Изобретение относится к полимерному машиностроению, в частности к многопозиционным автоматам для изготовления обуви методом жидкого фомования из полиуретана.
Целью изобретения является упрощение эксплуатации установки путем упрощения настройки соотношения компонентов „
На чертеже изображена схема предлагаемой установки, общий вид.
Установка содержит емкости 1 и 2 для кo ffloнeнтoв5 имеющие съемные крыки 3 и 4, Внутри емкостей 1 и 2 для компонентов у днища установлены напорные насосы, выполненные в виде плу11жерных нагнетателей 5 и 6,которые тягами 7 и 8 связаны с соответствую- npiMH им силовьми цилиндрами 9 и 10. установленными вертикально на крьпи- ках 3 и 4, Силовые цилиндры 9 и 10 кмеэдт в&личину хода штока, которая обеспечивает подачу нагнетателями 5 и 6 за один ход (такт нагнетания) порции компонентов, достаточные для изготовления одного изделия. На корпусе, на.пример силового цилиндра 9 горизонтально и неподвижно закреплен дополнительный цилиндр 11, шток которого через ось связан с ползуном 12 направляющей 13« Направляющая 13 закреплена на оси 14, Ось 14 закреплена на раме 15, смонтированной на штоке силового циливдра 9« Направляющая 13 имеет механизм регулирования ее наклона, выполненный в виде ходовой гайки 16 и приводного винта 17 5 соединенного через самотормозящий механизм 18 (червячньм редуктор) с двигателем 19. Рабочая полость дополнительного цилиндра 11 связана трубопроводом 20 с верхней рабочей полостью силового 11;илинд- ра 9 и с нижней полостью силового цршиндра 10 - трубопроводом 21. Верхняя полость силового цилищ:фа 10 связана трубопроводом 22 со штоко- выми полостями распылительного клапана 23 и поршневой полостью с:илово- го гдилиндра 24 перемещения смесителя 25 к формам 26, установленным на транспортном устройстве.27, Штоковая полость ctmoBoro цилиндра 24 связана трубопроводом 28 с поршневой полостью клапана 23 и нижней полостью силового цилиндра 9, Штоки распылительного клапана 23 оснащены пружиной 29, Выходы нагнетателей 5 и 6
соединены трубопроводами 30 и 31 с технологическим входом компонентов в распьшительный клапан 23. Трубопроводы 22 и 28 подключены к золот- нику 32 насосной станции 33.
Установка работает следующим образом.
Во время паузы между периодами
заливки жидкость под давлением подается насосной станцией 33 через золотник 32 по трубопроводу 28 в нижнюю полость силового цилиндра 9s в поршневые полости клапана 23
ив штоковую полость силового цилиндра 24 перемещения смесителя, В это время смеситель 25 отведен силовым цилиндром 24 от формы 26 и находится в исходном положении. Клапан 23 перекрывает штоками вход компонентов в смеситель 25. Нагнетатели 5 и 6 j поднятые штоками силовых цилиндров 9 и 10, находятся в верхнем положении, при этом ик рабочие
камеры заполнены компонентами из емкостей 1 и 2, а шток дополнительного цилиндра 11 введен направляющей 13, После поворота на шаг транспортного устройства 27 форма 26 устанавливается на позицию литья, а путевые датчики определяют номер формы и дают команду на блок управления (не показано). Блок управления переключает распределитель 32 и жидкость под давлением на насосной станции 33 подается по трубопроводу 22 в верхннж) полость силового цилиндра 10, в штоковую полость клапане 23 и поршневую полость цилиндра 24 5 а трубопровод 28 соединяется со сливом. При этом силовой цилиндр 24 перемещает смеситель 25 к форме 26. После подхода смесителя 25 к форме поднимаются штоки клапана 23, сжимая при этом пружину 29, и начинает опускаться шток силового цилиндра 10, Одновременно со штоком силового цилиндра 10 опускается шток силового цилиндра 9, так как лшдкость из нижней полости, няясь, поступает по трубопроводам 20 и 21 в 1Ц1гшндры 9 и 11. Вместе со штоком силового цилиндра 9 опускается ,и направляющая 13. По ней перемещается ползун 12 и выводит
шток из дополнительного 1щлиндра 11, Штоки силовых цилиндров 9 и 10, опускаясь, давят на тяги 7, 8 и вводят плунжера в нагнетатели 5 и 6.
3
Плунжера вытесняют из рабочих камер компоненты под давлением через трубопроводы 30 и 31, открытый клапан 23, смеситель 25 в форму 26. Пр этом подача компонентов осуществляется при заданном соотношении их расходов.
Для изменения соотношения в установке с пульта управления включается реверсивньй двигатель 19, который вращает через редуктор 18 винт 17. При этом гайка 16 перемещается и наклоняет направляющую 13 в ту или иную сторону вокруг оси 14. Количество заливаемой порции смеси устанавливается по времени на блоке управления для каждой формы. После заливки блок управления переключает распределитель 32 и соединяет трубопровод 22 со сливом, а жидкость под давлением начинает подаваться по трубопроводу 28 в нижнюю полость силового цилиндра 9, в поршневые полости клапана 23 и в штоковую полость силового цилиндра 24. При этом клапан 23 закрывает доступ в смеситель 25, силовой цилиндр 24 отводит смеситель в исходное положение . При поступлении жидкости под давлением в нижнюю полость си- пового цилиндра 9 его поршень со щтоком поднимаются и вытесняют ее из верхней полости в нижнюю полость силового цилиндра 10. Вместе со штоком силового цилиндра 9 поднимает14450
ся наклонная направляющая 13, при этом ползун 12, перемещаясь вдоль нее, вдвигает шток в дополнительный цилиндр 11, а также вытесняет и-з
5 его рабочей полости жидкость. Вытесняемая жидкость из цилиндров 9 и 11 по трубопроводам 20 и 21 подается в нижнкж) полость силового цилиндра 10. При движении вверх штоки си10 ловых цилиндров 9 и 10 за тяги 7 и 8 поднимают плунжера нагнетателей 5 и 6 в верхнее положение. Их рабочие камеры зацолняются компонентами из емкостей 1 и 2. В исходном
15 положении смеситель воздействует на путевой датчик, которьй дает команду блоку управления на поворот транспортного устройства. При этом на позицию заливки доставляется
20 следующая форма, автоматический цикл работы установки повторяется.
Предлагаемая установка при упрощении конструкции обеспечивает автоматизированную заливку форм и пода25 чу компонентов в заданном соотношении. Настройка соотношения упрощена и механизирована, сокращены технологические линии подачи компонентов. Кроме того, в установке отсут30 ствуют прецизионные шестеренчатые насосы, что позволяет перерабатывать на установке полиуретановые композиции с абразивными наполнителями и не требует применения фильтров тонкой очистки компонентов.
W 17 W IB
21
28
гг 3z
10
I
33
-I
24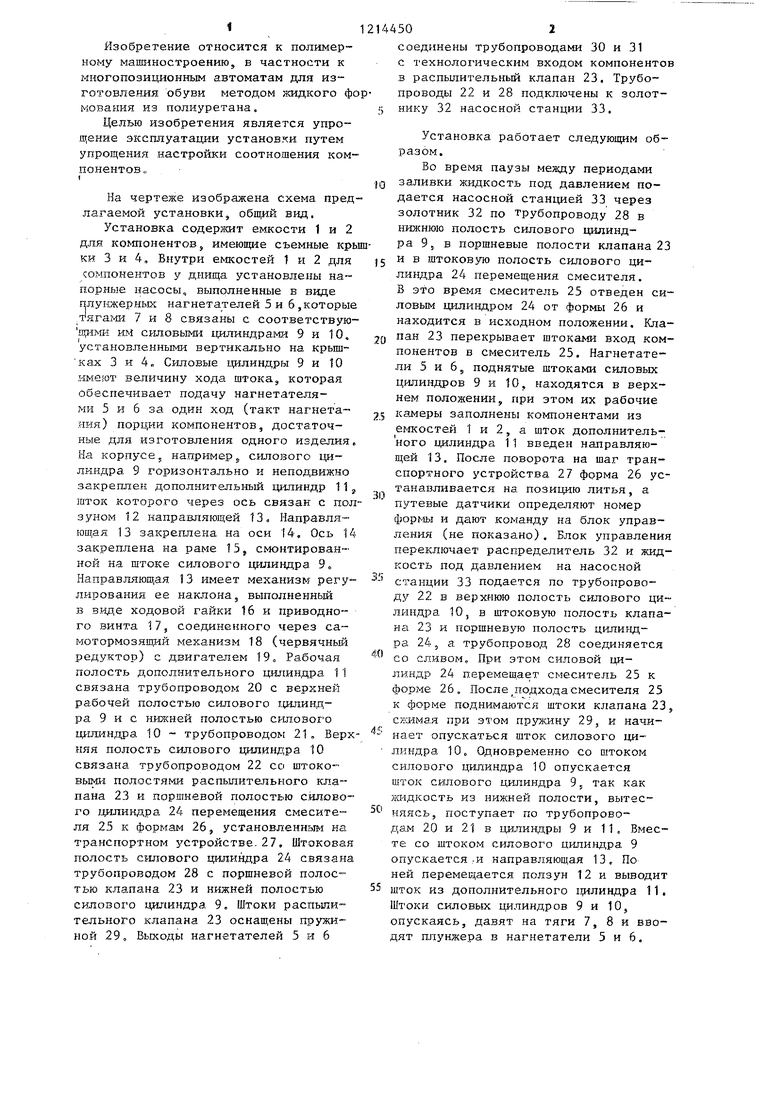
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления изделий из полиуретана | 1987 |
|
SU1426814A2 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПОДЪЕМНОГО УСТРОЙСТВА | 1993 |
|
RU2061913C1 |
| ГИДРОПРИВОД ГЛУБИННОГО ШТАНГОВОГО НАСОСА | 2004 |
|
RU2272933C1 |
| ГИДРОПРИВОД ШТАНГОВОГО СКВАЖИННОГО НАСОСА | 2021 |
|
RU2779011C1 |
| УСТАНОВКА ДЛЯ НАГНЕТАНИЯ ГАЗОЖИДКОСТНОЙ СМЕСИ | 1998 |
|
RU2151912C1 |
| Устройство для нагнетания многокомпонентного закрепляющего раствора | 1982 |
|
SU1084453A1 |
| Устройство для упрочнения горных пород | 1986 |
|
SU1411501A1 |
| ГИДРОПРИВОДНОЙ ПОГРУЖНОЙ НАСОСНЫЙ АГРЕГАТ | 2016 |
|
RU2628840C1 |
| ГИДРОПОРШНЕВОЙ НАСОС | 2003 |
|
RU2242638C1 |
| ПРИВОД НАСОСНОЙ СКВАЖИННОЙ УСТАНОВКИ (ВАРИАНТЫ) | 1998 |
|
RU2133876C1 |

Редактор M.Бандура
Составитель Т.Небытова
Техред А.Лч Корректор С.Шекмар
Заказ 833/23Тираж 640 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д 4/5
Филиал ШШ Патент,, г,Ужгород, ул,Проектная, 4
| Годило П.В | |||
| и др | |||
| Беспрессовые пенопласты в строительных конструкциях | |||
| М.: Стройиздат, 1969, с.97-98 | |||
| Литьевая установка периодического действия для изготовления изделий из полиуретана | 1983 |
|
SU1156914A1 |
| Солесос | 1922 |
|
SU29A1 |
