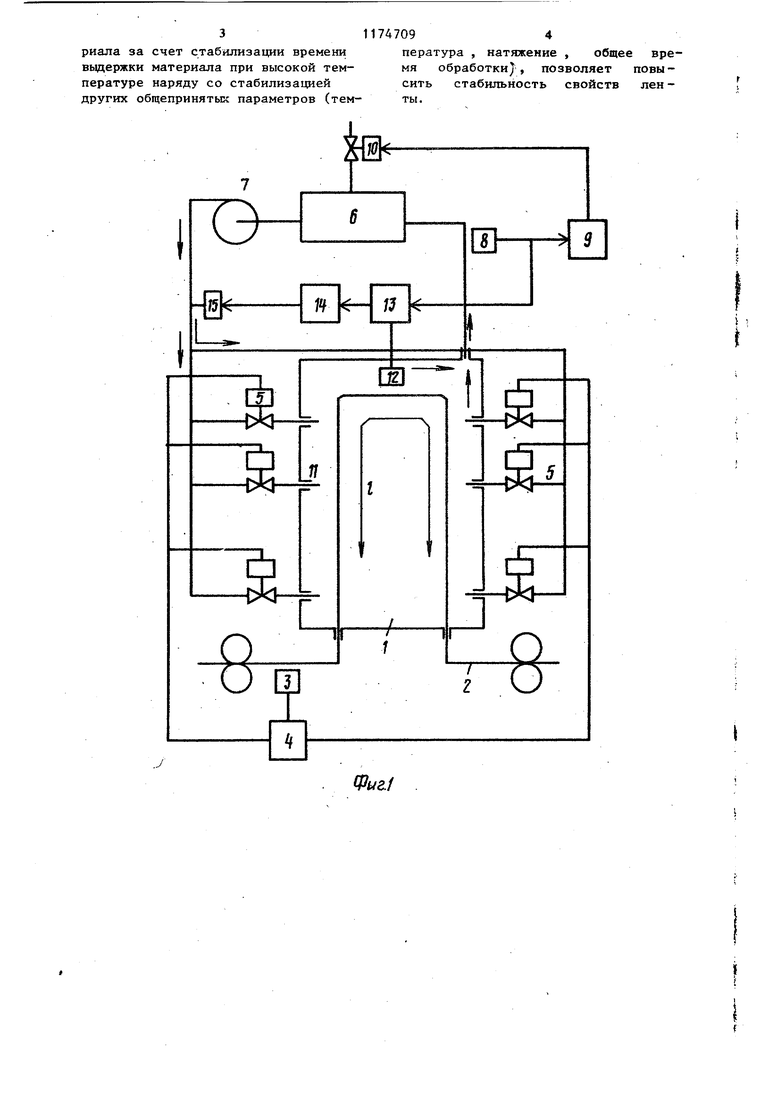
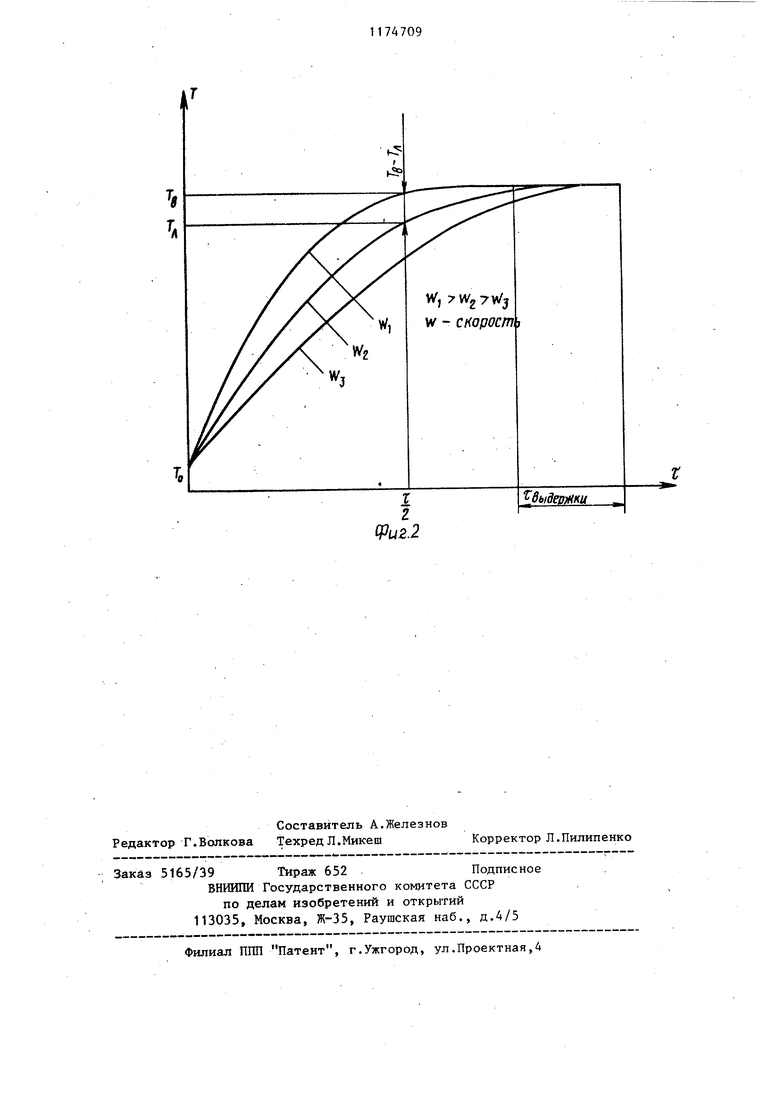
vj 1 1 Изобретение относится к термичес кой обработке ленты шинного корда из полимерных материалов в производ стве шин. Целью изобретения является повышение качества термообработки. На фиг. 1 изображена блок-схема установки для термичедкой обработки ленты из полимерного материала; на фиг. 2 - изменение температуры лент во времени при различных скоростях движения воздуха. Установка содержит термобашню-1, сквозь которую проходит лента 2 из полимерного материала, датчик 3 ско рости движения ленты устройство 4 управления количеством включенных сопел, исполнительные устройства 5 для включения и выключения заслонок воздухоподогреватель 6, циркуляцион ный вентилятор 7, датчик 8 температуры воздуха, регулятор 9 температуры воздуха, исполнит(вльное устрой ство 10 для изменения подачи топлив сопла 11 для подачи воздуха, датчик 12 температуры ленты, сумматор 13, регулятор 14 разности температур, исполнительное устройство 15. Установка работает следую1вим образом. При движении ленты 2 через термобашню 1 она обдувается через сопла 11 горячим воздухом, подаваемым из воздухоподогревателя 6 с помощью циркуляционного вентилятора 7. Отра ботанный воздух из термобашни 1 поступает вновь в воздухоподогреватель 6, двигаясь в замкнутом контуре. Температура воздуха поддерживается постоянной с помощью автоматической система регулирования, включающей датчик 8 температуры воздуха регулятор 9 и исполнительное устрой ство 10. При различных скоростях дн жения ленты 2 устройство 4 управления количеством включенных сопел, получая сигнал с датчика 3 скорости движения ленты, подключает к линии подачи горячего воздуха различное количество сопел 11с помсш(ью исполнительных устройств 5, причем при умей шении скорости движения ленты 2 отключается одновременно по два сопла 11 в нижней части термобашни 1. При этом изменяется длина t участка воздуйствия на ленту 2 во духа с высокой температурой таким образом, что величина ое ° 2 где V - скорость движения ленты; об общее время действия высокой температуры воздуха, т.е. время полной обработки ленты, остается примерно постоянной. При такой схеме отключения сопел 11 верхний участок ленты 2 всегда находится в середине зоны действия воздуха с высокий температурой при любой скорости V движения ленты 2. Температура ленты 2 в этой точке -зависит от интенсивности теплообмена ленты 2 с воздухом, причем теплообмен при конкретном устройстве сопел однозначно определяется скоростью.движения греющего воздуха. При известном законе изменения температуры ленты и постоянном характере распределения температур по объему термобащии время полного прогрева (2пр-1 0Б-« ВОЗА можно оценить по величине Tg-T, где Tg - температура воздуха ; Тд - температура ленты в промежуточной точке зоны обработки. При наличии каких-либо отклонений в процессе (например, при изменении влажности ленты, ее начальной температуры Т. и т.д.) изменяется и Тд. Это изменение воспринимается датчиком 12, сигнал с которого поступает в сумматор 13. Выходной сигнал сумматора 13 равен , что необходимо для учета возможных колебаний температуры греющего воздуха. Регулятор 14 на основании сравнения выходного сигнала -су даатора 13 с заданием вырабатывает командный сигнал, который поступает на исполнительное устройство 15, меняющее скорость воздуха. При изменении скорости воздуха меняется скорость прогрева ленты 2 так, чтобы в точке контроля обеспечить Это обеспечивает постоянное значение температуры прогрева, а следовательно, -Сор , т.е. решается задача стабилизации времени вьщержки ленты в прогретом состоянии даже при переменной температуре воздуха. Существенным фактором в предлагаемом устройстве является расположение датчика 12 температуры ленты 2 в середине участка обработки, так как в этом случае не нужно менять задание регулятору 14 при изменении скорости движения ленты 2. Предлагаемое устройство для термической обработки полимерного материала за счет стабилизации времени вьщержки материала при высокой температуре наряду со стабилизацией других общепринятых параметров (температура , натяжение , общее время обработки}, позволяет повысить стабильность свойств лен ты.
е

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления термической обработкой ленты в термобашне | 1981 |
|
SU981789A1 |
| Устройство для управления системой горячего водоснабжения зданий | 1983 |
|
SU1150439A1 |
| КОТЕЛЬНАЯ УСТАНОВКА | 1991 |
|
RU2053438C1 |
| ТЕПЛОВАЯ ЭЛЕКТРИЧЕСКАЯ СТАНЦИЯ | 2010 |
|
RU2450131C2 |
| Система автоматического управления температурным режимом наклонной диффузионной установки | 1984 |
|
SU1252340A1 |
| Способ управления подключением и прогревом подогревателя высокого давления паротурбинной установки | 1989 |
|
SU1710788A1 |
| Устройство автоматического регулирования червячной машины для переработки полимерного материала | 1977 |
|
SU701829A1 |
| Установка для получения сорбционно-фильтрующих материалов из растворов полимеров методом аэродинамического формования с повышенной сорбционной активностью | 2023 |
|
RU2810291C1 |
| Способ управления пуском установки жидкофазного окисления углеводородов | 1986 |
|
SU1328341A1 |
| СПОСОБ ТЕРМООБРАБОТКИ СИНТЕТИЧЕСКОГО ТЕКСТИЛЬНОГО МАТЕРИАЛА | 2000 |
|
RU2164570C1 |
УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛЕНТЫ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА, содержащая термобашню с сопловыми насадками, подключенными к воздушному циркуляционному контуру. снабженному датчиком температуры воздуха с регулятором, датчик скорости движения ленты, связанный с устройством зшравления количеством включенных сопл, и контур регулирования натяжения ленты, отличающаяся тем, что, с целью повышения качества термообработки, установка дополнительно содержит установленный в термобашне датчик температуры ленты, сумматор с регулятором разности температур на выходе, подключенн1 одним входом к датчику температуры ленты, и исполнительный механизм, устано1зленный на воздушном циркуляционном контуре перед соп(Л ловыми нacaдкa fи и связаннь с регулятором разности температур.
П
|
(Риа/
8ыдер}Нки
I 2
Cpu2.2
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Расчетно-пояснительная записка | |||
| Тамбов, ВНИИРТмаш, 1967, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
