Изобретение относится к металлорежущим станкам и может быть использовано для разборки преимущественно конических соединений деталей кольцевой формы, например для разъединения инструментальных оправок и режущих инструментов с коническими хвостовиками.
Целью изобретения является повышение надежности разборки соединений, у которых главная ось Z продольного сечения деталей расположена в пределах посадочного соединения, и достигается тем, что в устройстве для гидроразборки конических соединений устраняется взаимный перекос разъединяемых деталей и достигается равномерность раскрытия конического соединения по всей длине деталей.
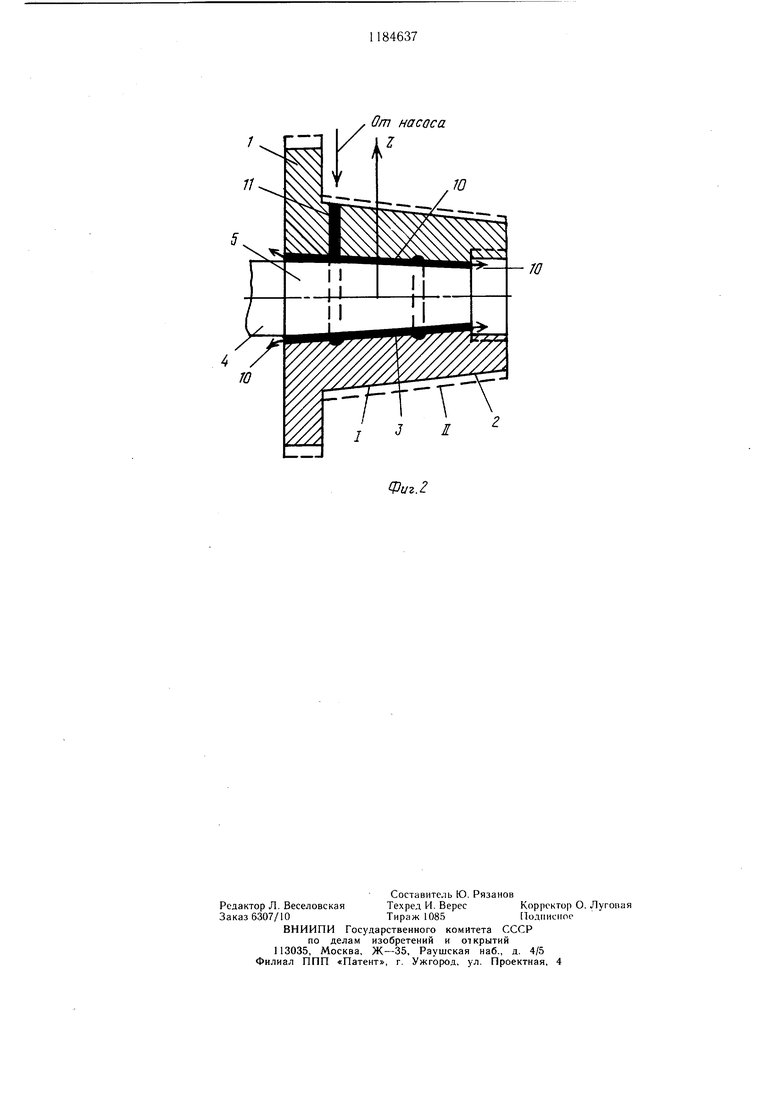
На фиг. 1 представлено коническое соединение (соединение инструментальной оправки и режущего инструмента с коническим хвостовиком), осевой разрез; на фиг. 2 - схема деформаций в процессе гидроразборки.
Инструментальная оправка содержит фланец 1, хвостовик 2 со сквозным посадочным отверстием 3 для закрепления в нем концевого режущего инструмента 4 с коническим хвостовиком 5 и резьбовым отверстием 6, предусмотренным действующим стандартом.
Посадочное отверстие 3 снабжено участком гидрораспора 7, выполненным в виде кольцевых проточек 8 и винтовых канавок 9, что делает изготовление более технологичным.
Для подачи рабочей жидкости 10 (например, масла) в теле оправки выполнен канал 11, связанный с источником давления, например насосом (не показан).
Края 12 посадочного отверстия 3 и границы 13 и 14 участка гидрораспора 7 вы полнены симметрично относительно главной оси Z продольного сечения оправки. Для исключения деформаций смятия нежесткого участка 15 хвостовика 5, образованного резьбовым отверстием 6, границы 13 и 14 участка гидрораспора 7 выполнены в пределах жесткого участка хвостовика 5.
Осевое положение главной оси Z относительно вспомогательной Zi расчета, за которую можно принять, например, лицевой торец 16 оправки, определяется расстоянием С, величину которого находят при проектировании оправки по формуле
f 7
гдеЛ| и J2 - геометрические характеристики сечения оправки.
Подбором размеров и формы продольного сечения оправки обеспечивают совмещение главной оси Z сечения оправки с серединой посадочного отверстия. Длина участка гидрораспора 7 определяется как удвоенная разность половины длины посадочного отверстия и глубины резьбового отверстия 6 хвостовика 5.
Симметричность положения участка гидрораспора относительно оси Z создает при гидроразборке чисто радиальное нагружение деталей, что обеспечивает исключительно радиальные деформации без взаимного углового выворачивания деталей, вследствие чего обеспечивается равномерность раскрытия конического соединения деталей по всей длине и повыщение надежности гидроразборки режущего инструмента.
Симметричность положения краев посадочного отверстия относительно оси Z обеспечивает максимальную длину участка гидрораспора и, следовательно, минимальное давление рабочей среды.
Разборку инструментов и оправки производят в следующей последовательности.
Оправку вместе с инструментом 4 вынимают из щпинделя станка (не показан). Из резьбового отверстия 6 хвостовика вывинчивают крепежный винт или шомпол (не показан). В резьбовое отверстие 6 хвостовика 5 ввинчивают с диаметральным натягом резьбовую пробку (не показана), которая обеспечивает повышение радиальной жесткости нежесткого участка 15 хвостовика 5.
Подводящий канал 1 1 оправки посредством быстросъемного приспособления (не показано) подключают к насосу, создающему требуемое давление масла 10, которое поступает в кольцевые проточки 8, деформирует сопряженные детали в радиальном направлении (положение II) без их взаимного перекоса, разъединяет посадочные поверхности хвостовика 5 и отверстия 3 оправки и прорывается за пределы оправки. При этом инструмент 4 под действием осевой составляющей силы гидрораспора извлекается из оправки без применения какихлибо дополнительных усилий.
Надежность гидроразборки может быть повыщена также подбором масла нужной вязкости.
От насоса Z
г
J I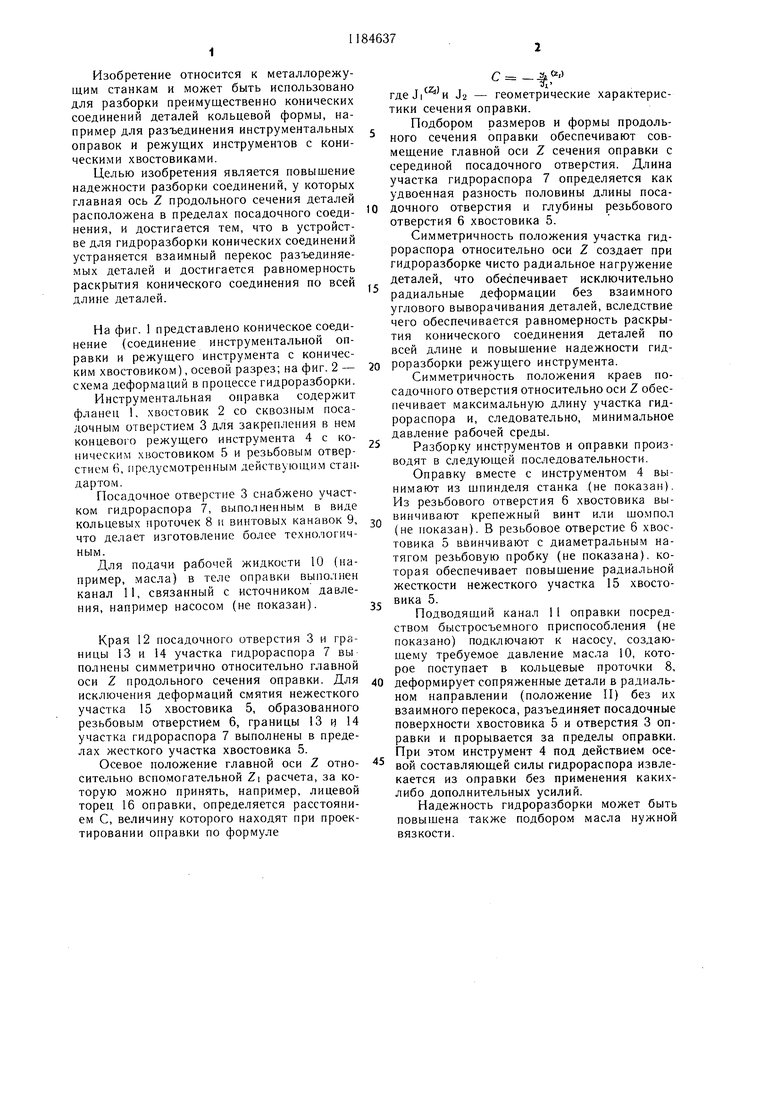
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2311269C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| МЕХАНИЗМ ФИКСАЦИИ ИНСТРУЛ\ЕНТАЛЬНОЙ ОПРАВКИ С РАДИАЛЬНЫМ СУППОРТОМ В ШПИНДЕЛЕ СТАНКА | 1972 |
|
SU348301A1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ МОДУЛЕЙ | 1991 |
|
RU2014196C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ХВОСТОВИКА | 2007 |
|
RU2404882C2 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Инструментальная оправка с повышенной жесткостью и виброустойчивостью | 2021 |
|
RU2777079C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| СЕПАРАТОР РОЛИКОВОГО ПОДШИПНИКА КАЧЕНИЯ | 2006 |
|
RU2316683C1 |
. УСТРОЙСТВО ДЛЯ РАЗБОРКИ КОНИЧЕСКИХ СОЕДИНЕНИЙ, включаюш,их жесткие и нежесткие участки, а 16 П также участок гидрораспора, образованный кольцевыми проточками и продольными канавками, соединенными с источником давления, отличающееся тем, что, с целью повышения надежности гидроразборки соединений, у которых главная ось Z продольного сечения деталей расположена в пределах посадочного соединения, края посадочного соединения и границы кольцевых проточек участка гидрораспора расположены симметрично относительно упомянутой оси и в пределах жестких участков разъединяемых деталей. 2. Устройство пО п. 2, отличающееся тем, что продольные канавки выполнены винтовыми. (Л сх О) со Г5 J 7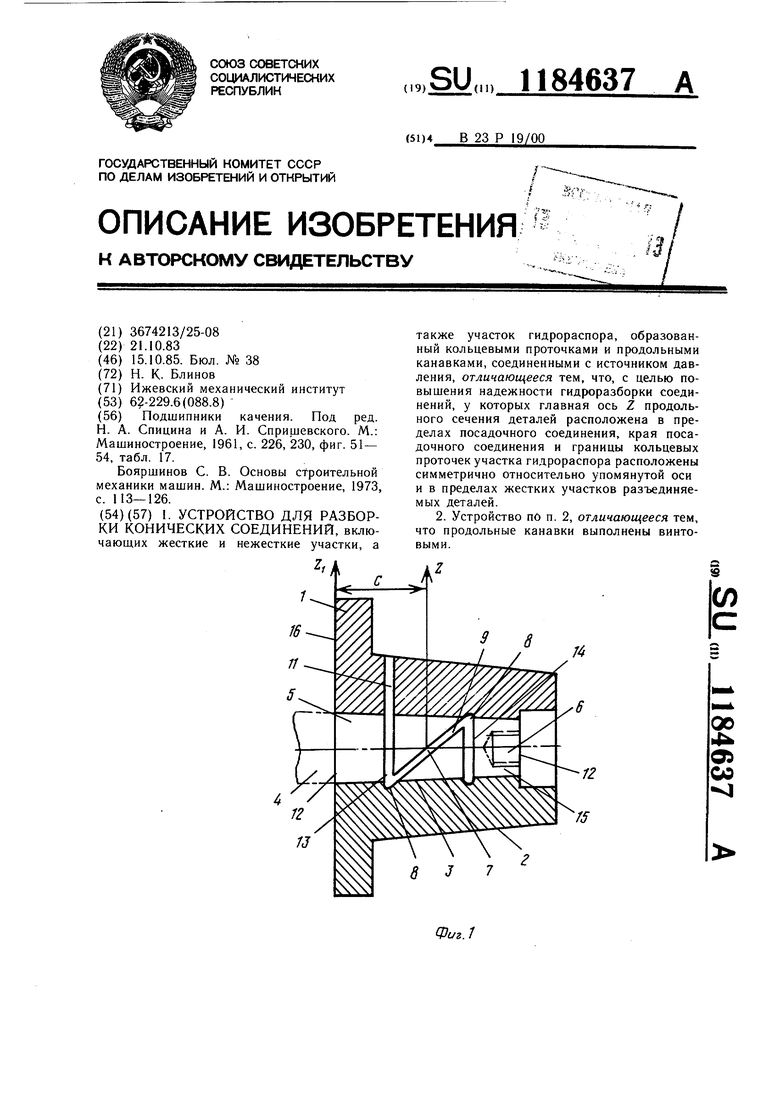
| Подшипники качения | |||
| Под ред | |||
| Н | |||
| А | |||
| Спицина и А | |||
| И | |||
| Спришевского | |||
| М.: Машиностроение, 1961, с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Бояршинов С | |||
| В | |||
| Основы строительной механики машин | |||
| М.: Машиностроение, 1973, с | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
