Изобретение относится к области термообработки движущегося синтетического текстильного материала, преимущественно шинного корда.
Известен конвективный способ термообработки движущегося шинного корда, при котором теплоноситель после подогрева в калориферах, работающих на газе или жидком топливе, при помощи циркуляционного вентилятора нагнетается в раздаточный коллектор, из которого осуществляется равномерное распределение теплоносителя по раздаточным соплам, расположенным вдоль зоны термообработки и струйный обдув корда нагретым теплоносителем [В.И. Коновалов, А.М. Коваль. Пропиточно-сушильное и клеепромазочное оборудование. М.: Химия, 1989. с. 141].
Недостатком данного способа является низкий коэффициент полезного использования энергоресурсов, затрачиваемых на циркуляцию теплоносителя, поскольку одинаково интенсивный обдув корда осуществляется как на стадии прогрева, так и на стадии выдержки корда в прогретом состоянии, на которой нет необходимости в интенсивном обдуве корда ввиду равенства температур корда и теплоносителя. Кроме того, указанное обстоятельство вызывает неоправданное увеличение инерционности управления температурой теплоносителя, напрямую зависящей от объемного расхода подогреваемого теплоносителя, что отрицательно сказывается на характеристиках системы управления температурой термообработки и качестве обработки корда.
Известен способ инфракрасно-конвективной термообработки нейлоновой ткани, включающий инфракрасный нагрев совместно с вынужденной конвекцией на стадии сушки и нагрева ткани и инфракрасный нагрев совместно с естественной конвекцией на стадии выдержки ткани в прогретом состоянии [Бохерт P., Юбиц В. Техника ИК-нагрева. - М.-Л.: Госэнергоиздат, 1963. с.151]. При этом способе источниками инфракрасного излучения являются электрические керамические трубчатые излучатели с температурой поверхности излучения 500-800oC, расположенные под горизонтально движущейся тканью и снабженные поворотными механизмами с целью управления интенсивностью потока инфракрасного излучения. На стадии выдержки ткани при высокой температуре осуществляется дополнительный конвективный подвод тепла за счет потока теплого воздуха, поднимающегося от излучателей.
Данный способ позволяет обеспечить равномерный нагрев по ширине ткани и точность поддержания температуры ткани в пределах 2oC за счет плавного регулирования энергетической освещенности нагреваемой ткани. К недостаткам данного способа следует отнести высокие потери тепла вследствие свободного обтекания поверхности излучателей окружающим воздухом и уноса значительной доли выделяющейся в излучателях тепловой энергии, которая для данного типа излучателей составляет 55-80% от общей отдачи тепловой энергии поверхностью излучателей [Левитин И.Б. Применение инфракрасной техники в народном хозяйстве. - Л.: Энергоиздат, 1981. - с. 142]. Необходимость свободного обтекания излучателей окружающим воздухом является спецификой применения излучателей, которая заключается в том, что в случае работы излучателей в замкнутом теплоизолированном пространстве вследствие значительной доли конвективного теплового потока с поверхности излучателей произойдет прогрев воздуха до температуры, близкой к температуре излучателей, что вызовет перегрев нагреваемого материала и выход из строя излучателей.
Наиболее близким к предлагаемому изобретению по сущности и достигаемому результату является способ инфракрасно-конвективной термообработки, реализованный в установке УТГ-140 для термообработки синтетической ткани, суть которого заключается в нагреве ткани инфракрасным излучением с помощью кварцевых трубчатых галогенных ламп, применяемых совместно с системой отражателей, и в выдержке ткани при повышенной температуре путем проводки ткани в воздухе, нагреваемом от наружных поверхностей отражателей [Попов П.И., Тортев Е. А., Куженькин В.А. Установка для термообработки ткани коротковолновым ИК-излучением. Текстильная промышленность. - 1991, N 6, С. 40-41]. Заданная температура ткани в конце стадии нагрева поддерживается путем изменения напряжения электрического тока, подаваемого на излучатели, и соответствующего изменения интенсивности потока излучения. С целью снижения концентрации паров пропиточного состава, испаряющегося из ткани на стадии нагрева, из установки постоянно осуществляется частичное удаление воздуха, содержащего примеси, взамен которого поступает чистый воздух извне.
За счет того, что тепло, затраченное на нагрев отражателей, используется для подогрева воздуха на стадии выдержки, данный способ позволяет повысить по сравнению с предыдущими способами коэффициент полезного использования расходуемых в процессе термообработки энергоресурсов. Недостатками данного способа являются отсутствие системы управления температурой воздуха на стадии выдержки ткани в прогретом состоянии, за счет чего возможны отклонения температуры ткани от заданной и соответствующее снижение качества обработки материала, а также преждевременный выход из строя источников излучения и рабочих поверхностей отражателей в результате загрязнения их остатками пропиточного состава, испаряющимися из ткани на стадии прогрева.
Изобретением решаются задачи повышения качества обработки текстильного синтетического материала и повышения надежности функционирования оборудования, обеспечивающего заданный тепловой режим термообработки текстильного материала.
Сущность заявленного изобретения заключается в том, что в способе, включающем стадию нагрева и стадию выдержки материала при заданной температуре, подвод тепла к материалу посредством конвекции и инфракрасного излучения, нагрев теплоносителя в зоне конвективного теплоподвода за счет контакта с поверхностью источников инфракрасного излучения, удаление отработанного теплоносителя из зоны конвективного теплоподвода и приток в зону конвективного теплоподвода чистого воздуха извне, согласно изобретению конвективный подвод тепла к материалу осуществляют на стадии нагрева посредством обдува нагретым теплоносителем, инфракрасный нагрев материала осуществляют на стадии выдержки материала при заданной температуре при помощи инфракрасных излучателей, при этом нагретый теплоноситель подают к поверхности материала через нагнетательные сопла, теплоноситель из зоны термообработки отводят через всасывающие сопла в подогреватель и частично удаляют через воздуховод отбора отработанного теплоносителя, а чистый воздух, предварительно нагретый поверхностью излучателей, смешивают с теплоносителем, поступающим на подогрев.
Заявленный способ поясняется чертежом, на котором изображена схема установки для термообработки материала и схема движения теплоносителя. На чертеже показаны камера термообработки 1, зона нагрева 2, зона выдержки материала при заданной температуре 3, обрабатываемый материал 4, нагнетательные сопла 5, всасывающие сопла 6, раздаточный воздуховод 7, всасывающий воздуховод 8, воздухоподогреватель 9, циркуляционный вентилятор 10, инфракрасные излучатели 11, воздуховод 12 отбора отработанного теплоносителя, вентилятор 13 отбора отработанного теплоносителя, вентилятор 14 отбора нагретого воздуха из зоны выдержки.
Способ осуществляется следующим образом. Материал 4 в виде непрерывной кордной ленты поступает в камеру термообработки 1 в зону 2, где происходит его прогрев до заданной температуры путем обдува нагретым теплоносителем при прохождении материала между нагнетательными соплами 5 и всасывающими соплами 6, расположенными вдоль зоны нагрева 2. Затем прогретый материал поступает в зону выдержки 3, в которой осуществляется инфракрасный нагрев материала при помощи излучателей 11 с целью компенсации отклонений температуры материала на стадии выдержки в зоне 3 от заданного значения. При помощи циркуляционного вентилятора 10 охлажденный за счет теплоотдачи к материалу в зоне прогрева 2 теплоноситель поступает во всасывающие сопла 6, далее - во всасывающий воздуховод 8, воздухоподогреватель 9, раздаточный воздуховод 7 и через нагнетательные сопла 5 подается к поверхности материала. С целью удаления из теплоносителя примесей, образующихся при испарении пропиточного состава с поверхности материала, часть теплоносителя при помощи вентилятора 13 удаляется через воздуховод отбора отработанного теплоносителя 12. Взамен удаленного теплоносителя при помощи вентилятора 14 из зоны 3 выдержки в контур циркуляции теплоносителя подается нагретый за счет контакта с поверхностью излучателей 11 воздух, который затем смешивается с теплоносителем, поступающим на подогрев.
При использовании заявленного изобретения достигается следующий результат:
- повышение качества обработки текстильного материала достигается за счет применения на стадии выдержки материала при заданной температуре инфракрасного подвода тепла, позволяющего обеспечить заданное распределение плотности теплового потока на поверхности материала вдоль зоны выдержки и тем самым поддерживать температуру корда в зоне выдержки на заданном уровне с требуемой точностью;
- надежность функционирования оборудования, обеспечивающего заданный тепловой режим термообработки текстильного материала, повышается за счет исключения контакта паров пропиточного состава с поверхностью излучателей, поскольку последние применяются на стадии выдержки, на которой влажность материала практически равна нулю и загрязнения воздуха парами пропиточного состава не происходит; кроме того, возможность загрязнения воздуха парами пропиточного состава в зоне выдержки исключается за счет постоянного притока в зону выдержки воздуха извне и отвода теплоносителя, нагретого поверхностью излучателей, в контур циркуляции зоны нагрева с последующим частичным удалением из контура циркуляции теплоносителя, содержащего пары пропиточного состава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМООБРАБОТКИ СИНТЕТИЧЕСКОГО ТЕКСТИЛЬНОГО МАТЕРИАЛА | 2000 |
|
RU2167228C1 |
| Установка для сушки ленточных материалов | 1981 |
|
SU979811A1 |
| Электрическая печь для выпечки хлебобулочных и мучных кондитерских изделий | 1990 |
|
SU1708224A1 |
| Установка для конвективно-радиационной сушки длинномерных материалов | 1981 |
|
SU1036128A1 |
| Печь для производства хлебобулочных и мучных кондитерских изделий | 1990 |
|
SU1750560A1 |
| Печь для выпечки хлебобулочных и мучных кондитерских изделий | 1990 |
|
SU1771640A1 |
| Печь для выпечки хлебобулочных и мучных кондитерских изделий | 1989 |
|
SU1692475A1 |
| Способ несминаемой отделки текстильного материала | 1980 |
|
SU897906A1 |
| СВЧ-КОНВЕКТИВНАЯ СУШИЛКА | 2012 |
|
RU2509275C1 |
| Способ термообработки тепло- и звукоизоляционных пеноасбовермикулитовых плит и устройство для его осуществления | 1988 |
|
SU1661174A1 |
Изобретение относится к термической обработке движущегося синтетического текстильного материала, преимущественно шинного корда, в камерах термообработки инфракрасно-конвективного действия. Изобретение обеспечивает повышение качества обработки текстильного синтетического материала и повышение надежности функционирования оборудования, поддерживающего заданный тепловой режим термообработки текстильного материала. Способ предусматривает разделение операции термообработки на стадии нагрева и выдержки материала в прогретом состоянии, причем конвективный теплоподвод осуществляется на стадии нагрева, а инфракрасный теплоподвод - на стадии выдержки. Теплоноситель подается к поверхности материала через нагнетательные сопла, через всасывающие сопла поступает в подогреватель и частично удаляется из контура циркуляции с целью постоянного удаления из зоны термообработки выделяющихся из материала газообразных веществ, а нагреваемый поверхностью излучателей воздух подается в контур циркуляции теплоносителя. 1 ил.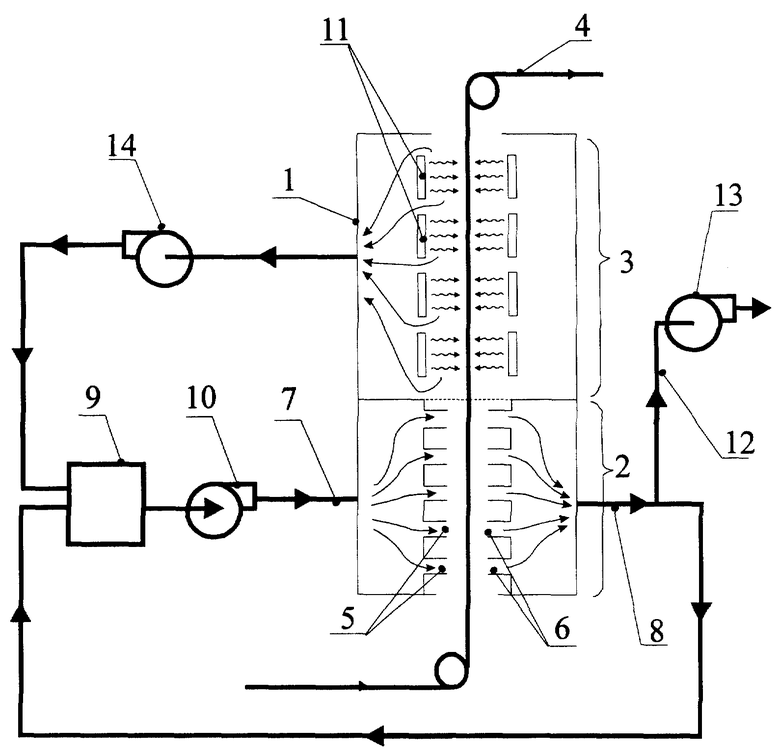
Способ термообработки синтетического текстильного материала, включающий стадию нагрева и стадию выдержки материала при заданной температуре, подвод тепла к материалу посредством конвекции и инфракрасного излучения, нагрев теплоносителя в зоне конвективного теплоподвода за счет контакта с поверхностью источников инфракрасного излучения, удаление отработанного теплоносителя из зоны конвективного теплоподвода и приток в зону конвективного теплоподвода чистого воздуха извне, отличающийся тем, что конвективный подвод тепла к материалу осуществляют на стадии нагрева посредством обдува нагретым теплоносителем, инфракрасный нагрев материала осуществляют на стадии выдержки материала при заданной температуре при помощи инфракрасных излучателей, при этом нагретый теплоноситель подают к поверхности материала через нагнетательные сопла, теплоноситель из зоны термообработки отводят через всасывающие сопла в подогреватель и частично удаляют через воздуховод отбора отработанного теплоносителя, а чистый воздух, предварительно нагретый поверхностью излучателей, смешивают с теплоносителем, поступающим на подогрев.
| ПОПОВ И.П | |||
| и др | |||
| Установка для термообработки ткани коротковолновым ИК-излучением | |||
| - Текстильная промышленность, 1991, № 6, с.40-41 | |||
| SU 1689470 A1, 07.11.1991 | |||
| Устройство для дозированной подачи смазки | 1987 |
|
SU1460521A1 |
| Способ тепловой обработки ткани | 1974 |
|
SU554333A1 |
| УСТРОЙСТВО для ТЕРМООБРАБОТКИ ЛЕНТОЧНЫХ МАТЕРИАЛОВ, НАПРИМЕР КОРДНОГО ПОЛОТНА | 0 |
|
SU390340A1 |
