Изобретение относится к полуавтоматической и автоматической дуговой сварке плавящейся проволокой, в частности к устройствам для импульсной подачи сварочной проволоки.
Цель изобретения - упрощение конструкции и уменьшение ее массы.
На фиг. 1 представлено устройств продольный разрез; на фиг. 2 - то ж общий вид.
Устройство состоит из корпуса 1, в котором установлены кольцевой пол элемент 2, выполненный из эластичного материала. По наружной поверхности элемент 2 неподвижно закреплен на корпусе 1. В точке касания окружностей по кольцу расположены втулки 3 с калиброванными отверстиями, вмонтированные в оболочку элемта 2. В отверстии элемента 2 размещена цанга 4, наружная поверхность нижней части которой сопряжена в рабочем цикле с внутренней кольцевой поверхностью элемента 2. Движение цанги 4 происходит по направляющей Ьтулке 5, установочная поверность ее для обеспечения центрирования в процессе сборки выполнена, конической. В свою очередь, горловина корпуса 1 имеет кольцевую поверхность обратного конуса. На верхней части цанги 4 по резьбе установлена гайка 6 с гладкой наружной цилиндрической поверхностью. На упоной поверхности направляющей втулки 5 установлена шайба 7, а между гайкой 6 и щайбой 7 расположена пружина 8. Верхняя часть цанги 4, гайк 6, шайба 7 и пружина 8 закрыты стаканом 9, в верхнюю часть которого ввернута головка 10 захвата. В ее внутренней полости размещены стопорные шарики 11, поджатые к внутренней конической поверхности головки захвата пружиной 12. Фланец стакана 9 вместе с направляющей втулкой 5 поджат к корпусу 1 накидной гайкой 13.
Верхняя часть головки 10 захвата соединена с резиновым шлангом 14 с внутренней спиралью 15, образующей канал для прохождения проволоки 16 с кассеты или с бухты при сварке, Шланг установлен при помощи байо- нетного зажима, образованного штырями 17 и прорезями оболочки 18 шланга. Снизу корпус 1 закрыт медной шайбой 19 с медной втулкой 20, в которую по центру ввернут кон192912
тактный наконечник 21, например са- пожкового типа. На наружной поверхности втулки 20 установлено сопло 22 для формирования газовой защиты при
- сварке.
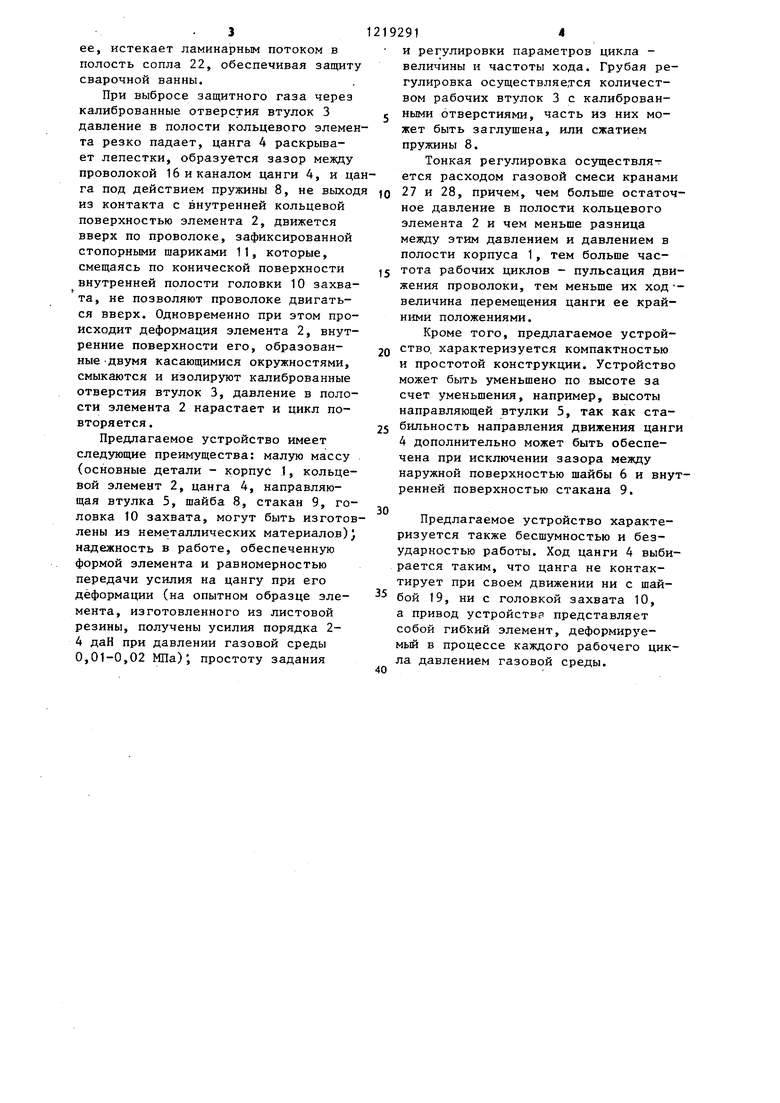
Шайба 19 через отгибы 23 прижата зажимами 24 с помощью пружинных проволочных рамок 25 к корпусу 1. На фиг. 2 устройство скомпоновано
0 ручкой 26, внутри которой проходят электрический кабель и газовые шланги подвода защитной среды. Электрический кабель соединен с шайбой 19, один газовый шланг соеJ динен с полостью кольцевого полого элемента 2 через стенку корпуса 1 в месте крепления элемента 2, другой - непосредственно с полостью. корпуса 1.
0 Устройство работает следующим образом.
Газовая защитная смесь, отрегулированная по расходу кранами 27 и 28, попадает в полость корпуса 1 и в
5 полость кольцевого полого элемента 2. Перед началом рабочего хода цанга 5 под действием пружины 8 находится в крайнем верхнем положении, определяемом сопротивлением элемента 2. Внутренние поверхности элемента 2, образованные двумя касающимися окружностями, сомкнуты по кольцевой поверхности между собой, калиброванные отверстия втулок 3 таким образом изолированы от полости корпуса 1, в котором также находится газовая защитная среда. Давление внутри кольцевого элемента нарастает, происходит его деформация в сторону цанги 4, причем на первой стадии этой деформации происходит зажим проволоки 16 внутренней поверхностью цанги 4, при последующей деформации цанга вместе с проволокой подается вниз на величину выбранного шага. Происходит касание конца проволоки изделия и плавление части проволоки. В конце рабочего хода (нижнее крайнее положение цанги 4, показанное на фиг. 1) открываются калиброванные
отверстия втулок 3 и защитный газ через них выбрасывается в полость корпуса 1 и далее вместе с находящимся там газом через прорези цанги 4 попадает в нижнюю полость корпуса
5 1, образованного дном цанги 4, частью внутреннего кольца элемента 2 и плоскостью шайбы 19. Далее через отверстия во втулке 20, попутно охлаждая
5
0
5
.3
ее, истекает ламинарным потоком в полость сопла 22, обеспечивая защиту сварочной ванны.
При выбросе защитного газа через калиброванные отверстия втулок 3 давление в полости кольцевого элемента резко падает, цанга 4 раскрывает лепестки, образуется зазор между проволокой 16 и каналом цанги 4, и цага под действием пружины 8, не выход из контакта с внутренней кольцевой поверхностью элемента 2, движется вверх по проволоке, зафиксированной стопорными шариками 11, которые, смещаясь по конической поверхности внутренней полости головки 10 захвата, не позволяют проволоке двигаться вверх. Одновременно при этом происходит деформация элемента 2, внутренние поверхности его, образованные двумя касающимися окружностями, смыкаются и изолируют калиброванные отверстия втулок 3, давление в полости элемента 2 нарастает и цикл повторяется.
Предлагаемое устройство имеет следующие преимущества: малую массу (основные детали - корпус 1, кольцевой элемент 2, цанга 4, направляющая втулка 5, шайба 8, стакан 9, головка 10 захвата, могут быть изготовлены из неметаллических материалов)) надежность в работе, обеспеченную формой элемента и равномерностью передачи усилия на цангу при его деформации (на опытном образце элемента, изготовленного из листовой резины, получены усилия порядка 2- 4 даН при давлении газовой среды 0,01-0,02 МПа), простоту задания
19291Л
и регулировки параметров цикла - величины и частоты хода. Грубая регулировка осуществляе,тся количеством рабочих втулок 3 с калиброван5 ными отверстиями, часть из них может быть заглушена, или сжатием пружины 8.
Тонкая регулировка осуществляется расходом газовой смеси кранами
10 27 и 28, причем, чем больше остаточное давление в полости кольцевого элемента 2 и чем меньше разница между этим давлением и давлением в полости корпуса 1, тем больше час)5 тота рабочих циклов - пульсация движения проволоки, тем меньше их ход - величина перемещения цанги ее крайними положениями.
Кроме того, предлагаемое устрой2Q ство. характеризуется компактностью и простотой конструкции. Устройство может быть уменьшено по высоте за счет уменьшения, например, высоты направляющей втулки 5, так как ста25 бильность направления движения цанги 4 дополнительно может быть обеспечена при исключении зазора между наружной поверхностью шайбы 6 и внутренней поверхностью стакана 9.
Предлагаемое устройство характеризуется также бесшумностью и безударностью работы. Ход цанги 4 выбирается таким, что цанга не контактирует при своем движении ни с шай бой 19, ни с головкой захвата 10, а привод устройств представляет собой гибкий элемент, деформируе- мьй в процессе каждого рабочего цикла давлением газовой среды.
0
а
An.r
IB ti
ts
ФИ1.2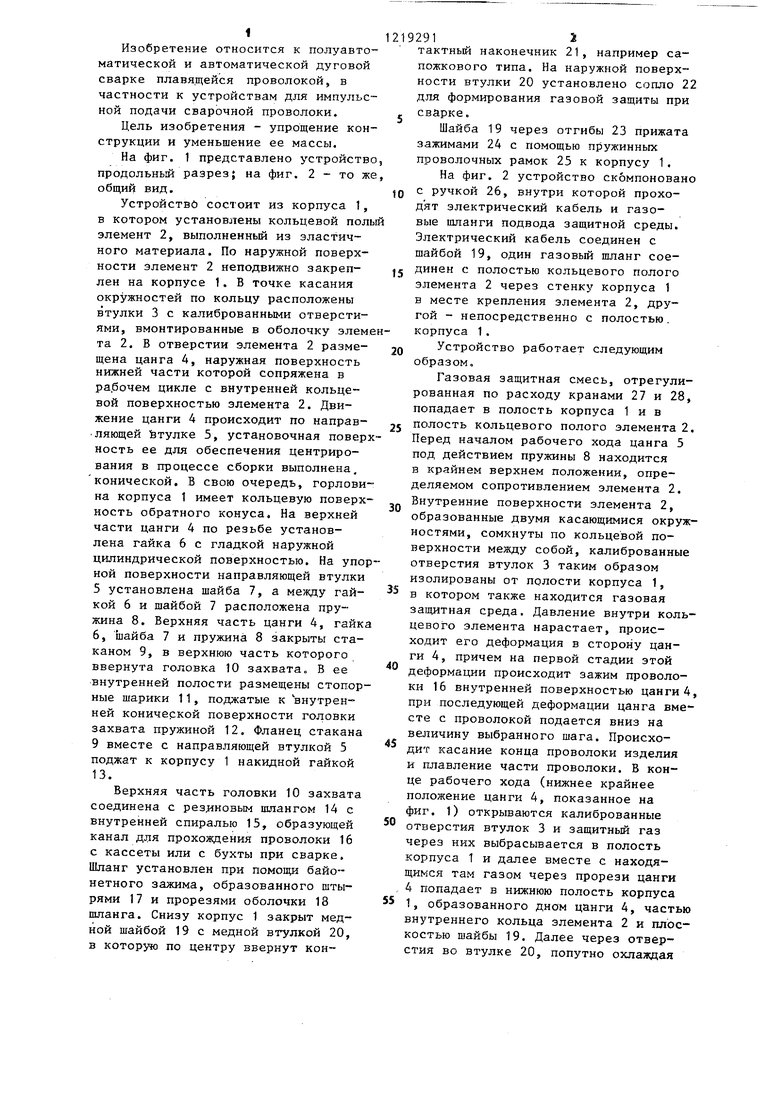
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ИНСТРУМЕНТА | 2006 |
|
RU2292440C1 |
| СЪЕМНАЯ ГОЛОВКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2001 |
|
RU2212065C2 |
| УСТРОЙСТВО ДЛЯ СПУСКА КАБЕЛЯ В СКВАЖИНУ | 1994 |
|
RU2065041C1 |
| УСТРОЙСТВО ДЛЯ СТУПЕНЧАТОГО ЦЕМЕНТИРОВАНИЯ ОБСАДНЫХ КОЛОНН | 2015 |
|
RU2584428C1 |
| СКВАЖИННЫЙ КЛАПАН-ОТСЕКАТЕЛЬ | 2017 |
|
RU2651860C1 |
| СКВАЖИННЫЙ КЛАПАН-ОТСЕКАТЕЛЬ | 2012 |
|
RU2516708C2 |
| Клапан уравнительный механический | 2020 |
|
RU2739002C1 |
| ПАКЕР | 1999 |
|
RU2165004C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ГЛАДКИХ ТРУБ | 2022 |
|
RU2786862C1 |
| ПАКЕР ОТЦЕПЛЯЮЩИЙСЯ ДВУХСТОРОННЕГО ДЕЙСТВИЯ С ЭЛЕКТРОМЕХАНИЧЕСКИМ ПРИВОДОМ | 2002 |
|
RU2250351C2 |
| МЕХАНИЗМ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 0 |
|
SU276282A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
