Изобретение относится к электротехнике, к электроаппаратостроению, в частности к способам изготовления плавких предохранителей. Цель изобретения - повышение надежности срабатывания плавкого предохранителя и упрощение технологии его изготовления.: На чертеже изображен один из варианптов устройства для реализации предлагаемого способа изготовления плавкого предохранителя. Р1-лавкий предохранитель расположен в вертикальном положении, содержит корпус 1, торцовые детали (контактные выводы 2, 3 и торцовые крышки 4 и 5), закрепленные на торцовых поверхностях 6 и 7 корпуса 1. Внутри корпуса размещены плавкие элементы 8, соединенные с контактными выводами 2 и 3. Внутренняя полость корпуса заполнена зернистым наполнителем 9. Внутрь корпуса 1 плавкой вставки через отверстие 10 в торцовой крышке 4, введен трубчатый питатель 11, имеющий сквозной канал 12. Один из концов 13 питателя 1 I соединен с бункером 14, в котором находится жидкотекучая термостойкая изоляционная масса 15. В бункере размещен, поршень 16 На наружной боковой поверхности 17, питателя 11 выполнены дополнительные отверстия 18, соединенные- с каналом 12. При этом подобные отверстия могут быть выполнены преимущественно возле выходного конца 19 питателя 11. Вблизи внутренней поверхности 20 торцовой крышки 5 находится выходное отверстие 21 питателя 11. Плавкий предохранитель изготавливается следующим образом. Во внутреннюю полость корпуса 1 плавкой вставки, предварительно заполненную зернистым наполнителем 9, вводят трубчатый питатель II, причем выходной конец 19 питателя располагают вблизи внутренней поверхности 20 торцовой крышки 5. 12 10 При движении поршня 16, создающего давление на жидкотекучую массу 15, масса через сквозной канал 12 питателя поступает внутрь корпуса 1 плавкой вставки. При этом масса выходит из канала как через выходное отверстие 21 питателя 11, так и через боковые отверстия 18, если они есть, что способствует ускорению процесса заполнения. В связи с тем, что заполнение внутреннего объема корпуса жидкотекучей массой начинается снизу, проникновение массы между частичками наполнителя происходит снизу вверх и воздушные полости, образовавшиеся между частицами наполнителя, вытесняются массой в верхнюю часть корпуса и выходят наружу через тонкую щель, образовавшуюся между боковой поверхностью отверстия 10 и наружной боковой поверхностью 17 питателя 11. При этом размеры щели недостаточны для проникновения через нее наружных частичек зернистого наполнителя и жидкотекучей массы. После заполнения внутреннего объе.ма корпуса жидкотекучей .массой питатель 11 выводят из внутренней полости корпуса При этом, так как подача жидкотекучей смеси продолжается, освобождающееся от питателя пространство немедленно заполняется жидкотекучей массой, и таким образом исключается возможность образования пустот внутри корпуса плавкой вставки. После этого производится сушка массы, Таким образом обеспечивается равномерное заполнение жидкотекучей массой всего внутреннего объема корпуса плавкой вставки, начиная от нижней торцовой детали. Благодаря равномерному заполнению все зерна наполнителя смачиваются жидкотекучей массой, а после сущки образуется пористый однородный монолит, в котором отсутствуют недопустимые воздушные полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плавкой вставки предохранителя с наполнителем | 1986 |
|
SU1408470A1 |
| Плавкий предохранитель | 1986 |
|
SU1356036A1 |
| Способ изготовления плавкого предохранителя с зернистым наполнителем | 1986 |
|
SU1343460A1 |
| Плавкий предохранитель | 1985 |
|
SU1275581A1 |
| Плавкий предохранитель | 1986 |
|
SU1410134A1 |
| Способ изготовления плавкого предохранителя с зернистым наполнителем | 1988 |
|
SU1669012A1 |
| Устройство для заполнения плавких предохранителей зернистым наполнителем | 1985 |
|
SU1336134A1 |
| Плавкий предохранитель | 1986 |
|
SU1408471A1 |
| Способ изготовления предохранителя с плавкой вставкой с зернистым наполнителем | 1975 |
|
SU543035A1 |
| Плавкий предохранитель | 1982 |
|
SU1019516A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАВКОГО ПРЕДОХРАНИТЕЛЯ С ЗЕРНИСТЫМ HAПOЛHИJEЛEM, включающий заполнение внутренней полости корпуса зернистым наполнителем и дальнейшую подачу под давлением через заливочное отверстие, выполненное на одной из торцовых поверхностей корпуса, жидкотекущей термостойкой изоляционной массы, отличающийся тем, что, с целью повышения надежности срабатывания плавкого предохранителя и упрощения технологии его изготовления, вначале внутрь корпуса через заливочное отверстие вводят трубчатый питатель, имеющий сквозной внутренний канал, причем выходной конец питателя помещают вблизи другой торцовой поверхности корпуса, затем через сквозной внутренний канал трубчатого питателя подают под давлением вязкую жидкотекучую термостойкую изоляционную массу до заполнения внутренней полости корпуса, после чего выводят трубчатый питатель из полости корпуса. 2. Способ по п. 1, отличающийся тем, что на боковой поверхности трубчатого питателя выполнены дополнительные отверстия, соединенные со сквозным внутренним каналом, предназначенные для прохода жидкотекучей термостойкой изоляционной массы.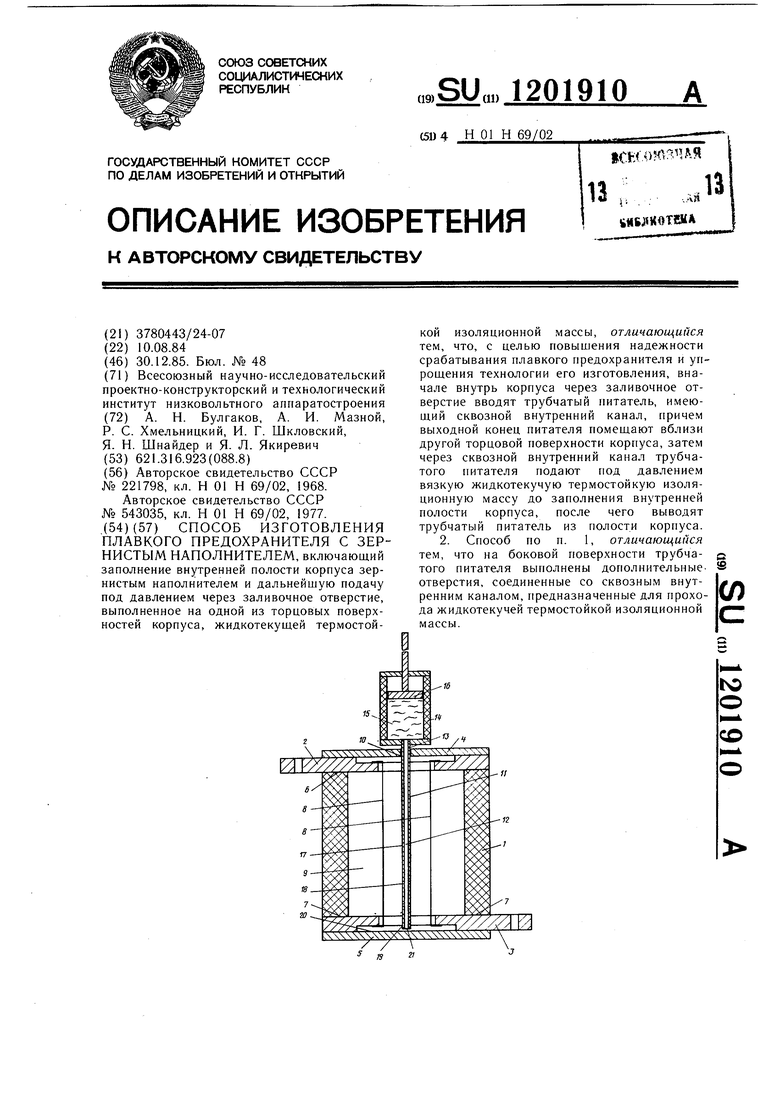
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАВКИХ ПРЕДОХРАНИТЕЛЕЙ | 0 |
|
SU221798A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления предохранителя с плавкой вставкой с зернистым наполнителем | 1975 |
|
SU543035A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
