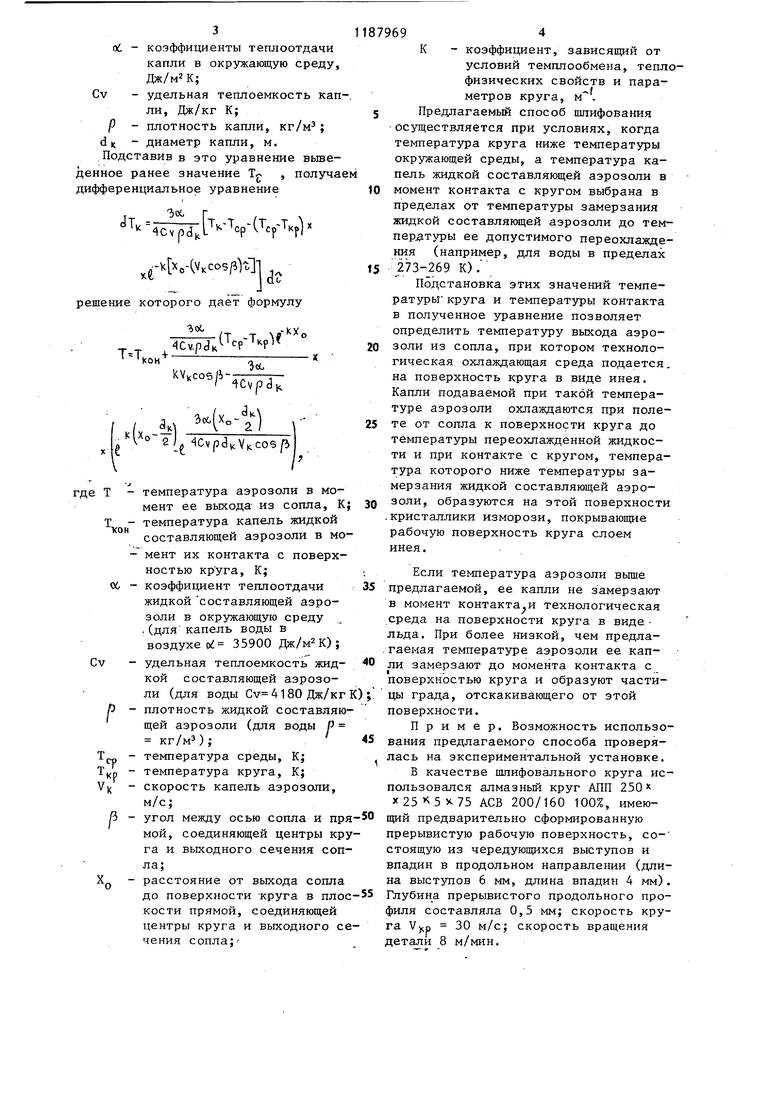
11187969 Изобретение относитсяк шлифованию с применением сказочно-охлаждающих технологических средств. Целью изобретения является повьшение надежности подачи СОТС в зону резания путем образования твердой смазки на поверхности охлажденного шлифовального круга за счет подачи ее в виде аэрозоли с расчетной температурой на выходе сопла. На фиг. 1 показано устройство для осуществления предлагаемого способа, вид; на фиг. 2 график изменения температуры окружающей среды в прилежащем к поверхности круга слое. Устройство для осуществления предлагаемого способа содержит шлифовальньй круг 1 для обработки детали 2, охлаждаемый, например, жидким азотом, подаваемым через , сопло 3. Через сопло 4, расположенное от поверхности круга на расстояНИИ Хд в плоскости прямой, соединяющей центры круга и выходного сечения сопла, и повернутое относительно этой прямой на угол П , подают смазочно-охлаждающую технологическую среду в виде капель аэрозоли 5. При шлифовании детали 2 круг 1 охлаждают до температзфы ниже температзфы замерзания жидкой составляющей аэрозоли. Охлажденный круг воздействует на температуру окружающей среды в прилежащем к его поверхности слое, причем эта температура изменяется по экспоненциальной зависимости и определяется на расстоянии X от поверхности круга уравнением . cpuV°cp P p где Tjj,{x,) температура среды на расстоянии X от поверхности круга в плоскости оси сопла. К; температура окружающей среды вне прилежащего к; пов.рхностикруга слоя,К;; температура поверхности круга. К; коэффициент, зависящий от условий теплообмена, теплофизических свойств и параметров круга, определяемый экспериментально или из уравнения гд та шл че гд п т гд з ют вы ее ус ще на но и ко по г cpR)pW об - коэффициент теплоотдачи круг-среда, Вт/м К;. vp - объемная теплоемкость среды, Дж/мЗК; icp - радиус круга, м; (О - коэффициент температуропроводности среды (для воздуха О Т/вбИО /с). Дпя случая определения коэффициентеплоотдачи круг-воздух о(, ,45 VHP 0,775, где Vjtp - скорость фовального круга, м/с. Заменив изменяющуюся координату X ез X Х - (V,cos)C, Х- - расстояние от выходного сечения сопла до поверхности круга, в плоскости прямой, соединяющей центры круга и выгодного сечения сопла; V - скорость капли, м/с; К - угол между осью сопла и прямой, соединяющей центры круга и выходного сечения сопла; - время полета капли, с; ставляем это значение в уравнение пературы среды, получаем (v co5/l}c; cp(ooj ср{с« кр Тл - температура- среды в каждый момент (с) полета капли, чения остальных величин совпадас приведенными ранее. При перемещении капли аэрозоли от ода из сопла до поверхности круга температура изменяется, причем овия теплообмена капли и окружаюсреды определяются законом Ньютот.е. количество тепла равно разти температур поверхности капли емпературы среды, умноженной на ффициент теплоотдачи и площадь ерхности капли. Отсюда 1г Зое . . ,. - температура капли. К; Тл - температура среды в каждый момент полета капли. К; об - коэффициенты теплоотдачи капли в окружающую среду, Cv - удельная теплоемкость кап ли, Дж/кг К; р - плотность капли, - диаметр капли, м. Подставив в это уравнение вьтеденное ранее значение , получа дифференциальное уравнение -Зое , ЧТср-Ткр (,-(VKC05/ Hl-j решение которого дает формулу .(T т -ICvpJK Р Р kv coe i CvpdKгде Т - температура аэрозоли в момент ее выхода из сопла. J- - температура капель жидкой составляющей аэрозоли в м - мент их контакта с поверх ностью круга, К; 06 - коэффициент теплоотдачи жидкой составляющей аэрозоли в окружающую среду - (для капель воды в воздухе «: 35900 ); Cv - удельная теплоемкость жид кой составляющей аэрозоли (для воды Cv 4180 Дж/к р - плотность жидкой составля щей аэрозоли (для воды Р кг/м); Т - температура среды. К; - температура круга. К; Уц - скорость капель аэрозоли, м/с; - угол между осью сопла и п мой, соединяющей центры к га и выходного сечения со ла: X - расстояние от выхода сопл до поверхности -круга в пл кости прямой, соединяющей центры круга и выходного чения сопла;. К - коэффициент, зависящий от условий темплообмена, теплофизических свойств и параметров круга, м. Предлагаемый способ шлифования осуществляется при условиях, когда температура круга ниже температуры окружающей среды, а температура капель жидкой составляющей аэрозоли в момент контакта с кругом выбрана в пределах от температуры замерзания жидкой составляющей аэрозоли до температуры ее допустимого переохлаждения (например, для воды в пределах 273-269 К). Подстановка этих значений температуры круга и температуры контакта в полученное уравнение позволяет определить температуру выхода аэрозоли из сопла, при котором технологическая охлаждающая среда подается. на поверхность круга в виде инея. Капли подаваемой при такой температуре аэрозоли охлаждаются при полете от сопла к поверхности круга до температуры переохлаждённой жидкости и при контакте с кругом, температура которого ниже температуры замерзания жидкой составляющей аэрозоли, образуются на этой поверхности кристаллики изморози, покрывающие рабочую поверхность круга слоем инея. Если температура аэрозоли выше предлагаемой, ее капли не замерзают в момент контактами технологическая среда на поверхности круга в виде льда. При более низкой, чем предлагаемая температуре аэрозоли ее капли замерзают до момента контакта с поверхностью круга и образуют частицы града, отскакивающего от этой поверхности. Пример, Возможность использования предлагаемого способа проверялась на экспериментальной установке. В качестве шлифовального круга использовался алмазный круг АПП 250 X АСВ 200/160 100%, имеющий предварительно сформированную прерывистую рабочую поверхность, состоящую из чередующихся выступов и впадин в продольном направлении (длина выступов 6 мм, длина впадин 4 мм). Глубина прерывистого продольного профиля составляла 0,5 мм; скорость круга Ууцр 30 м/с; скорость вращения детали 8 м/мин. Температура аэрозоли в момент ее вылета из сопла (Т) экспериментально определялась кабельной термопарой типа Хромель-Алюмепь с диаметром головки горячего спая Ю,03-0,05 мм. Конструкция термопары представляла собой трубку диаметром 0,2 мм, изготовленную из нержавеющей стали, в торец которой изнутри приварена головка термопары, а в пространство между станками и проводами засыпан порошкообразный изоляционный материал. Измерительная часть термопары устанавливалась на выходе из сопла по его оси. Градуировка термопары осуществлялась по эталонной платино-платинородиевой термопаре в трубчатой печи для интервала температур 10-50 С. Холодные концы термостатировались при в сосуде Дюара со льдом. Регистрация температуры производилась потенциометром постоянного тока ПП-63 по общепринятой методике. Диаметр капли аэрозоли (d,) определялся методом измерения размеров капель с помощью микроскопа ММР 4 на .образцах, получаемых при кратковременном введении металлической пластины в струю аэрозоли. Расстояние от выхода сопла до места взятия образцов капель соответствовало расстоя1шю до поверхности круга (Х). Предварительно металлическая пластин ка охлаждалась до температуры круга (Т,). Температура окрулсающей среды (Tf.p определялась при помощи набора ртутных термометров ТР 1. Температура поверхности круга (TXO) определялась с помощью искусст венной медь-константановой термопары зачеканенной вблизи поверхности круга. Определение температуры Ткр осуществлялось потенциометром ПП-бЗ по .известной методике.Тарировка термоSпары производилась по эталонной термопаре.Эталонная и измерительная . Эталонная и измерительная тер мопары зачеканивались в образцы из аналогичного алмазоносному слою материала и охлаждались в сосуде Дюара. В процессе тарировки охлаждение осуществлялось в среде жидкого азота, сухого льда и льда. Скорость капель аэрозоли (V) измерялась с помощью дифференциальной трубки Пито (полусферическая головка наконечника диаметром 1 мм). При измерении полное давление потока передается через отверстие на лобовом конце наконечника трубки, статическое - через узкую прерывистую щель на поверхности стенки. По каналам в теле цилиндрического наконечника и в державке трубки давления передаются к микроманометру, измеряющему динамическую составляющую полного давления (Pj,. - Р). Скорость капель определялась по формуле (РП-РС); поправочньй коэффициент (| 0,89); плотность жидкой составляющей аэрозоли; полное давление потока аэрозоли; статическое давление потока аэрозоли. Скорость капель аэрозоли регулировалась путем изменения давления воздуха на входе сопла для распьшения аэрозоли и в процессе рабэты соответствовала 5-25 м/с. Коэффициент К, зависящий от условий теплообмена, теплофизических свойств и параметров круга, определялся экспериментально путем измерения температуры на различных расстояниях от поверхности круга. Измерение температуры производилось медь-константановой термопарой (диаметр головки 0,05 мм), перемещавшейся микрометрическим устройством с точностью 0,01 мм. Температура измерялась в. 10 точках по нормали к поверхности круга с шагом 0,5 мм. Полученные данные математй-. чески обрабатывались методом наименьших квадратов,где коэффициентом в уравнении корреляции являлся К. Дпя условий проведения испытаний значе1ше К составляло 338 м . В процессе работы охлаждение круга осуществлялось подачей паров кипящего азота с температурой 77 К по трубопроводу из резервуара через специальное сопло. Регулирование количества подаваемых паров азота к кругу, определяющее интенсивность его охлаждения, осуществлялось управ лением избыточным давлением паров кипящего азота при помощи опущенного в резервуар с азотом регулируемого нагревателя. Первоначально осуществлялось охлаждение корпуса круга до температуры 210-230 К. В дальнейшем поддержание требуемой температуры круга с учетом тепло вьщеления в зоне шлифования и теплоотдачи в окружающую среду осуществля лось подачей паров кипящего азота с производительностью 0,1-0,3 л/с. Определение возможностей предлага емого способа осуществлялось с испол зованием в качестве аэрозоли капель воды. Значения величин, постоянных в процессе эксперимента, приведены в табл.1. При определении возможностей способа производилось изменение значений факторов, влияющих на процесс кристаллизации аэрозоли с фиксацией ее состояния на поверхности круга. Дополнительно определялась расчетная температура на выходе из сопла. Значения факторов расчетной температуры на выходе из сопла и характеристика состояния отвердевшей аэро золи на поверхности круга приведены в табл. 2. Анализ результатов экспериментов свидетельствует о том, что отличие температуры аэрозоли на выходе из сопла от расчетной приводит либо к образованию на поверхности круга вместо инея ледяной корки, либ
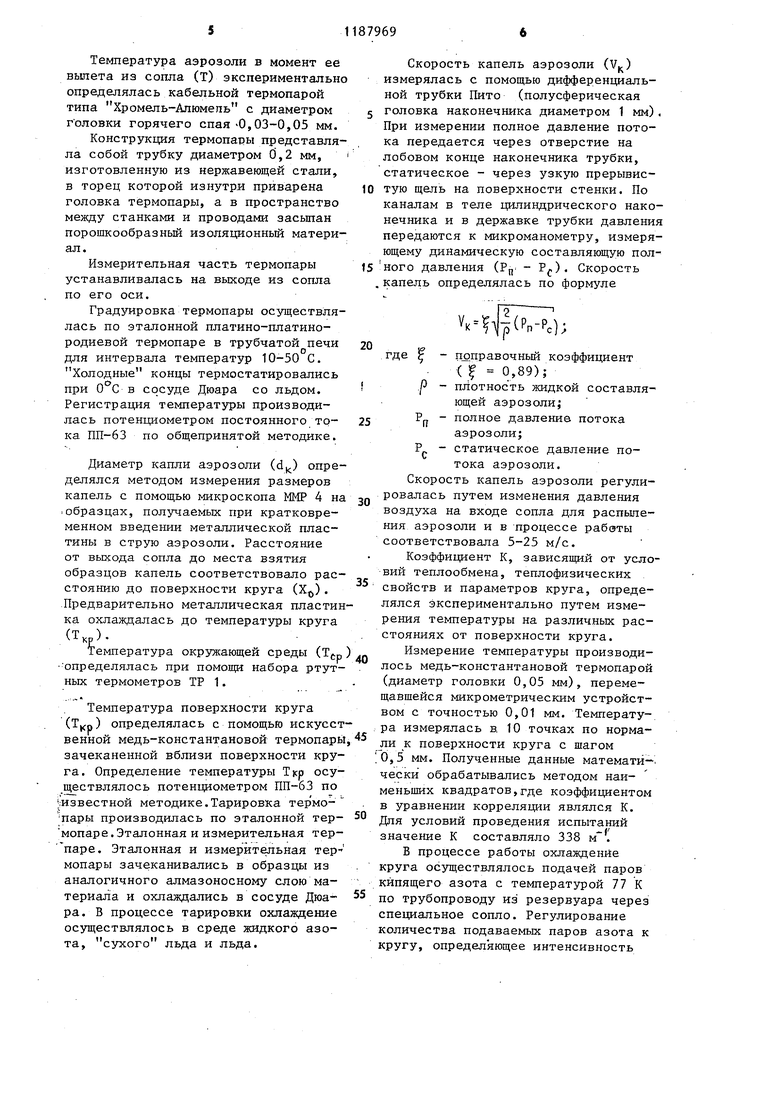
Наименование
Обозначение Равномерность коэффициента Коэффициент теплоотдачи аэрозоль-воздух Коэффициент удельной теплоемкости капель воды Плотность капель воды Коэффициент, учитывающий условия Теплообмена, теп;лофизические свойства и геометрические параметры : круга Требуемая температура капель аэрозоли
Таблица 1 Значение К отскакиванию преждевременно замерзших капель аэрозоли от поверхности круга. Предлагаемьй способ может быть -использован при шлифовании прерывистыми абразивными кругами. Кристаллики измороэи покрывают поверхность как выступов, так и впадин прерьшистык кругов, однако они не создают такой плотной субстанции как монолитный лед, что исключает возникновение биений-,и вибраций. В зоне контакта выступов круга с обрабатьтаемой деталью иней частично тает, а частично ссыпается с поверхности выступов, не препятствуя процессу шлифования. Таяние изморози в зоне шлифования обеспечивает яаодкую смазку, а также эффективное сшшение теплопроводности процесса шлифования. Снижение теплонапряженности прерьшистого шлифования обеспечивается также накоплением инея во впадинах рабочей поверхности круга и его таянием в зтх впадинах. Предлагаемый способ может быть использован при шлифовании мелкозернистыми кругами, так как кристаллы изморози не препятствуют процессу шлифования и не создают сплошной корки. Осаждение технологической охлаждаемой с;еды на шлифовальный круг в ви де инея обеспечивает поддержание комфорткой экологической обстановки при Шлифoвaшiи, исключая разбрызгивание смазки, неизбежное при подаче жидкой СОЖ, и разлет скалываемых с круга осколков льда, возникающих при намораживании на круг монолитного льда. Вт/м2 К 35900 Дж/кг К кг/м 338 269-273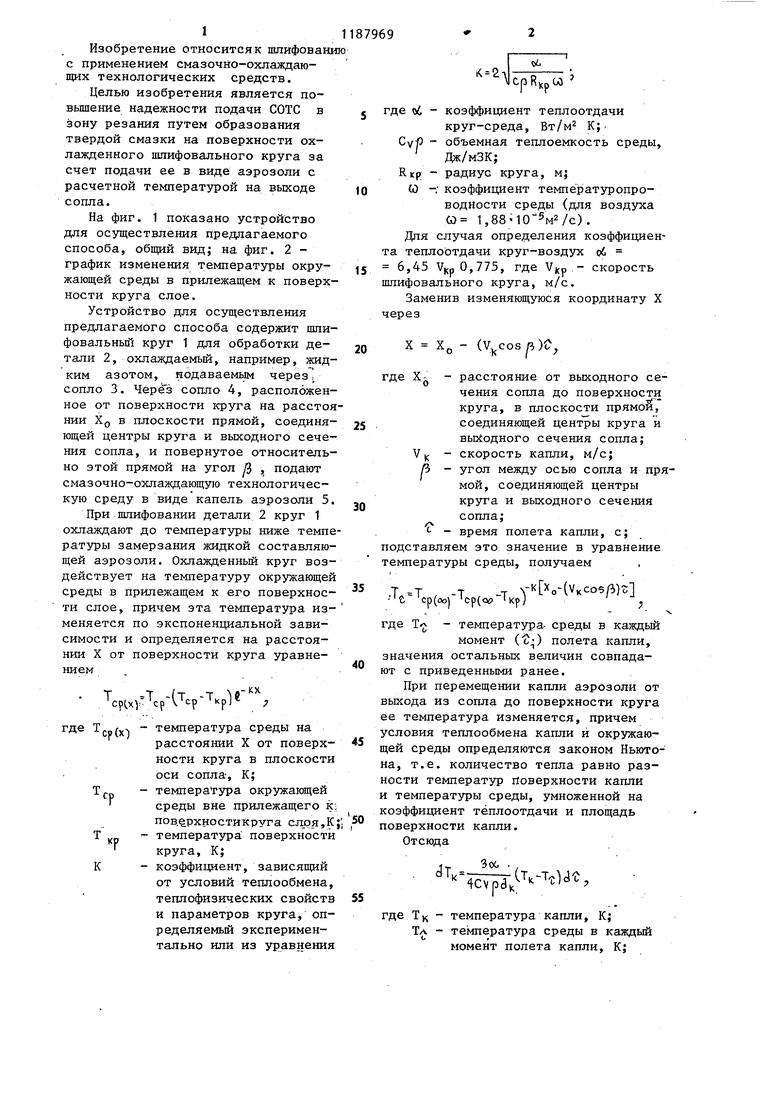
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ проведения сравнительных испытаний проводов различных типов на стойкость к отложениям льда различной плотности | 2020 |
|
RU2757998C1 |
| Способ формирования частиц с гомогенной структурой при получении мелкодисперсных металлических порошков | 2020 |
|
RU2779961C2 |
| Способ шлифования хромированных цилиндрических заготовок торцом алмазного чашечного круга | 1990 |
|
SU1776539A1 |
| СПОСОБ АКТИВАЦИИ ЛЬДООБРАЗУЮЩИХ АЭРОЗОЛЕЙ | 1994 |
|
RU2084127C1 |
| Устройство проверки эффективности противообледенительных методов | 2023 |
|
RU2832792C1 |
| Способ создания искусственного кристаллического облака для испытаний авиационных двигателей и устройство для его осуществления | 2020 |
|
RU2746182C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2416506C2 |
| СПОСОБ ПОВЫШЕНИЯ ИНТЕНСИВНОСТИ ТЕПЛООТДАЧИ В ИСПАРИТЕЛЕ | 2016 |
|
RU2619684C1 |
| Способ исследования влияния обледенения на кинематические и силовые параметры лопастей ветрогенераторов | 2023 |
|
RU2832790C1 |
| ЛОПАТКА И ТУРБИННАЯ УСТАНОВКА | 2017 |
|
RU2747533C2 |
СПОСОБ ПОДАЧИ СМАЗОЧНО.|ОХЛАЖДАМЦИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ (соте) в ЗОНУ РЕЗАНИЯ, при котором соте подают на шлифовальный круг, которьй предварительно охлаждаютдо температуры ниже температуры ее замерзания, отличающийся тем, что, с целью повьшения надежности подачи, соте подают в виде аэрозоли, температуру которой выбирают по формуле « fT Т }i Ucp 1цр|С :р |цр1 JK Т. k-Yk-cos/3-r:--j Сурац, «.(Xo-l-) / Jy . xU -е Я Зк ксое/З где Т - темперйтзфа аэрозоли в момент ее вьшёта из сопла; Т температура капель жидкой kOH составляющей аэрозоли в момент их контакта с поверхностью круга, выбранная в пределах от температуры ее замерзания до температу- jры допустимого переохлажде1ния жидкой составляющей аэрозоли; о - коэффициент тегшоотдачи жидкой составляющей аэрозоли; удельная теплоемкость жидкой составляющей аэрозоли; f плотность жидкой составляю(Л щей аэрозоли; OK - диаметр капель аэрозоли; 7«ртемпература окружающей среS ды; кр- температура круга; V - скорость капель аэрозоли; Р угол между осью сопла и пря00 мой, соединяющей центры кру га и выходного сечения сопла; - расстояние от выходного се: О) чения сопла до поверхности СО круга в плоскости прямой, соединяющей центры круга и выходного сечения сопла; k - коэффициент, определяемый условиями теплообмена, теплофизическими свойствами и па раметрами круга. ,
ф
00 о
о5 со Оч О
777
7
О
ГМ 1Л -J&t O
ч М «М 01
О М СП
«Л 3S 01
я ГМ (Ч «М
in
.
(Л еч м
л м
Ct
«М М
VO ПlO
g
g;
t ог
7
777
сч I
сч
о
о
8
га л
00 о«М
00
СЧ/П«SI
м
с
in
s
г.
еч ст
ел W
я ОЧ
«и
М (М М
(М
сч
о о о ш о -
и 2
о О000
rt см
(О
ел (N (М
СП М о
л
Г1
in
гО
п
СЧ
«S
СЧ
| Способ обработки изделий абразивными кругами | 1980 |
|
SU891399A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| I | |||
