Изобретение относится к полиграфическому производству и может быть использовано в фальцевано-резальных аппаратах рулонных ротационных печатных машин и фальцевальных машинах.
Известен фальцевально-резальный аппарат рулонных ротационных печатных машин, содержаш,ий установленные по ходу технологического процесса механизм для продольной фальцовки ленты, включающий лентоведуший цилиндр, контактирующие с ним прижимные ролики, фальцворонку, направляющие и тянушие пары валиков, механизм для продольной биговки, включающий дисковый биговочный нож, механизм для поперечной биговки, содержащий подающие валики, биговочный нож и упругую поверхность для контакта с ним, размещенную на одном из подающих валиков, механизм для поперечной фальцовки и резки ленты, включающий фальцевальный цилиндр с расположенными на его валиках фальцующими ножами и режущее средство, содержащее подвижный нож и фальцующие валики, привод которых связан с приводом фальцевального цилиндра.
Однако механизм для продольной биговки ленты, используемый в известном устройстве, вследствие размещения его на фальцворонке имеет недостатки, обусловленные тем, что поперечное положение ленты относительно начала (верхней части) фальцворонки является неустойчивым из-за действия на ленту различных возмущений, отклоняющих ее от требуемого направления движения (различные жесткостные свойства ленты по ее щирине, обусловленные состоянием самой ленты, различным воздействием на ленту по ее ширине краски, увлажняющего раствора, перекосом лентонаправляющих валиков и лентоведущих цилиндров и др.), поэтому поперечное положение ленты неустойчиво также и относительно носика фальцворонки, из-за чего нарушается точность продольной фальцовки ленты; вследствие неустойчивости поперечного положения ленты относительно начала фальцворонки расположение биговочного устройства относительно фальцворонки (между лентоведущим цилиндром и носиком фальцворонки) не обеспечивает устойчивости движения ленты и относительно носика фальцворонки, поскольку поперечное смещение ленты относительно начала фальцворонки вызывает такое же смещение ее относительно фальцворонки по всей ее длине и относительно биговочного механизма, и в этом смещенном состоянии лента попадает на носик фальцворонки; использование известного биговочного механизма предназначено для продольной биговки или одной ленты, обрабатываемой в фальцаппарате, или сразу нескольких лент, в последнем случае не
обеспечивается точное совмещение лент по их щирине, собираемых на одной фальворонке (ленты разъезжаются в поперечном направлении относительно друг друга вследствие указанных выше причин), поэтому такая биговка не обеспечивает точность продольной фальцовки нескольких лент на одной фальцворонке, при этом точность продольной фальцовки на одной фальцворонке нескольких лент хуже, чем для фальцовки одной ленты; при воздействии биговочного механизма на несколько наложенных друг на друга лент нагрузка на привод ролика с биговочным ножом значительно возрастает, а значит увеличивается энергия, потребляемая приводом машины. Кроме того, механизм для поперечной биговки продольной сфальцованной ленты (лент) на фальцворонке выполнен на паре тянущих цилиндров, и поскольку длина свободного пути между этими цилиндрами и местом ее поперечной фальцовки значительная, и на этом пути величина продольной деформации продольно сфальцованной ленты подвержена колебаниям под действием указанных факторов, а также из-за несбалансированности и перекоса лентоведущих цилиндров и тянущих валиков и колебаний натяжения ленты в самой печатной мащине, то место биговки ленты может не совпадать с местом воздействия на нее фальцующего ножа, вследствие чего точность поперечной фальцовки и рубки ленты нарушаются. Помимо этого в известных фальцевально-резальных аппаратах рубка ленты осуществляется ножами сразу по всей ширине продольно сфальцованной ленты. При этом возникают большие динамические нагрузки, действующие на привод фальцевально-резального аппарата и всей печатной машины, которые приводят к значительному уменьшению производительности печатных машин. В известных фальцевально-резальных аппаратах осуществляется свободная проводка продольно сфальцованной ленты между тянущими валиками и контактом фальцевального и рубящего цилиндров, где лента накалывается графейками, а затем рубится, при этом графейки фальцевального цилиндра прокалывают натянутую ленту и вследствие разности линейных скоростей выступающих над поверхностью фальццилиндра концов графеек и ленты на последнюю в этот момент и до момента движения графеек до зоны контакта фальцевального и рубящего цилиндров действует сначала скачкообразное силовое возмущение, вызывающее резкое возрастание натяжения ленты, а затем движущаяся вдоль натянутого участка изменяющаяся по величине нагрузка. Изменение величины этой нагрузки обусловлено изменением радиуса взаимодействия графеек с лентой, а перемещение этой нагрузкиперемещением графеек с лентой. Кроме графеек на данном участке проводкн ленты на последнюю оказывают воздействие марзан фальццилиндра, а также упругие колодки и нож рубящего цилиндра. Поскольку все эти элементы (колодки, нож, марзан) выступают над поверхностями соответствующих цилиндров, то их воздействие на натянутую ленту аналогично воздействию на нее графеек. Вследствие такого возмущающего воздействия указанных факторов в ленте возникают параметрические колебания ее натяжения, а при некоторых скоростях ленты - и параметрический резонанс колебаний ленты, которые влияют на точность рубки и поперечной фальцовки ленты, а также вызывают обрыв ленты.
Цель изобретения - повышение качества и производительности устройства.
Указанная цель достигается тем, что в фальцевально-резальном аппарате рулонных ротационных печатных мащин, содержащем установленные по ходу технологического процесса механизм для продольной фальцовки ленты, включающий лентоведудущий цилиндр, контактирующие с ним прижимные ролики, фальцворонку, направляющие и тянущие пары валиков, механизм для продольной биговки, включающий дисковый биговочный нож, механизм для поперечной биговки, содержащий подающие валики, биговочный нож и упругую поверхность для контакта с ним, размещенную на одном из подающих валиков, механизм Для поперечной фальцовки и резки ленты, включающий фальцевальный цилиндр с расположенными на его валиках фальцующими ножами и режущее средство, содержащее по крайней мере один подвижный нож и фальцующие валики, привод которых связан с приводом фальцевального цилиндра, механизм для поперечной биговки снабжен дополнительным биговочным ножом, причем биговочные ножи установлены на соответствующих валиках фальцующего цилиндра механизма для поперечной резки ленты диаметрально противоположно, соответствующим фальцующим ножам, при этом фальцующие валики установлены эксцентрично относительно их геометрических осей.
Кроме того, режущее средство механизма для поперечной фальцовки и резки ленты имеет неподвижный нож со спиральной режущей кромкой для взаимодействия с режущей кромкой подвижного ножа и ножедержатель с направляющими, установленными концентрично относительно фальцевального цилиндра, при этом подвижный. нож имеет привод возвратно-поступательного перемещения и размещен в диаметральной плоскости фальцевального цилиндра.
Направляющие ножедержателя неподвижного ножа имеют средства для регулировки положений по радиусу, а нож установлен в них с возможностью фиксации его положений относительно фальцевального цилиндра по окружности.
Дисковый биговочный нож механизма для продольной биговки установлен на лентоведущем цилиндре механизма для продольной фальцовки ленты.
Подвижный нож режущего средства механизма для поперечной фальцовки и резки ленты имеет скощенные режущие кромки.
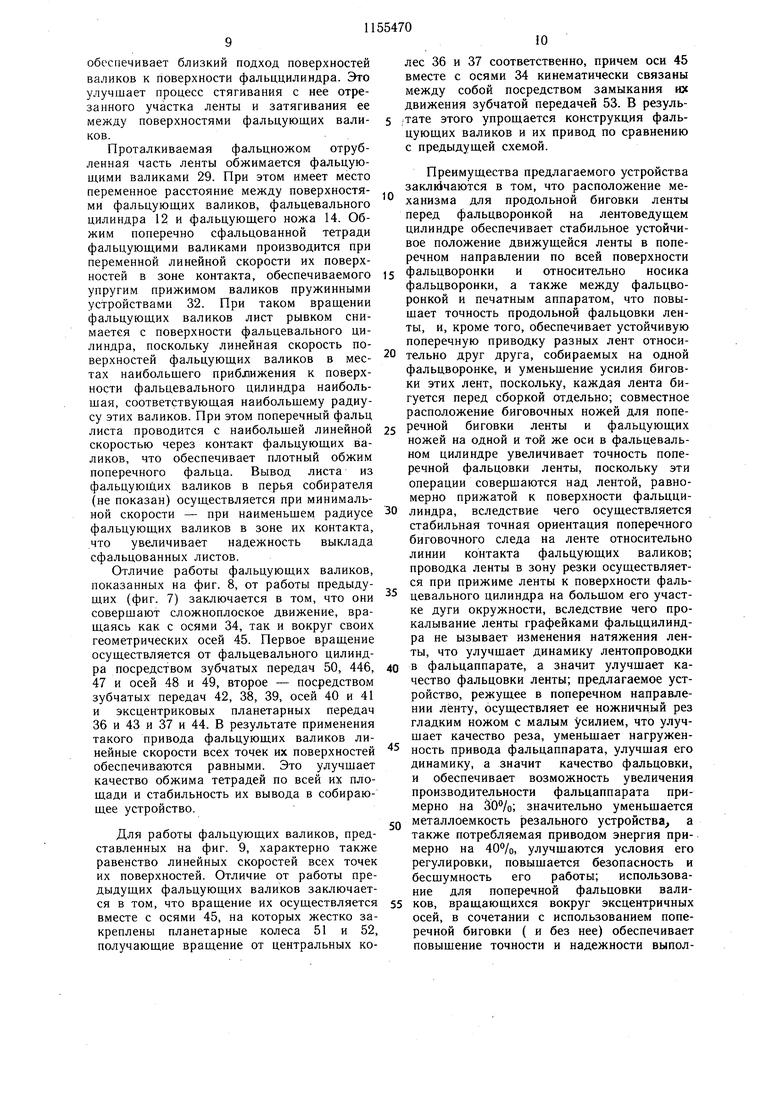
На фиг. 1 представлена принципиальная схема предлагаемого фальцевально-резального аппарата рулонной ротационной печатной мащины; на фиг. 2 - конструкция валика механизма для поперечной биговки; на фиг. 3-6 - конструкция и элементы механизма дляг поперечной фальцовки и резки ленты; на фиг. 7-9 - схемы приводов фальцующих валиков.
Фальцевально-резальный аппарат рулонной ротационной печатной мащины (фиг. 1) содержит механизм для продольной фальцовки ленты, включающей лентоведущий цилиндр 1, его привод 2, прижимные ролики 3 с эластичной поверхностью, контактирующие с лентоведущим цилиндром 1, фальцворонку 4, направляющие пары валиков 5, тянущие пары валиков 6, механизм для про дольной биговки, включающий установленный на лентоведущем цилиндре 1 дисковый биговочный нож 7. Механизм для поперечной биговки фальцевально-резального аппарата содержит подающие валики 8 и 9, биговочный нож 10 и упругую поверхность 11 для контакта с ним, размещенную на подающем валике 9. Механизм для поперечной фальцовки и резки ленты данного устройства включает фальцевальный цилиндр 12 с расположенными на его валиках 13 фальцующими ножами 14 и режущее средство. Механизм для поперечной биговки устройства снабжен дополнительным биговочным ножом 15. Биговочные ножи 10 и 15 установлены на соответствующих валиках 13 фальцующего цилиндра 12 механизма для поперечной резки ленты диаметрально противоположно соответствующим фальцующим ножам 14.
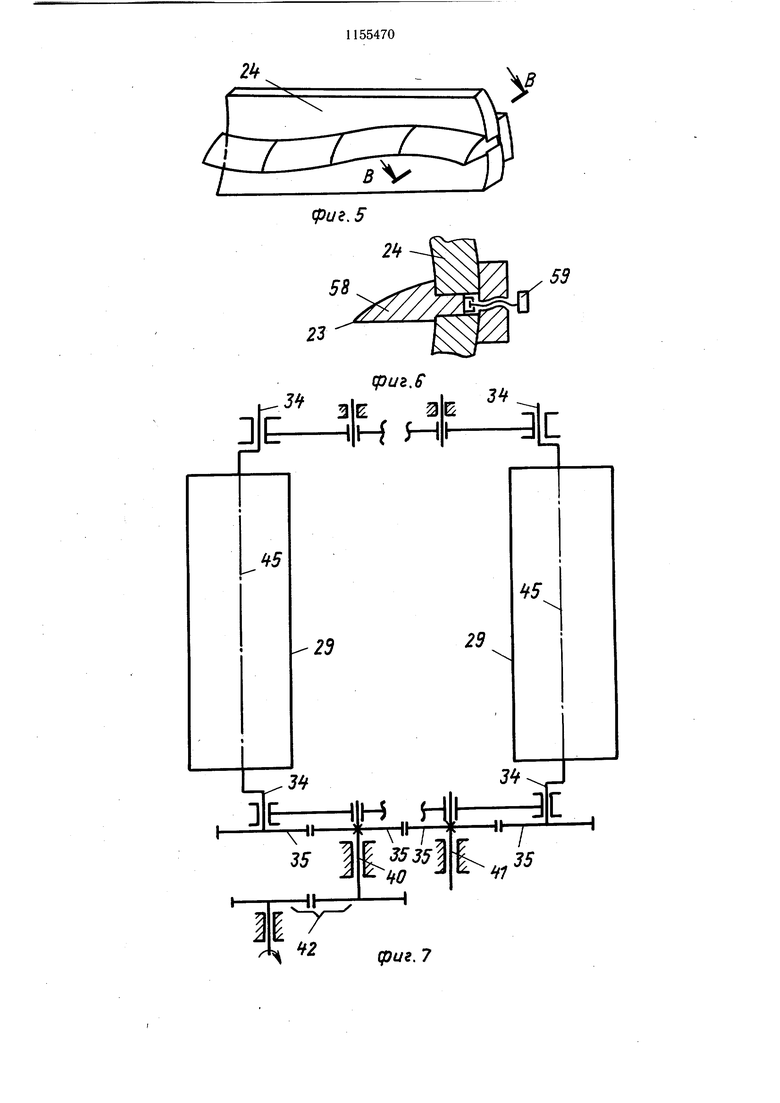
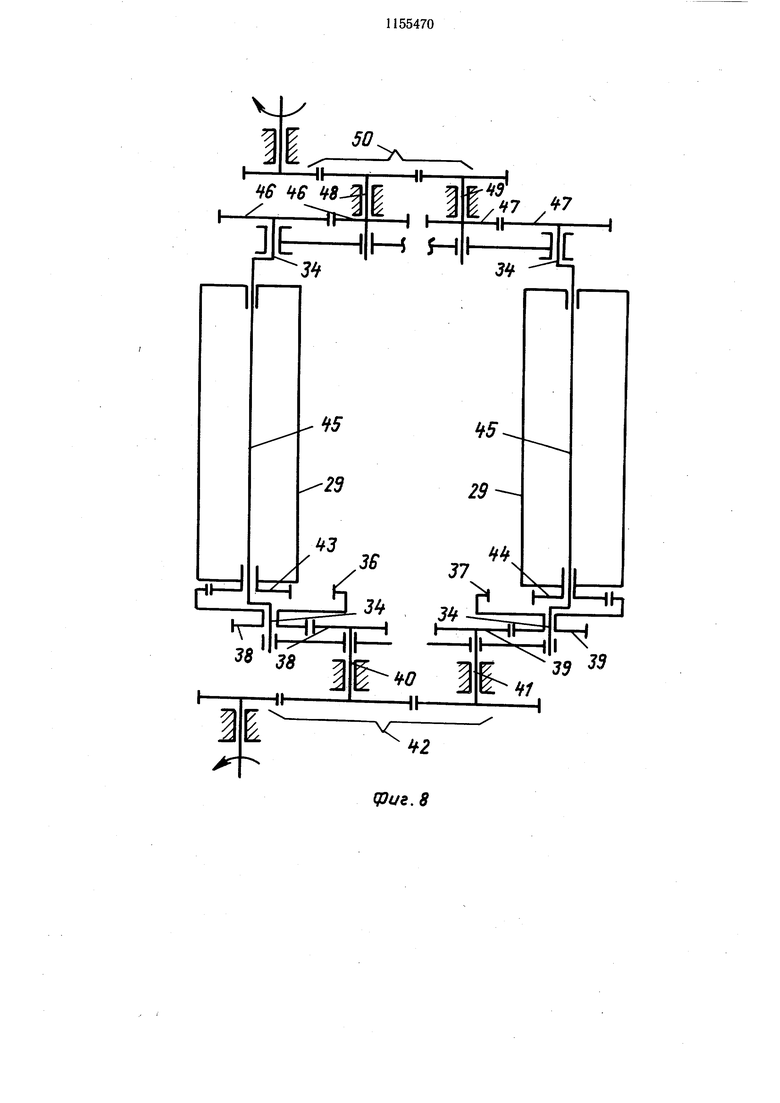
Режущее средство механизма для поперечной фальцовки и резки ленты содержит подвижные ножи 16 со скощенными режущими кромками, имеющие привод возвратно-поступательного перемещения, и размещены в диаметральной плоскости фальцевального цилиндра 12 в направляющих 17. Привод возвратно-поступательного перемещения ножей имеет рамки 18, связанные с соответствующим эксцентриком 19, опоры которых размещены в стенках фальцевального цилиндра 12. Валы эксцентриков 19 посредством рычагов 20 кинематически связаны с соответствующими кулачками 21, закрепленными на станине устройства. Режущее средство механизма для поперечной фальцовки и резки ленты содержит так же неподвижный нож 22 со спиральной режущей кромкой 23 для взаимодействия с режущей кромкой подвижного ножа 16 и ножедержатель 24 с направляющими 25, установленными концентрично относительно фальцевального цилиндра 12. Направляющие 25 ножедержателя 24 ножа 16 имеют средство для регулирования их положения по радиусу, выполненное в виде установленной в направляющих 26 приводной каретки 27. Неподвижный нож 16 установлен в направляющих 25 с возможностью фиксации его положений относительно фальцевального цилиндра 12 по окружности посредством фиксирующего винтового средства 28, Фальцующие валики 29 фальцевальнорезального аппарата снабжены приводом 30, кинематически связанным с приводом фальцевального цилиндра 12, и установлены эксцентрично относительно своих геометрических осей посредством рычагов 31, подпружиненных пружиной 32, качающейся на соответствующих осях 33. Кинематическая связь привода 30 с эксцентричными осями 34, фальцующих валиков 29 осуществляется посредством зубчатых передач 35. Привод фальцующих валиков 29 выполнен в виде дифференциальных замкнутых зубчатых передач на базе эксцентриковых (фиг. 8) и содержит центральные колеса 36 и 37, свободно вращающиеся на осях 34 и связанные посредством зубчатых передач 38 и 39, осей 40 и 41 и передачи 42 с ;)альцевальным цилиндром 12 с одной его стороны. Кроме того, привод фальцующих ВПЛ11КОВ 29 содержит планетарные колеса 43 и 44, закрепленные на фальцующих валиках 29, свободно размещенных на осях 45, при этом эксцентричные оси 34 связаны по другую сторону фальцующих валиков 29 зубчатыми передачами 46 и 47, осями 48 и 49 и передачей 50 с фальцевальным цилиндром 12 с другой его стороны, замыкая на него данную дифференциальную передачу.
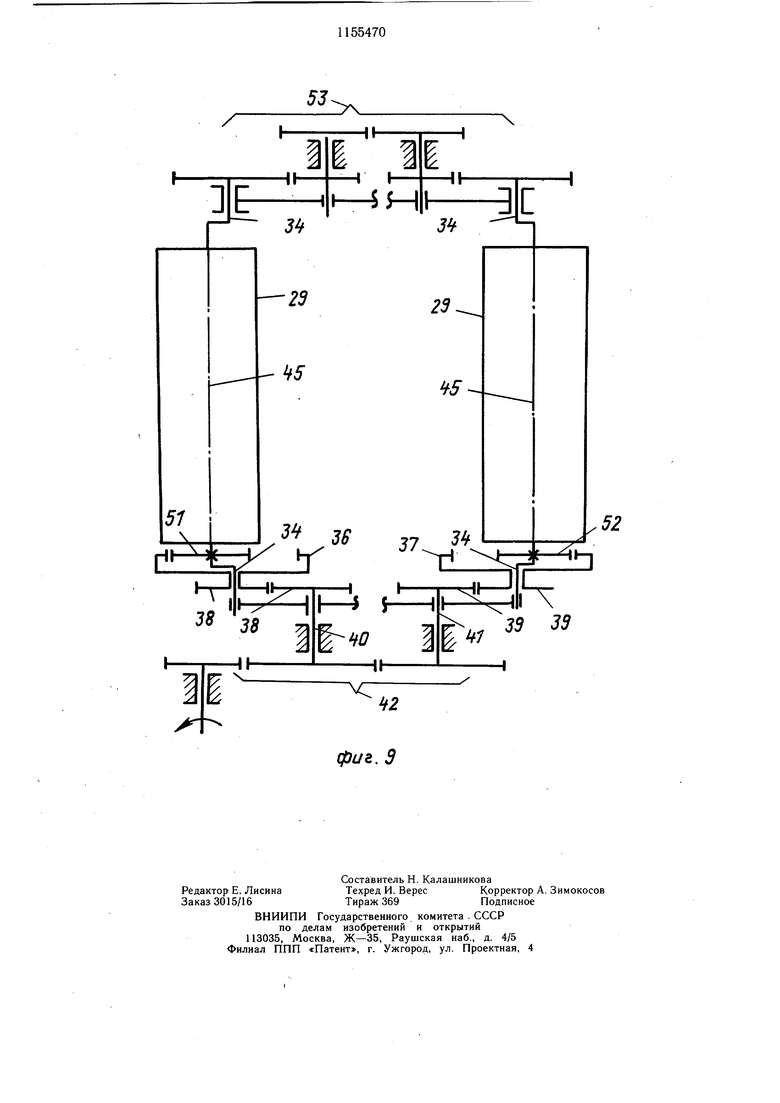
Другой вариант .исполнения привода фальцующих валиков, выполненный также в виде дифференциальной замкнутой зубчатой передачи (фиг. 9) отличается от предыдущего тем, что планетарные колеса 51 и 52 Жестко закреплены вместе с фальцующими валиками 29 на осях 45. При этом эксцентричные оси 34 по другую сторону фальцующих валиков 29 связаны посредством замыкающей зубчатой передачи 53 друг с другом.
Работа предлагаемого фальцевальнорезального аппарата заключается в следующем.
После запечатывания в печатной секции
лента поступает в лентоведущую пару перед фальцворонкой соседнего фальцевальнорезального аппарата - между приводным лентоведущим цилиндром 1, привод 2 которого кинематически связан с приводом фальцевального цилиндра 12 и прижимными роликами 3, при этом биговочный дисковый нож 7 в паре с упругой поверхностью одного (среднего) из роликов 3 оставляет на поверхности ленты с ее стороны обращенной к поверхности фальцворонки 4, биговочный след - полосу. После этого дальнейщая проводка ленты может осуществляться двумя вариантами. Первый вариант - лента после данной биговки поступает на фальцворонку данного фальцевально-резального аппарата. Второй ва риант - лента после проведенной биговки поступает в лентоведущую пару другого фальцевально-резаль.ного аппарата, накладываясь на ленту, поступающую в этот другой фальцевально-резальный аппарат,
5 например, из соседней печатной секции. При этом обе ленты ориентируются друг относительно друга по своим биговочным полосам и поступают на фальцворонку данного фальцевально-резального аппарата, т. е, осуществляется подборка лент из
0 двух (в общем случае из нескольких) печатных аппаратов на одной фа ьцворонке.
При прохождении ленты (или подобранных лент) по фальцворонке биговочная полоса ленты попадает на носик фальцво5 ронки. Вследствие всего этого лента ориентируется относительно фальцворонки по двум лежащим в одной плоскости линиям, определяемым биговочной кромкой биговочнОго ножа 7 и формирующей продольный сгиб ленты кромкой носика фальцворонки 4. Таким образом обеспечивается устойчивое движение ленты по всей поверхности фальцворонки, а также на пути между печатным аппаратом и фальцворонкой. После схода продольно сфальцованной ленты с фальцворонки 4 она направляется валиками 5, обжимается тянущими парами валиков 6 и подающих валиков 8 и 9, затем лента поступает в контактную зону валика 9, имеющего эластичную упругую
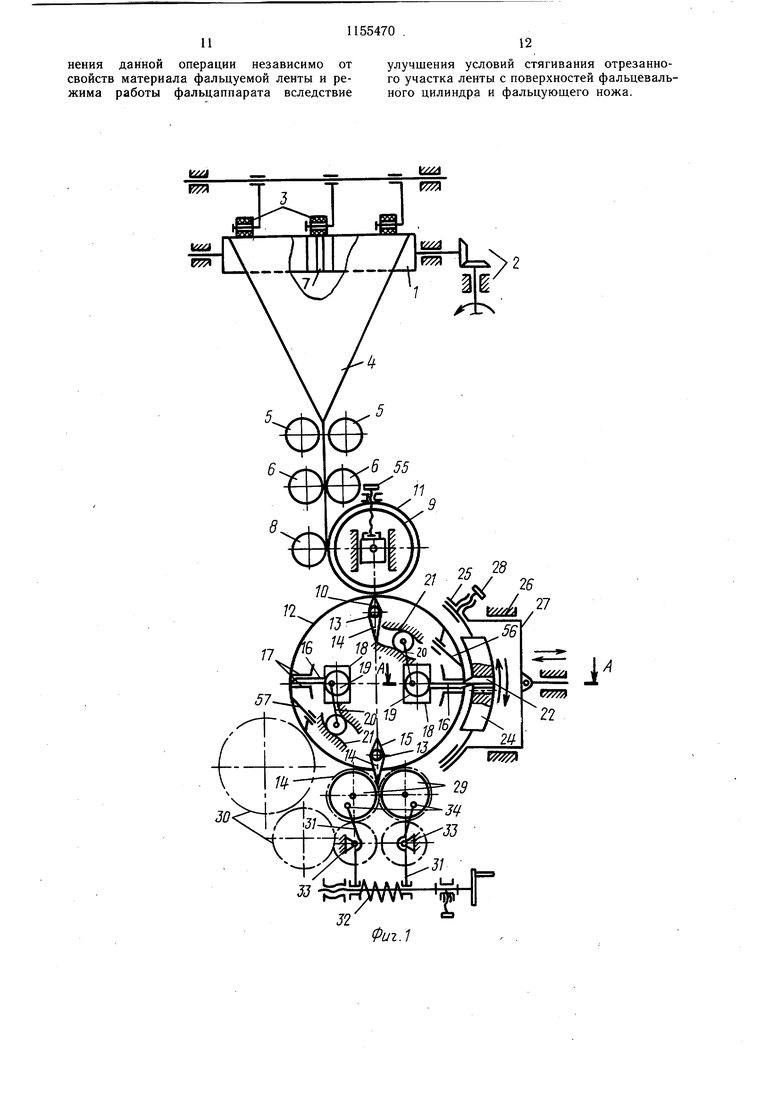
Q поверхность 11 (или марзан 54), с поверхностью фальцевального цилиндра 12. Величина прижима к данным позерхностям продольно сфальцованной ленты регулируется механизмом 55. Диаметр валика 9 с упругой поверхностью 11 выбирается
5 конструктивно и может быть равен диаметру сопрягающегося с ним фальцующего цилиндра 12- Диаметр подающего валика 9 при установке на нем мерзана 54
должен соответствовать половине диаметра фальцевального цилиндра 12.
В данной контактной зоне осуществляется воздействие по циклу лезвия биговочного ножа 10 (или 15) на продольно сфальцованную ленту и производится ее поперечная биговка. После прохождения этой контактной зоны лента, прижатая к поверхности фальцевального цилиндра 12, прокалывается по циклу графейками 56, а при повороте фальцевального цилиндра после этого на 180° - и графейками 57. После прокалывания ленты г рафейками 56 и 57 она поступает в зону взаимодействия лезвия подвижного ножа 16 и лезвия 23 неподвижного ножа 22. Регулировка относительногр положения этих ножей осуществляется путем окружного смещения ножа 22 и направляющих 25 и радиального перемещения ножедержателя 24 в направляющих 26.
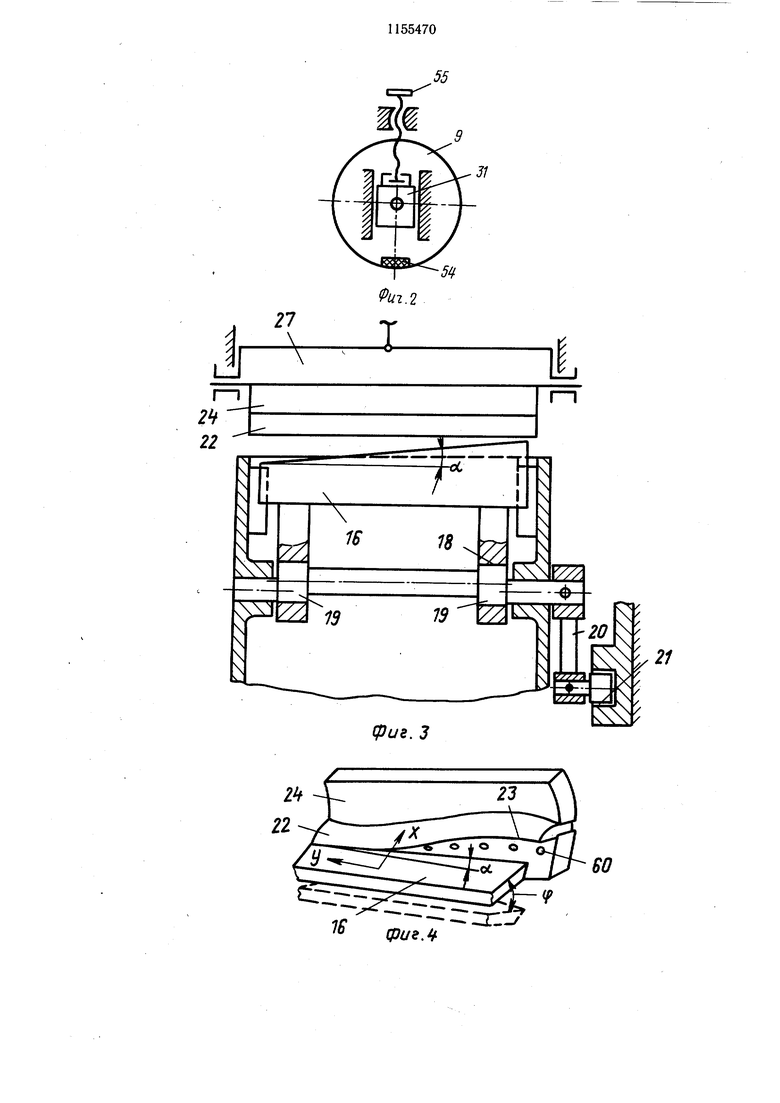
Неподвижный нож 22 может быть выполнен составным - из отдельных ножей 58 с режущими кромками, каждый из которых снабжен винтовым 59 регулировочным устройством (фиг. 6). При этом как нож 22, так и ножи 58 размещены в ножедержателе 24, расположенном в круговых направляющих 25 каретки 27 с фиксирующим винтовым механизмом 28, а каретка 27 размещена в горизонтальнь1х направляющих 26 с возможностью ее перемещения относительно поверхности фальцующего цилиндра 12 посредством приводного механизма (не показан).
Кроме того, неподвижный нож 22 может иметь отверстия 60 для отсоса бумажной пыли, образовавщейся после разрезки ленты.
Взаимодействие подвижного 16 и неподвижного 22 ножей осуществляется путем радиального перемещения ножа 16 посредством взаимодействия профиля кулачка .21 с роликом рычага 20 поворота. Использование для привода разных ножей 16 разных кулачков 21 приводит к меньщему износу их профильных поверхностей, но усложняет регулировку взаимодействия одного неподвижного ножа 22 с двумя подвижными ножами 16. Использование одного кулачка 21 для привода обоих подвижных ножей 16 дает противоположный эффект, т. е, упрощение регулировки и повыщение надежности взаимодействия обоих подвижных ножей с неподвижным ножом, но при этом увеличивается износ кулачка.
Движение подвижного ножа относительно неподвижного ножа характеризуется тремя координатами (фиг. 4): углом поворота У вместе с фальццилиндром, радиальным перемещением х и продольным смещением точки контакта режущей кромки подвижного ножа относительно профиля неподвижного ножа.
Связь между скоростью х радиального перемещения подвижного ножа, скоростью вращения ( этого ножа вместе с фальццилиндром, углом поворота Vpes данного ножа, на котором происходит разрезка продольно сфальцоваанной ленты на ее щирину L, определяется следующим образом. Время разрезки ленты t fpez/ta Скорсть продольного (вдоль щирины ленты) перемещения точки контакта кромки подвижного ножа относительно профиля неподвижного ножа
v
Связь между скоростями х и f при угле 5 наклона оС (фиг. 3) прямолинейной скошенной кромки подвижного ножа к оси вращения фальццилиндра x Ytg 5f-Окончательно искомая связь принимает
о .
п «
и Кромки лезвии подвижного и неподвижного ножей в точке их контакта являются взаимоогибаемыми кривыми. В частном случае данные режущие лезвия могут быть выполнены как- в рассмотренном случае:
5 лезвие подвижного ножа - скощенная линия к оси вращения фальццилиндра, лезвие неподвижного ножа - спиральная линия. При взааимодействии таких взаимоогибаемых кромок лезвий ножей отсутствует скольжение поверхности разрезаемой
0 ленты .по точке контакта ножей и обеспечивается ее надежный качественный разрез. В момент отрезки ленты подвижным ножом 16 соответствующие графейки 57, взаимодействующие с передним свободным концом отрезанного участка ленты, освобождают его путем ухода внутрь фальццилиндра за его наружную поверхность. При этом лезвие фальцующих ножей, начав взаимодействовать несколько раньще с поверхностью еще не отрезанной ленты, после
0 ее отрезки оказываются расположенными вертикально напротив зоны контакта фальцующих валиков 29 и взаимодействующими с отрезанным участком ленты по месту ее поперечной биговки. Такое взаимодействие фальцножей с отрезанным участком ленты
5 обеспечивает подачу его между поверхностями фальцующих валиков 29. Поскольку лента, начиная от места контакта подающего влика 9 с поверхностью фальцевального цилиндра 12 и кончая местом выхода из нее графеек, оказывается равномерно прижатой к поверхности фальццилиндра, а расположение биговочных и фальцующих ножей в момент осуществления поперечной биговки и фальцовки получается в одной плоскости, то место взаимодействия фальц5 ножей со следом поперечной биговки располагается точно напротив контакта фальцующих валиков. Вращение этих валиков вокруг эксцентричных осей 34 (фиг. 1,7)
обеспечивает близкий подход поверхностей валиков к поверхности фальццилиндра. Это улучшает процесс стягивания с нее отрезанного участка ленты и затягивания ее между поверхностями фальцующих валиков.
Проталкиваемая фальцножом отрубленная часть ленты обжимается фальцующими валиками 29. При этом имеет место переменное расстояние между поверхностями фальцующих валиков, фальцевального цилиндра 12 и фальцующего ножа 14. Обжим поперечно сфальцованной тетради фальцующими валиками производится при переменной линейной скорости их поверхностей в зоне контакта, обеспечиваемого упругим прижимом валиков пружинными устройствами 32. При таком вращении фальцующих валиков лист рывком снимается с поверхности фальцевального цилиндра, поскольку линейная скорость поверхностей фальцующих валиков в местах наибольшего приботажения к поверхности фальцевального цилиндра наибольшая, соответствующая наибольшему радиусу этих валиков. При этом поперечный фальц листа проводится с наибольшей линейной скоростью через контакт фальцующих валиков, что обеспечивает плотный обжим поперечного фальца. Вывод листа из фальцуюц их валиков в перья собирателя (не показан) осуществляется при минимальной скорости - при наименьшем радиусе фальцующих валиков в зоне их контакта, что увеличивает надежность выклада сфальцованных листов.
Отличие работы фальцующих валиков, показанных на фиг. 8, от работы предыдущих (фиг. 7) заключается в том, что они совершают сложноплоское движение, вращаясь как с осями 34, так и вокруг своих геометрических осей 45. Первое вращение осуществляется от фальцевального цилиндра посредством зубчатых передач 50, 446, 47 и осей 48 и 49, второе -- посредством зубчатых передач 42, 38, 39, осей 40 и 41 и эксцентриковых планетарных передач 36 и 43 и 37 и 44. В результате применения такого привода фальцующих валиков линейные скорости всех точек их поверхностей обеспечиваются равными. Это улучшает качество обжима тетрадей по всей их площади и стабильность их вывода в собирающее устройство.
Для работы фальцующих валиков, представленных на фиг. 9, характерно также равенство линейных скоростей всех точек их поверхностей. Отличие от работы предыдущих фальцующих валиков заключается в том, что вращение их осуществляется вместе с осями 45, на которых жестко закреплены планетарные колеса 51 и 52, получающие вращение от центральных колес 36 и 37 соответственно, причем оси 45 вместе с осями 34 кинематически связаны между собой посредством замыкания юс движения зубчатой передачей 53. В результате этого упрощается конструкция фальцующих валиков и их привод по сравнению с предыдущей схемой.
Преимущества предлагаемого устройства заключаются в том, что расположение механизма для продольной биговки ленты перед фальцворонкой на лентоведущем цилиндре обеспечивает стабильное устойчивое положение движущейся ленты в поперечном направлении по всей поверхности фальцворонки и относительно носика фальцворонки, а также между фальцворонкой и печатным аппаратом, что повышает точность продольной фальцовки ленты, и, кроме того, обеспечивает устойчивую поперечную приводку разных лент относительно друг друга, собираемых на одной фальцворонке, и уменьшение усилия биговки этих лент, поскольку, каждая лента бигуется перед сборкой отдельно; совместное расположение биговочных ножей для поперечной биговки ленты и фальцующих ножей на одной и той же оси в фальцевальном цилиндре увеличивает точность поперечной фальцовки ленты, поскольку эти операции совершаются над лентой, равномерно прижатой к поверхности фальццилиндра, вследствие чего осуществляется стабильная точная ориентация поперечного биговочного следа на ленте относительно линии контакта фальцующих валиков; проводка ленты в зону резки осуществляется при прижиме ленты к поверхности фальцевального цилиндра на большом его участке дуги окружности, вследствие чего прокалывание ленты графейками фальццилиндра не ызывает изменения натяжения ленты, что улучшает динамику лентопроводки в фальцаппарате, а значит улучшает качество фальцовки ленты; предлагаемое устройство, режущее в поперечном направлении ленту, осуществляет ее ножничный рез гладким ножом с малым усилием, что улучшает качество реза, уменьшает нагруженность привода фальцаппарата, улучшая его динамику, а значит качество фальцовки, и обеспечивает возможность увеличения производительности фальцаппарата примерно на 30%; значительно уменьшается металлоемкость резального устройства а также потребляемая приводом энергия примерно на 40%, улучшаются условия его регулировки, повышается безопасность и бесшумность его работы; использование для поперечной фальцовки валиков, вращающихся вокруг эксцентричных осей, в сочетании с использованием поперечной биговки ( и без нее) обеспечивает повышение точности и надежности выполнения данной операцнн независнмо от своиств материала фальцуемой ленты и режима работы фальцаппарата вследствие улучшения условий стягивания отрезанного участка ленты с поверхностей фальцевалького цилиндра и фальцующего ножа.
1. ФАЛЬЦЕВАЛЬНО-РЕЗАЛЬНЫЙ АППАРАТ РУЛОННЫХ РОТАЦИОННЫХ ПЕЧАТНЫХ МАШИН, содержащий установленные по ходу технологического .процесса механизм для продольной фальцовки ленты, включающий лентоведущий цилиндр, контактирующие с ним прижимные ролики, фальцворонку, направляющие и тянущие пары валиков, механизм для продольной биговки, включающий дисковый биговочный нож, механизм для поперечной биговки, содержащий подающие валики, биговочный нож и упругую поверхность для контакта с ним, размещенную на одном из подающих валиков, механизм для поперечной фальцовки и резки ленты, включающий фальцевальный цилиндр с расположенными на его валиках фальцующими ножами и режущее средство, содержащее по крайней мере один подвижный нож и фальцующие валики, привод которых связан с приводом фальцевального цилиндра, отличающийся тем, что, с целью повышения качества и производительности устройства, механизм для поперечной биговки снабжен дополнительным биговочным ножом, причем биговочные ножи установлены на соответствующих валиках фальцующего цилиндра механизма для поперечной резки ленты, диаметрально противоположно соответствующим фальцующим ножам, при этом фальцующие валики установлены эксцентрично относительно их геометрических осей. 2.Аппарат по п. 1, отличающийся тем, что режущее средство механизма для поперечной фальцовки и резки ленты имеет неподвижный нож со спиральной режущей кромкой для взаимодействия с режущей кромкой подвижного ножа и ножедержатель с направляющими, установленными концентрично относительно фальцевального цилиндра, при этом подвижный нож имеет привод возвратно-поступательного перемещения и размещен в диаметральной плоскоS сти фальцевального цилиндра. 3.Аппарат по пп. 1 и 2, отличающийся тем, что направляющие ножедержателя. неподвижного ножа имеют средства для регулировки положений по радиусу, а нож установлен в них с возможностью фиксации его положений относительно фальцевального цилиндра по окружности. 4.Аппарат по п. 1, отличающийся тем, что дисковый биговочный нож механизма сл ел для продольной биговки установлен на лентоведущем цилиндре механизма для про дольной фальцовки ленты. 5.Аппарат по пп. 1 и 2, отличающийся тем, что подвижньщ нож режущего средства механизма для поперечной фальцовки и резки ленты имеет скошенные режущие кромки.
//л
;
gh J
t////a
fpue.S
3
ГЕ
-
5
54
fpuz.f
Б
И M
29
54
дэиг. 7
46 6 ifB I ..
J
«5
bv
ЧН
.7
tl
H h
M
J4
5 2953
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 4141544, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
