Изобретение относится к области полимерного машиностроения, в частности к многопозиционным автоматам для изготовления обуви методом жидкого формования из полиуретана.
Целью изобретения является повышение надежности установки в работе.
На чертеже изображена схема литьевой установки, обш.ий вид.
Литьевая установка содержит емкости 1 и 2, имеюш,ие съемные крышки -3 и 4. По высоте емкостей I и 2 у дниша установлены напорные насосы, нагнетатели 5 и 6 которых связаны тягами 7 и 8 с пневмоцилиндрами 9 и 10, установленными на крышках 3 и 4. Причем пневмоцилиндры 9 и 10 имеют такую величину хода штока, которая обеспечивает подачу нагнетателями 5 и 6 за один ход (такт нагнетания) порции компонента, достаточной для изготовления одного изделия. Нагнетательные трубопроводы 11 и 12 соединяют выходы напорных насосов с входами насосов 13 и 14 дозатора 15. Сливные трубопроводы 16 и 17 через краны 18 и 19 соединяют вход насосов 13 и 14 с емкостями 1 и 2. Выходы насосов 13 и 14 гибкими трубопроводами 20 и 21 подключены к подвижному смесителю 22, соединенную с пневмоцилиндром 23.
Штоковая 24 и бесштоковая 25 полости пневмоцилиндра 23 перемещения смесителя 22 соединены с соответствуюш,ими полостями 26 и 27 пневмоцилиндров 9 и 10. Подача сжатого воздуха в пневмоцилиндры 9, 10 и 23 осуш,ествляется соответственно в штоковые 24 и 26 полости трубопроводом 28, а в бесштоковые 25 и 27 - трубопроводами 29, от пневмораспределителя 30. Пневмоцилиндр 23 предназначен для перемешения в направляющих смесителя 22 к формам 31, которые установлены на транспортном устройстве 32, выполненном в виде поворотного стола. Управление литьевым автоматом осуществляется от блока управления циклом (не показан), который получает команды от путевых датчиков (не показаны), определяющих после поворота положения стола 32 и крайние положения перемещения смесителя 22.
Литьевая установка работает следующим образом.
В паузе между периодами заливки смеситель 22 отведен пневмоцилиндром 23 от формы 31 и находится в исходном положении. В этом положении сжатый воздух воздухораспределителем 30 подается по трубопроводу 28 в щтоковые 24 и 26 полости пневмоцилиндрами 9, 10 и 23. Нагнетатели 5 и 6 напорных насосов, поднятые пневмоцилиндрами 9 и 10 за тяги 7 и 8, находятся в верхнем положении, при этом их рабочие камеры заполнены компонентами из емкостей 1 и 2. После поворота на шаг транспортного устройства 32 форма 31 устанавливается на позицию литья, а путевые датчики определяют номер формы и дают команду на блок управления. Блок управления переключает воздухораспределитель 30 и сжатый воздух по трубопроводу 29 подается в бесштоковые 25 и 27 полости пневмоцилиндров 9, 10 и 23. При этом пневмоцилиндр 23 перемещает смеситель 22 к форме 31, а пневмоцилиндры 9 и 10, нажимая тягами 7 и 8 нагнетателей 5 и 6 напорных насосов, создают без перемещения давление (напор) компонентов в нагнетательных трубопроводах 11 и 12 и насосах 13 и 14 дозатора 15.
5 Одновременно с работой дозирующих насосов 13 и 14 осуществляется подача под давлением компонентов из рабочих камер напорных насосов и премещение нагнетателей 5 и 6 ( такт нагнетания) от выдвижения штоков за один ход пневмоцилиндров 9 и
0 10. Дозатор 15 подает компоненты двумя потоками при заданном соотношении их расходов по трубопроводам 20 и 21 через смеситель 22 в форму 31. Количество заливаемой порции смеси устанавливается на
5 блоке управления для каждой формы и составляет, например, при изготовлении низка обуви не более 100-150 г расхода каждого компонента. После заливки блок управления включает привод дозатора 15, насосы 13 и 14 останавливаются и одновременно останавливаются нагнетатели 5 и 6, прекращается выдвижение щтоков пневмоцилиндров 9 и 10, так как выходы напорных трубопроводов 11 и 12 перекрываются остановившимися насосами 13 и 14. После остановки привода дозатора 15 блок управления переключает воздухораспределитель 30 и сжатый воздух поступает по трубопроводу 28 в штоковые 24 и 26 полости пневмоцилиндров 9, 10 и 23. Пневмоцилиндрами 9 и 10 за тяги 7 и 8 поднимаются нагнетатели 5 и 6, при этом рабочие камеры напорных насосов наполняются порциями компонентов для следующей заливки (такт всасывания), а в трубопроводах И и 12 и насосах 13 и 14 снимается давление комj понентов. В это же время пневмоцилиндр 23 отводит смеситель 22 от формы 31, возвращая его в исходное положение. В исходном положении смеситель 22 воздействует на путевой датчик, который дает команду блоку управления на поворот стола. При
0 этом на позицию заливки доставляется следyюJщaя форма, автоматический цикл повторяется.
Таким образом, повыщается надежность литьевой установки за счет подачи под за.данным давлением компонентов только во время расположения смесителя в зоне литья, при этом имея емкости, не работающие под давлением. В промежутках времени между заливками компоненты на входе дозирующих насосов находятся без давления и не циркулируют, поэтому краситель и осадок не уплотняются в них и не образуют пробок. Совместная работа привода смесителя и напорных насосов надежно обеспечивает автоматическую работу литьевого устройства и не требует дополнительных устройств управления. Кроме того, появляется возможность безопасного повышения давления иа входе дозатора. При уравнивании давления на входе и выходе дозатора возрастает точность дозирования, что улучшает качество получаемого полиуретана.
После длительного простоя установки перед автоматическим режимом работы открывают краны 18 и 10 и в ручном режиме с блока управления несколько раз переключают воздухораспределитель 30 без включения привода дозатора 15. При этом нагнетатели 5 и 6 напорных насосов, перемещаемые пневмоцилиндрами 9 и 10, транспортируют компоненты из емкостей 1 и 2 по трубопроводам 11, 12, 16 и 17, в результате
происходит обновление компонентов в рабочих камерах напорных насосов и в трубопроводах 11 и 12.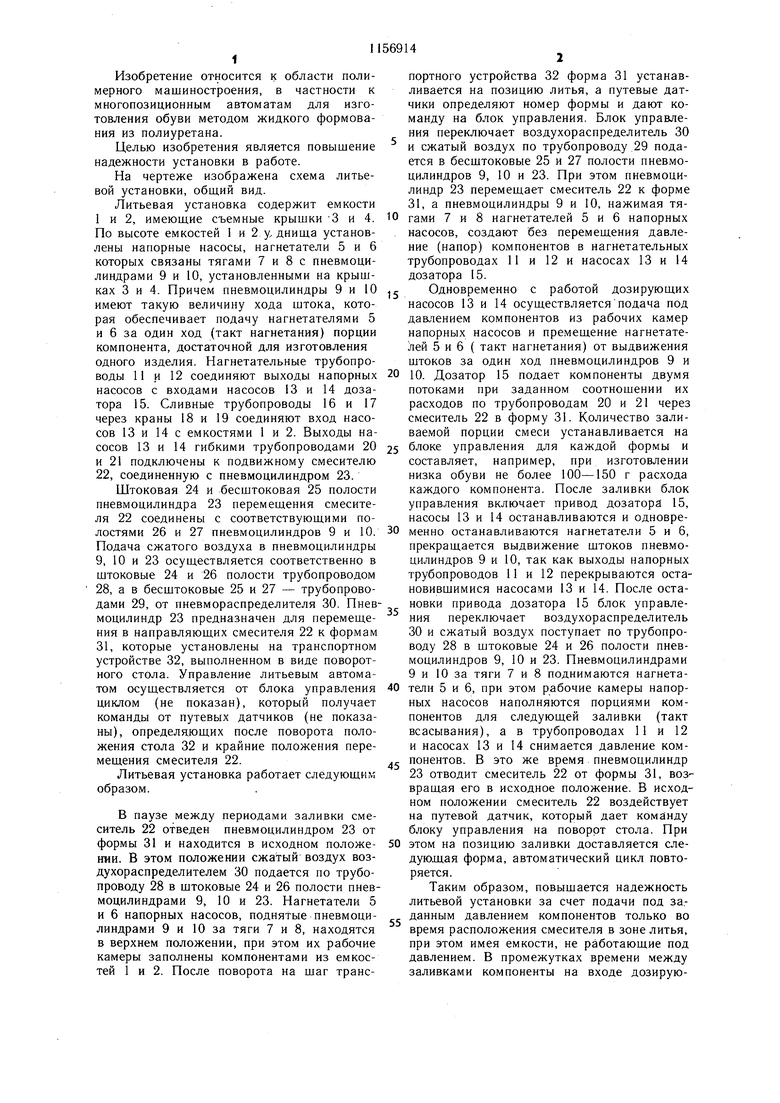
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления изделий из полиуретана | 1987 |
|
SU1426814A2 |
| Установка для изготовления изделий из полеуретана | 1984 |
|
SU1214450A1 |
| Установка для нанесения двухкомпонентных материалов | 1990 |
|
SU1736620A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА И РАЗВЕДЕНИЯ ПОРЦИЙ РАДИОАКТИВНОГО РАСТВОРА (ВАРИАНТЫ) | 2011 |
|
RU2485473C2 |
| Устройство для автоматической смазки штамповочного инструмента | 1983 |
|
SU1117431A1 |
| Устройство для обдува и смазки пресс-формы и прессующего поршня машины литья под давлением | 1981 |
|
SU1033257A1 |
| Устройство для обработки вымени коровы перед дойкой | 1983 |
|
SU1147299A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| Установка периодического действия для литья быстротвердеющих смесей | 1989 |
|
SU1687438A1 |
| Станок для суперфиниширования деталей | 1987 |
|
SU1537492A1 |
ЛИТЬЕВАЯ УСТАНОВКА ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ ДЛЯ ИЗГО29 25 IS 21 21 гг ТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИУРЕТАНА, содержащая емкости с компонентами, соединенные через напорные насосы и приводной дозатор со смесителем, пневмоцилиндр перемещения смесителя к формам, установленным на транспортном устройстве, и блок управления, отличающаяся тем, что, с цельк) повышения ее надежности в работе, каждый напорный насос снабжен пневмоцилиндром, штоковая и бесштоковая полости которого соединены соответственно со щтоковой и бесщтоковой полостями пневмоцилиндра перемещения смесителя, причем штоки пневмоцилиндров напорных насосов жестко связаны с нагнетателе.м напорных насосов, такт нагнетания которых по объеi му равен дозе заливаемых в форму компонентов. (Л ел О5 со
| Булатов Г | |||
| А | |||
| Пенопласты s авиационной технике | |||
| М., Воениздат, 1963, с | |||
| Механическая форсунка | 1925 |
|
SU2223A1 |
| Новиков А | |||
| Л | |||
| и др | |||
| Новое оборудование для изготовления обуви из полиуретана | |||
| Экспресс-информация, сер | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
