Изобретение относится к автоматизированному оборудованию для групповой пайки печатных плат, в частности к вспомогательному оборудованию для подсушки флюса, нанесенного на нижнюю поверхность печатных плат и на выводы радио- и электроэлементов, установленных на них, и для предварительного нагрева печатных плат с целью уменьшения теплового удара при соприкосновении с расплавленным припоем в момент групповой пайки, и может быть использовано в различных отраслях промышленности в условиях поточного или массового производства печатных плат и блоков.
Цель изобретения - повышение качества сушки флюса и подогрева печатных плат перед групповой пайкой путем согласования прямого количества тепловой энергии, подводимой к печатной плате, и подводимого воздушного потока со скоростью испарения и количеством растворителя флюсующего состава, а также путем обеспечения благоприятного режима активации для эффективного взаимодействия активных компонентов флюсуюш,его состава с соответствуюш,ими местами поверхности печатной платы и материалом выводов радио- и электроэлементов, установленных на плате.
Цель достигается тем, что устройство сушки флюса и подогрева печатных плат, содержаш,ее узел подачи печатных плат, корпус с последовательно установленными блоками сушки и подогрева, в которых расположены трубчатые электронагреватели и вентилятор, снабжено установленными под трубчатыми электронагревателями теплоотражателями блока сушки и блока подогрева, в теплоотражателе блока сушки между трубчатыми электронагревателями выполнены ряды отверстий с уменьшающейся плош,адью сечения по ходу движения узла подачи печатных плат.
Трубчатые электронагреватели блока сушки установлены перпендикулярно направлению перемещения узла подачи трубчатых плат с уменьшающимся шагом в направлении его перемещения.
Трубчатые электронагреватели блока сушки расположены равномерно под острым углом к направлению перемещения узла подачи.
Отверстия в каждом ряду теплоотражателя блока сушки выполнены с уменьшающимся диаметром по ходу перемещения узла подачи печатных плат.
Отверстия в каждом ряду выполнены с увеличивающимся шагом по ходу перемещения узла подачи печатных плат.
На фиг. 1 показано устройство сущки флюса и подогрева печатных плат (трубчатые электронагреватели расположены перпендикулярно направлению перемещения печатных плат и установлены с уменьшающимся шагом по ходу движения печатной
платы); на фиг. 2 - то же, вид сверху (отверстия каждого поперечного ряда в теплоотражателе блока сушки выполнены с уменьшающимся диаметром по ходу движения платы); на фиг. 3 - то же, вид сверху (шаг отверстий в теплоотражателе блока сушки в каждом предыдущем поперечном ряду меньше, чем в последующем); на фиг. 4- то же, трубчатые электронагреватели блока сущки установлены равномерно под углом
0 5-10° к направлению перемещения печатных плат; на фиг. 5 - то же, вид сверху (отверстия каждого поперечного ряда в теплоотражателе блока сушки выполнены с уменьшающимся диаметром по ходу движения платы); на фиг. 6 - то же, вид сверху (отверстия каждого горизонтального ряда в теплоотражателе блока сушки расположены с увеличивающимся шагом по ходу движения платы); на фиг. 7 - зависимость температурного напора на нижнюю поверхность
0 печатной платы от ее положения над устройством; на фиг. 8 - зависимость воздушного напора на нижнюю поверхность печатной платы от ее положения над устройством.
В корпусе 1 устройства последовательно установлены блок 2 сушки и блок 3 подогрева (фиг. 1). В блоке 2 сушки трубчатые электронагреватели 4 расположены перпендикулярно направлению перемещения
0 печатной платы 5, подвергаемой сушке и подогреву, и установлены с уменьшающимся шагом по ходу движения узла подачи печатной платы 5. В блоке 3 подогрева, трубчатые электронагреватели 6 расположены перпендикулярно направлению перемещения печатной платы 5 и установлены равномерно. Вентилятор 7 установлен в блоке 2 сушки и расположен под электронагревателями 4.
Устройство снабжено теплоотражателями
8 и 9. Теплоотражатель 8 расположен в блоке 2 сущки и установлен под электронагревателями 4 над вентилятором 7, а теплоотражатель 9 расположен в блоке 3 подогрева под электронагревателями 6. В теп2 лоотражателе 8, расположенном в блоке 2 сушки, в просветах между электронагревателями 4 выполнены отверстия 10 или 11, имеющие в каждом поперечном ряду различную площадь сечения. При этом площадь сечения отверстий, расположенных в поперечном ряду, уменьшается от ряда к ряду в направлении перемещения печатной платы 5. Причем, отверстия 10 выполнены с уменьшающимся диаметром по ходу движения печатной платы 5 (фиг. 2), а шаг отверстий 11 в каждом предыдущем поперечном ряду мень5 ше, чем в последующем (фиг. 3).
На фиг. 4 показан конструктивный вариант выполнения устройства сушки флюса и подогрева печатных плат, который отличается от варианта устройства, показанного на фиг. 1 тем, что в блоке 2 сушки трубчатые электронагреватели 12 установлены равномерно под углом 5-10° к направлению перемещения печатной платы 5, а в теплоотражателе 8 в просветах между электронагревателями 12 выполнены отверстия 10 или 11, имеющие в каждом поперечном ряду различную площадь сечения так, что площадь сечения отверстий, расположенных в поперечном ряду уменьшается в направлении перемещения печатной платы 5. Причем отверстия 10 каждого поперечного ряда выполнены с уменьшающимся диаметром по ходу движения печатной платы 5 (фиг. 5), а отверстия 11 каждого горизонтального ряда расположены с увеличивающимся щагом походу движения печатной платы 5 (фиг. 6). Электронагреватели 12, расположенные к направлению перемещения печатной платы 5 под углом, меньшим 5°, создают температурный напор на нижнюю поверхность печатной платы 5 на входе и выходе блока 2 сущки с незначительным перепадом тем.ператур. Если на входе блока 2 сушки устанавливают благоприятный температурный режим для подсущки флюса, то на выходе блока 2 сушки температурный напор недостаточный для активации компонентов флюсующего состава с поверхностью печатной платы 5. Если на выходе блока 2 сущки устанавливают благоприятный температурный режим для эффективного взаимодействия активных компонентов флюсующего состава с соответствующими местами поверхности печатной платы при температуре активации, то на входе блока 2 сушки температурный напор сравнительно высокий и вызывает бурное кипение растворителя флюсующего состава. Электронагреватели 12, расположенные к направлению перемещения печатной платы 5 под углом, большим 10°, создают температурный напор на нижнюю поверхность печатной платы 5 на входе и выходе блока 2 сушки с большим перепадом температур. Если на входе блока 2 сушки устанавливают благоприятный температурный режим для подсушки флюса, то на выходе блока 2 сущки температурный напор больше, чем необходимо для активации компонентов флюсующего состава с поверхностью печатной платы 5, избыточный нагрев и пересушка вызывают преждевременное отверждение реагентов флюсующего состава. Если на выходе блока 2 сушки устанавливают благоприятный температурный режим для эффективного взаимодействия активных компонентов флюсующего состава с соответствующими местами поверхности печатной платы при температуре активации, то на входе блока 2 сушки температурный напор будет недостаточный для испарения растворителя из флюсового состава, и печатные платы подходят к блоку 3 подогрева еще сильно увлажненными. Электронагреватели 12, расположенные к направлению перемещения печатной платы 5 под углом 5-10°, создают температурный напор на нижнюю поверхность печатной платы 5 (фиг. 7), благоприятный для испарения растворителя из флюсующего состава, находящегося на поверхности плат в жидком состоянии, на входе блока 2 сушки и благоприятный для эффективного взаимодействия активных компонентов флюсующего состава с соответствующими местами поверхности печатной платы при температуре активации на выходе блока 2 сущки. Аналогичный температурный напор на нижнюю поверхность печатной платы (фиг. 7) создают электронагреватели 4 блока 2 сушки основного варианта устройства, расположенные перпендикулярно направлению перемещения печатных плат 5 и установленные с уменьшающимся шагом по ходу движения печатной платы 5. Шаг между электронагревателями 4 на входе блока 2 сушки больше щага между электронагревателями 4 на выходе блока 2 сущки. Количество электронагревателей 4 в блоке 2 сушки и шаг между ними зависит от скорости перемещения печатных плат 5, их конструкции и размера, от марки флюса и способа его нанесения и других конкретных условий. Вентиляционные отверстия 10 или 11. выполненные в теплоотражателе 3 блока 2 сущки в просветах между электронагревателями 4(12) и имеющие в каждом поперечном ряду различную площадь сечения (фиг. 2 и 5j. или 3 и 6), создают воздушный напор на нижнюю поверхность печатной платы 5 (фиг. 8), уменьшающийся от входа блока 2 сушки к его выходу, благоприятный для испарения растворителя из флюсующего состава, находящегося на поверхности платы 5 в жидком состоянии. Воздущный поток согласован со скоростью испарения и количеством растворителя флюсующего состава на поверхности печатной платы 5. В противном случае интенсивный воздушный поток охлаждает поверхность платы, а малый воздушный поток не отводит пары растворителя от поверхности платы, препятствующие прогреву лежащих ниже слоев флюса. Количество отверстий 10 (11), их диаметр и шаг между ними зависит от скорости перемещения плат 5, их конструкции и размера, от марки флюса и способа его нанесения, от воздущного напора (давления), создаваемого вентилятором 7 и его производительности и других конкретных условий. На качество сушки флюса и подогрева печатных плат влияет не только расположение электронагревателей 4(12) и вентиляционных отверстий 10(11), но также (существенно) расстояние от электронагревателей 4(12) блока 2 сушки и электронагревателей 6 блока 3 подогрева до зеркала теплоотражателей 8 и 9, установленных соответственно в блоке 2 сушки и блоке 3 подогрева. При сравнительно малом указанном расстоянии сокраш.аются пути воздушного потока через обогреваемую электронагревателями 4(12) зону. Воздушный поток при этом достигает поверхности печатной платы 5 недостаточно прогретым и охлаждает подогреваемую плату. При сравнительно большом указанном расстоянии увеличивается объем, обогреваемый электронагревателями 4 (12) и 6, повышается расход электроэнергии на разогрев элементов устройства до заданного теплового режима, увеличивается тепловая инертность устройства и снижается быстродействие автоматического регулирования теплового режима в заданном интервале.
Устройство сушки флюса и подогрева печатных плат работает следуюшим образом.
Печатная плата 5 с выхода устройства нанесения флюса на нижнюю поверхность плат (не показано) поступает на вход блока 2 сушки (фиг. 1 и 4). На входе блока 2 сушки создает наименьший температурный напор (фиг. 7) и наибольший воздушный напор (фиг. 8). По мере перемеш,ения печатной платы 5 от входа блока 2 сушки к его выходу, температурный напор на нижнюю поверхность платы 5 плавно увеличивается, а воздушный напор постепенно уменьшается. На выходе блока 2 сушки происходит интенсивное испарение растворителя из флюсуюш,его состава, находяшегося на нижней поверхности печатной платы 5. При малом температурном напоре на входе блока 2 сушки испарение растворителя флюса происходит без кипения на поверхности платы 5. Пары растворителя легко поглоидаются сухим горячим воздухом и уносятся интенсивным конвекционным потоком, не мешая поступлению тепла к нижележащим слоям флюса. По мере перемешения печатной платы 5 над блоком 2 сушки осуществляется постепенная подсушка флюса, удаляется растворитель флюса с нижней поверхности платы 5 слой за слоем до полной ликвидации жидкой фазы. По мере уменьшения количества растворителя флюса на нижней поверхности печатной платы 5 увеличивается температурный напор, воздушный напор уменьшается.
Печатная плата 5 не подвергается нагреву выше температуры кипения растворителя флюса, пока последний не испаряется полностью. На выходе блока 2 сушки при перемещении печатной платы 5 осуществляется эффективное взаимодействие активных компонентов флюсующего состава с соответствующими местами поверхности печатной платы 5 и материалов выводов радио- и
электроэлементов, установленных на плате 5 при температуре активации в течение определенного времени. С выхода блока 2 сущки печатная плата 5, подвергнутая подсущке, поступает на вход блока 3 подогрева. По мере перемещения над блоком 3 подогрева печатная плата 5 интенсивно нагревается до более высокой температуры (может достигать нескольких сот градусов и регулируется в зависимости от конкретных
0 условий). Интенсивному кратковременному нагреву перед пайкой подвергаются флюс, плата и установленные на ней детали для предотвращения теплового удара при соприкосновении с припоем, уменьшения коробления, деталей, снижения температуры пайки, уменьщения охлаждения припоя при встрече его с платой и быстрого установления теплового баланса в системе плата-припой. С выхода блока 3 подогрева печатная плата 5, подвергнутая подогреву, поступает на вход
Q устройства групповой пайки (не показано).
Устройство обеспечивает повыщенное качество сушки флюса и подогрева печатных плат перед групповой пайкой за счет указанного расположения электронагревателей
5 4 (12) в блоке 2 сушки, выполнения вентиляционных отверстий 10 (или 11) и снабжения блоков сушки 2 и подогрева 3 теплоотражателями 8 и 9 соответственно. Устройство обеспечивает согласование прямого количества тепловой энергии, подводимой к
0 печатной плате 5, и подводимого воздушного потока со скоростью испарения и количеством растворителя флюсующего состава на поверхности платы 5.
Устройство обеспечивает благоприятный
режим для эффективного взаимодействия активных компонентов флюсующего состава с соответствующими зонами поверхности печатных плат и материалом выводов радиои электроэлементов, установленных на плате 5 при температуре активации. Снижен расход электроэнергии на разогрев элементов устройства до заданного теплового режима, уменьщена тепловая инертность устройства и увеличено быстродействие автоматического регулирования теплового режима в заданг ном интервале температур. Устройство обеспечивает постепенную подсущку флюса удалением растворителя флюса с платы слой за слоем до полной ликвидации жидкой фазы, что обеспечивает качественный припой выводов электрорадиоэлементов и контактных площадок печатных плат без раковин и пустот и исключает короткие замыкания между близкорасположенными проводннками, которые могут появляться от разбрызгивания припоя при соприкосновении недосущенной платы с расплавленным припоем. Интенсивный подогрев платы церед пайкой до более высокой температуры производится только после окончательного испарения растворителя из флюсового состава и
выдержки плат в течение определенного времени нри температуре активации, что благоприятно сказывается на формировании
надежных паяных соединений и существенно улучшает условия стекания избыточного количества припоя.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия пайки печатных плат | 1976 |
|
SU680829A1 |
| СПОСОБ ПОВЕРХНОСТНОГО МОНТАЖА ЭЛЕКТРОРАДИОИЗДЕЛИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2018 |
|
RU2698306C2 |
| Устройство для подогрева блоков на печатном монтаже перед пайкой | 1984 |
|
SU1228991A1 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2438845C1 |
| УСТАНОВКА ДЛЯ ПАЙКИ | 1956 |
|
SU112950A1 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОРАДИОИЗДЕЛИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2021 |
|
RU2781436C1 |
| Устройство лужения печатных плат | 1984 |
|
SU1177098A1 |
| Флюс для низкотемпературной пайки меди | 1985 |
|
SU1278168A1 |
| Флюс для низкотемпературной пайки | 1989 |
|
SU1722753A1 |
| Устройство для нанесения флюса | 1980 |
|
SU1004036A1 |


1. УСТРОЙСТВО СУШКИ ФЛЮСА И ПОДОГРЕВА ПЕЧАТНЫХ ПЛАТ, содержащее узел подачи печатных плат, корпус с последовательно установленными блоками сушки и подогрева, в которых расположены трубчатые электронагреватели и вентилятор, отличающееся тем, что, с целью повышения качества сушки флюса и подогрева печатных плат, оно снабжено установленными под трубчатыми электронагревателями теплоотражателями блока сушки и блока подогрева, втеплоотражателе блока сушки между трубчатыми электронагревателями / полнены ряды отверстий с уменьшающейся площадью сечения по ходу движения узла подачи печатных плат. 2.Устройство по п. 1, отличающееся тем, что трубчатые электронагреватели блока сушки установлены перпендикулярно направлению перемещения узла подачи печатных плат с уменьщающимся шагом в направлении его перемещения. 3.Устройство по п. 1, отличающееся тем, что трубчатые электронагреватели блока сушки расположены равномерно под углом 5- 10° к направлению перемещения узла подачи. 4.Устройство по п. 1, отличающееся тем, что отверстия в каждом ряду теплоотражателя блока сушки выполнены с уменьщающимся диаметром по ходу перемещения узла подачи печатных плат. 5.Устройство по п. 1, отличающееся тем, что отверстия в каждом ряду выполнены с увеличивающимся щагом по ходу перемещения узла подачи печатных плат. 5 00 О5 1C Т Фиг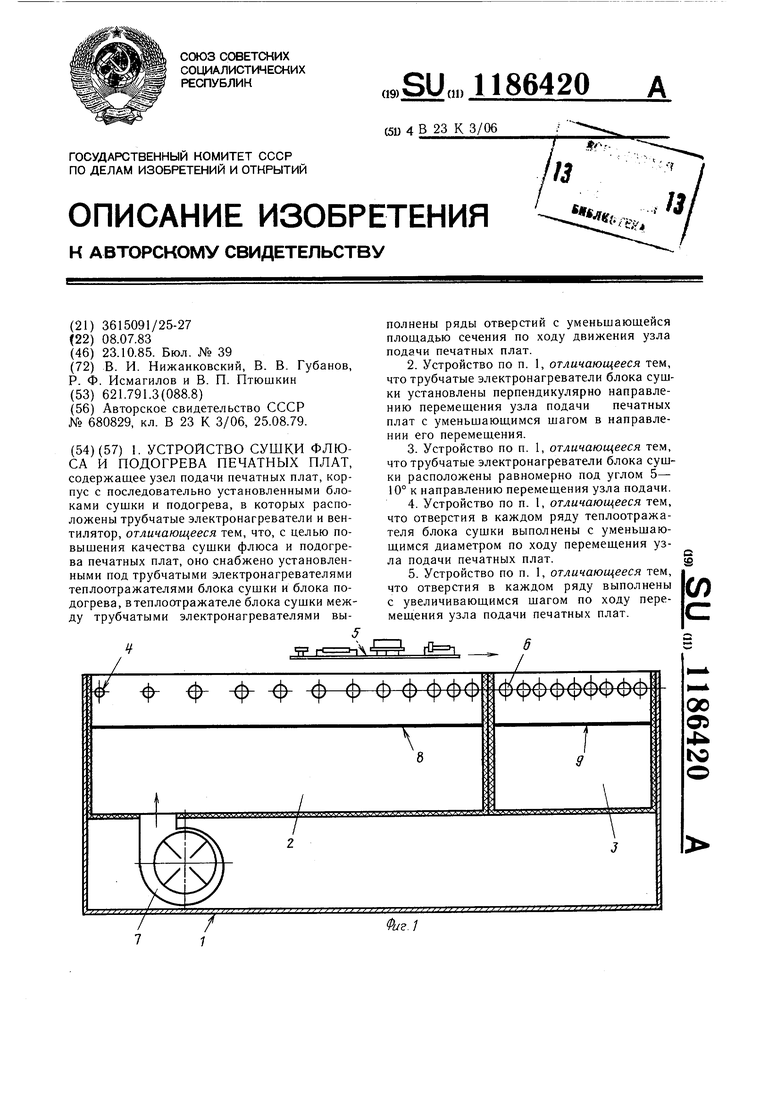
) Ik fa/i/cM
Ннг/н
| Линия пайки печатных плат | 1976 |
|
SU680829A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
