Изобретение касается приспособления для уменьшения скорости транспортировки сфальцованных продук- тов в фальцевальном аппарате ротационных печатных машин, особенно между приспособлениями для поперечной фальцовки и второй продольной фальцовки.
Так как в фальцевальном аппарате ротационных печатных машин приспособление для второй продольной фальцовки, назьшаемой также третьей фальцовкой, своей скоростью фальцевания относительно ранее использованных приспособлений для первой или второй поперечной фальцовки ограничено, сфальцованные продукты после поперечной фальцовки разделяются на две бумагоподводящие системы и в результате бумагопроводящие системы, работающие с различными скоростями, замедляются.
Верхняя и нижняя конвейерная ленты каждой бумагопроводящей системы приводится в действие посредством натяжного валика. Из натяжных валиков, образующих пару валиков, один, обычно тот,которьй приводит в действие верхние конвейерные ленты, пружинно и регулировочно опирается вертикально к направлению транспортировки сфальцованных продуктов.
Пружинная нагрузка необходима, чтобы сбалансировать кратковременные изменения толщины потока продуктов, например, для экземпляров клеящего вещества. Для гарантии устанав- ливаемости соответствующих натяжных валиков необходимо поместить с обеих сторон в перестановочные эксцент- ,рики или рычаги, на которые действует по одному перестановочному шпинделю при промежуточном подключении нажимной пружины.
Однако при изменении толщины сфалцованных продуктов необходимо каждый натяжной валик устанавливать по отдельности, что требует большой затраты времени.
У перестановочных эксцентриков продолжает оставаться в результате ограниченной возможности увеличения эксцентричности опасность, что из- за самостоятельной задержки движение натяжного валика против силы натяжения пружины при мгновенном увеличивающемся потоке продуктов блокируется.
2029952
Кроме того, перестановочные механизмы, например по патенту ФРГ № 2214533, кл. 15 D 28/08, опублик. 1974, не предоставляют гарантии,
5 что при их одинаковой перестановке переставляются также точно на то же значение валики. Продукты при транспортировке надежно перемещаются, при этом не перемещаются сбоку, что
10 особенно отрицательно влияет на точность фальцовки второго продольного фальцевания и в конце концов ведет к повышению макулатуры. Затратой времени измерительно-технически ох15 ватывается зазор между транспорти- ровочными валиками и предпринимаются соответствующие корректировки перестановочного механизма.
Целью изобретения является то,
20 что при приспособлениях для уменьшения скорости транспортировки сфальцованных продуктов в фальцевальные аппараты ротационных печатных мащин с несколькими работающими с различ25 ными скоростями конвейерными лентами бумагопроводящих систем, у которых верхние и нижние ленты приводятся в действие посредством соответствующего натяжного валика, при30 чем один из спарованных совместно . работающих натяжных валиков одной бумагопроводящей системы пружиняще нагружен и регулировочно установлен, необходимо перестановочные механизмы для натяжньк валиков бумагопроводящей системы оптимировать относительно экономии производственных затрат, времени обслуживания и макулатуры, а также повысить функциональную надежность.
В основу изобретения положена задача, чтобы у приспособления названного вида реализовать простые, не требующие больших производственных затрат, гарантирующие чувствительные, равные и любые воспрон во- димые пути перестановки, максимальную центральную перестановку, а также точную юстировку устанавливаемых натяжных валиков.
Это достигается тем, что устанавливаемые натяжные валики всех ленточных систем с обеих сторон опираются на соответствующий клин и соответственно с одной стороны корпуса
55 машины расположенных клиньев совместно укреплены в перемещаемых по направлению транспортировки сфальцованных Продуктов и переставляемых вне
35
40
45
50
3
станины машины шинах, которые могут быть юстированы.
На основании изготовления всех клиньев посредством простого отделения от изделия, которое уже оснащено клиновидным профилем гарантируется точная перестановка на одинаковое любое воспроизводимое значение всех устанавливаемых натяжных валиков всегда на одной стороне При первой настройке клинья можно юстировать без затруднений относительно шин в соответствии с требуемыми, позднее уже не изменяемыми основньми положениями. Отделенная возможность установки для обеих шин гарантирует то, что при учитывании более сильного нанесения сфальцованных продуктов в зависимости от их количества положений на месте первого продольного фальцевания на каждой стороне различно установлено. При одной изменяющей толщину сфальцованного продукта перестановке производства путем смещения шины все клинья устанавливаются на стороне станины машины на необходимое значение. Перестановка производится осторожно и без зазора.
Все это влияет среди прочего наряду с малыми затратами обслуживания для персонала на сокращение макулатуры, так как необходимые корректировки настройки натяжных валико например, при аспекте точности фальцевания второй и продольной фальцовки, по сравнению с уровнем развития техники, могут быть произведены намного быстрее и точнее, в случае необходимости даже во врем работы машины.
Выгодная форма исполнения изобретения состоит в том, что с точки зрения изобретения устанавливаемые натяжные валики с обеих сторон пос- редством соответствующего вращающегося на цапфе натяжного валика ролика опираются на клинья и однороные ролики не устанавливаемых натяжных валиков служат расположению и направлению шин.
Путем технически простого реализуемого положения шин с помощью роликов на цапфах натяжных валиков возникают как функциональные, так- и производственно-технические преимущества.
Выгодным вариантом для перестановки шин является оформление шин в
02995
частичном диапазоне в качестве зубчатой рейки, за которую зацепляет-- СИ расположенный в станине машины ; рицель.
5 Для гарантии центральной ручной перестановки с точки зрения изобретения вне станины машины на валу каждого рицеля располагается маховик, а также индикаторное приспособ 0 ление для перекручивания и аррети- рующее приспособление против перекручивания маховика. При помощи индикаторного приспособления возможны репродуцируемые установки натяж(5 ных валиков. При неправильной тран- , спортировке сфальцованных продуктов во время работы машины может производиться перестановка. Аррети- ровочное приспособление, например в
20 форме зажимного кольца, предотвращает бесконтрольное приведение в действие маховика.
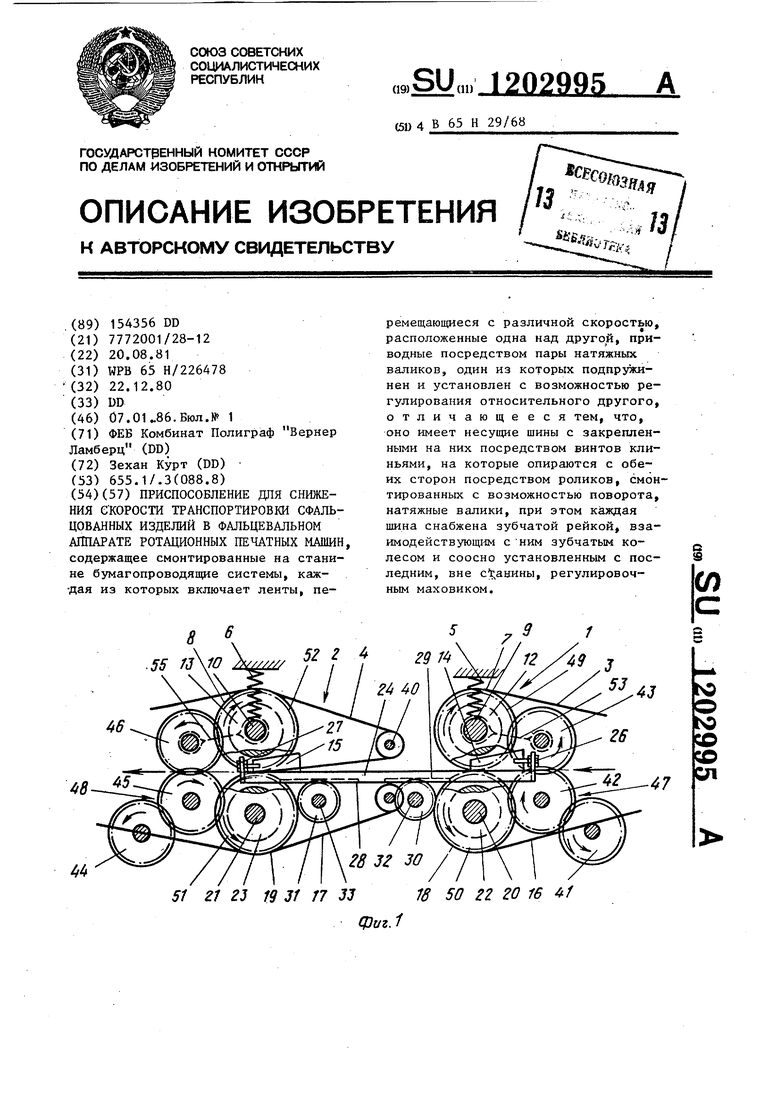
На фиг.1 представлено предлагаемое приспособление, вид сбоку;;на
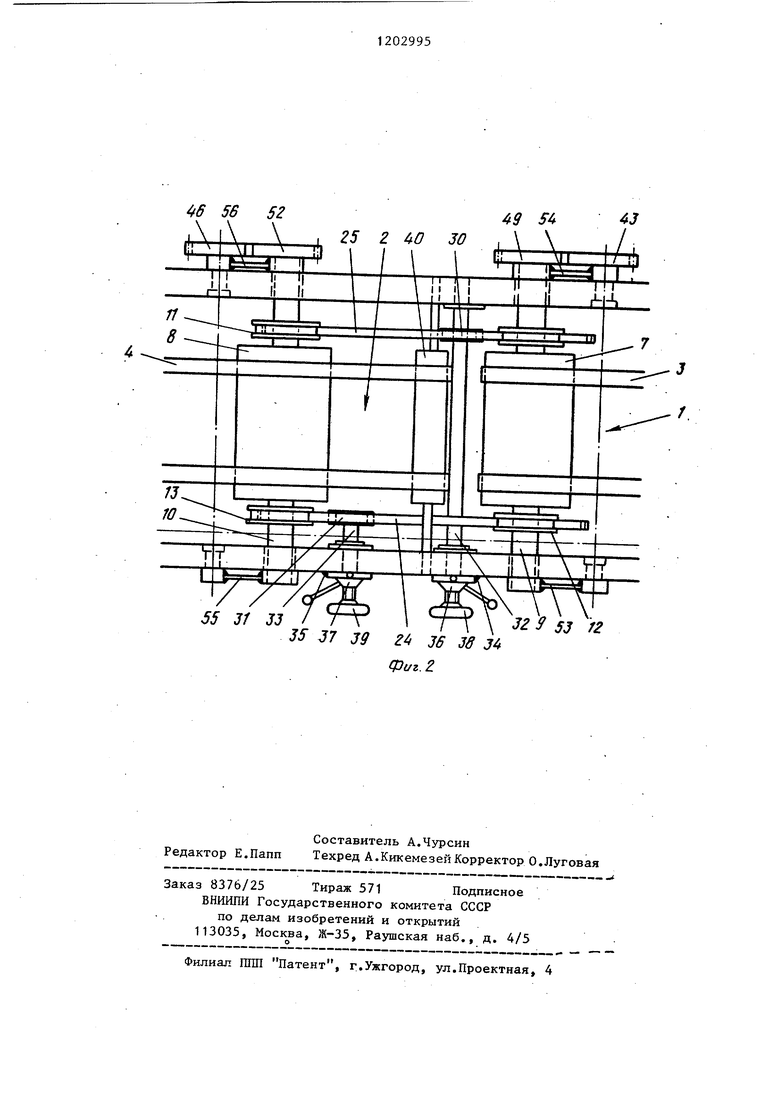
25 фиг.2 - то же, вид сверху.
Для уменьшения скорости транспортировки сфальцованных продуктов имеются две бумагопроводящие системы 1 - и 2. Верхние ленты 3(4) каждой бу0
магопроводящей системы 1(2) приводятся в действие посредством соответствующего приближающегося вертикально к направлению транспортировки сфальцованных продуктов подвижно расположенного и посредством нажим ных пружин 5(6) нагруженного натяжного ролика 7(8), который регулирог- вочно опирается с обеих сторон посредством вращательно размещенного на своих цапфах 9(10), оснащенного по объему пазом 11, ролика 12(13) против силы натяжения нажимной пружины 5(6) на клине 14(15).
Приводящий в действие соответ- .ствующие нижние ленты 16(17) бумаго- проводящей системы 1(2) натяжной валик 18(19) вращательно расположен с обеих сторон своими цапфами 20(21) на станине машины. На каждой цапфе 20(21) также вращательно рас
0 положен ролик 22(23), в объемный паз которого по направлению транспортировки .сфальцованного продукта перемещается шина 24(25), на ко- . торой юстировочно укрепляется винтами 26(27) клИн 14(15), на который опирается регулировочный натяжной валик 7(8) против силы натяжения нажимной пружины 5(6). При
5
этом расположенные соответственно на стороне станины машины клинья 14(15) совместно расположены на шине 24(25).
Каждая шина 24(25) в частичном диапазоне выполнена.-в качестве зуб- /чатой рейки 28(29), за которую зацеп-/ ляется соответствующий расположенный в станине машины рицель 30(31), При использовании эксцентрических втулок подшипника возможно одно выгодное положение между рицелем 30(31) и зубчатой рейкой 28(29).
На валу 32(33) каждого рицеля 30(31) вне станины машины укреплено индикаторное приспособление 34(35), например в форме взаимодействия указательной стрелки и шкалы, приводимое вручную зажимное кольцо 36(37) для арретировки вала 32(33), для чего как зажимное кольцо, так и вал имеют резьбу, а также маховик 38(39).
Для направления верхних и нижних лент 3(4) и-16(17) бумагопроводящей системы 1(2) используются наряду приводимых в действие натяжных валиков 7(8) и 18(19) не приводимые, расположенные в станине машины во вращательном положении, валы 40.
Привод натяжных валиков 7(8) и 18(19) производится для каждой бумагопроводящей системы 1(2) отдельно, с различным числом оборотов в результате соответствующего состоящего из нескольких промежуточных зубчатых колес 41 натяжения колеса 47(48) на укрепленное на цапфе промежуточных колес зубчатое цилиндрическое колесо от 49 до 52.
Для гарантии регулируемости и выравнивания различной толщины в потоке продуктов 9(10) натяжного валика 7(8) для верхних лент 3(4) расположены соосно к промежуточному колесу 43(46), приводящему в действие цилиндрическое зубчатое колесо 49, 52 с вращательно расположенными рычагами от 53 до 56.
Поток сфальцованных продуктов после их поперечного фальцования не изображенным образом с помощью стрелки разделяется на два частичных потока. При этом соответствующая леиточ- ная система 1 принимает на себя дальнейшую транспортировку сфальцован029956
ных продуктов. Посредством последней впоследствии перенимающей с малой скоростью ленты приводимой бумагопроводящей системы 2 сфальцован- ные продукты уменьшаются в своей скорости транспортировки для их дальнейшей обработки в не изображенном приспособлении для второго продольного фальцевания, названного
0 третьей фальцовкой, замедляет необходимую меньшую скорость транспортировки.
Чтобы гарантировать транспортировку сфальцованных продуктов без рушений посредством бумагопроводящей системы 1(2) в качестве предпо- сьшки для отличного второго продольного фальцевания при большой скорости машины, необходимо зазор между
20 натяжным валиком 7(8) дд1я верхних лент 3(4) и натяжным валиком 18(19) для нижних лент 16(17) точно уста новить на толщину сфальцованных продуктов. Основное положение пары
25 натяжных валиков обеих бумагопрово- дящих систем 1 и 2 друг к другу производится посредством сдвига клиньев 14(15) С помощью болтов 26(27) на соответствующей шине 24(25),
30 При изменении толщины продукта натяжные валики 7 и 8 для верхних лент 3 и 4 обеих бумагопроводящих систем 1 и 2 переставляются на соответствующей стороне совместно путем приведения в действие соответствующего маховика 38 или 39, Независимая друг от друга возможность установки для обеих сторон машины учитывает то, что сфальцованные продукты на д. месте первого продольного фальцевания в зависимости от их количества положений относительно противолежащей и не оснащенной фальцем кромкой сильнее нагружают.
Изобретенное приспособление гарантирует как точную предварительную настройку натяжных валиков 7 и 8 на базе контролируемых индикаторными приборами 34 и 35 устан.овочных данных, так и возможные дополнительные корректировки при работающей машине.
Признано изобретением по результатам экспертизы, осуществленной Ведомством по изобретательству Гер35
5
0
5
манской Демократической Республики,
6 56 52
Л
Z5 2 0 30
S5 ЗГ 33 / 7-Г I Г- ЗгЗ 53 Г2 35 37 39 г 36 Зв J4
Фиг.г
49
./.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФАЛЬЦЕВАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ФАЛЬЦЕВАНИЯ ПРОДУКТА | 2011 |
|
RU2574483C2 |
| ФАЛЬЦЕВАЛЬНОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ ВАЛИКИ С ПЕРЕМЕННОЙ ОКРУЖНОЙ СКОРОСТЬЮ, И СПОСОБ ФАЛЬЦЕВАНИЯ ПРОДУКТА | 2011 |
|
RU2593220C2 |
| ФАЛЬЦЕВАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ФАЛЬЦЕВАНИЯ ПРОДУКТА | 2011 |
|
RU2593217C2 |
| Ротационная машина для изготовления тетрадей | 1936 |
|
SU52810A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРЗАЦЕВ | 1972 |
|
SU350676A1 |
| Фальцевальный аппарат рулонной ротационной печатной машины | 1985 |
|
SU1429930A3 |
| Фальцевальный аппарат | 1983 |
|
SU1291447A1 |
| Устройство для зигзагообразного складывания перфоленты | 1980 |
|
SU958285A1 |
| СПОСОБ ОБРАБОТКИ РУЛОНА МАТЕРИАЛА И СИСТЕМА ОБРАБОТКИ РУЛОННОГО МАТЕРИАЛА | 1995 |
|
RU2100208C1 |
| Фальцевально-резальный аппарат рулонных ротационных печатных машин | 1983 |
|
SU1155470A1 |
Составитель А.Чурсин Редактор Е.Папп Техред А.КикемезейКорректор О.Луговая
Заказ 8376/25 Тираж 571 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал гаш Патент, г.Ужгород, ул.Проектная, 4
