«
Изобретение относится к устройствам регулирования подачи краски в пе 4aTiibix машинах.
Известно устройство дозировки краски, состоящее из одной или не- . скольких систем пересчета денситомет рических параметров в управляющие воздействия и работающей в исполнительном процессе управляющей системы для согласования дискретного ха- paicTepa положений опорных элементов красочного ножа с непрерывной функцией линии сгиба красочного ножа при превьш1ении заданных предельных значений (Патент США № 3835777, кл. В 41 С 7/08, 1974).
Согласование осуществляется по всему диапазону, алгоритм согласования охватывает все фактические позиции, располагает их в возрастающей или нисходящей последовательности всех разностей и обрабатывает по очереди все точки скачка. При этом производятся многоразовая обработка одной скачка и многократный прогон системы согласования. Процесс согласования осуществляется автома- .тически при каждом изменении уста- новки исполнительного устройства.
Недостаток устройства состоит в том, что согласование может производиться только с помощью ЭВМ,
Целью изобретения является создание управляющего устройства для дистанционного регулирования подачи краски с простой конструкцией и низкими затратами на изготовление при минимальных затратах на обработку.
На фиг. 1 приведена функциональная схема системь дистанционного регулирования подачи краски; на фиг. 2 - функциональная схема управляющего устройства; на фиг. 3 - принцип согласования с опорными элементами красочного ножа.
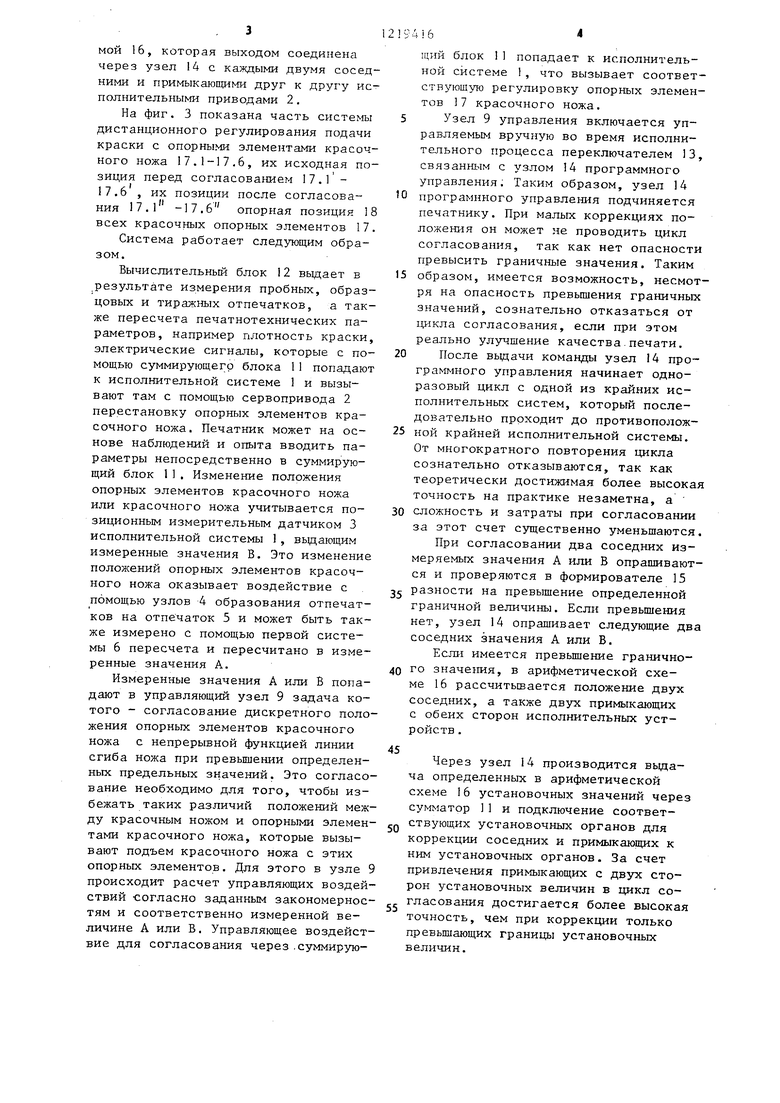
Система дистанционного регулирования подачи краски имеет исполнительные системы i, количество которых соответствует количеству опорных элементов красочного ножа. Исполнительная система 1 состоит из сервопривода 2, изменяющего положение опорных элементов красочного ножа, и позиционного измерительного датчика 3, который учитывает положение опорных элементов красочного ножа и/или красочного ножа. Последний расположен в резервуаре. Выход серво162
привода 2 соединен с позиционным измерительным датчиком 3 и узлом 4 образования отпечатков печатной ма- Енны (под последним понимают печатнь е секции с красочным и увлажняющим аппаратами, а также офсетным, формным и печатным цилиндрами).
На выходе узла 4 образования отпечатка находится готовое издание,
измеряемое денситометрически: денси- тометрические параметры пересчитываются в вычислительном блоке в измеренные значения А и подводятся с помощью первой системы 7 проводов к узлу 9 управления.
Имеющиеся на выходе позиционного измерительного датчика 3 измеренные значения В подводятся с помощью второй системы 8 проводов к узлу 9 управления, выдающему управляющие величины, которые с помощью третьей системы 10 проводов и суммирующего блока 1 снова попадают в исполнительную систему 1. Второй вход суммирующего блока 11 соединен с вычислительным блоком 12, в который вводятся заданные денситометрические значения.
Количество участков с функциональными группами вычислительного блока 12, суммирующим блоком 11 и исполнительной системой соответствует количеству красочных опорных элементов,а количество участков с уз
ламк 4 образования отпечатков и вы- числительньм блоком 6 зависит от особенностей работы печатной машины (на фиг, 1 показано по одному участку). Управляющее устройство 9, имеется
только одно в системе дистанционного регулирования подачи краски, но показано с большим количеством сигнальных проводов для измеренных значений А или измеренных значений В и
управляющих воздействий, соответст- вую1цим количеству красочных опорных элементов или конфигурации участка узла 4 образования отпечатков и вычислительного блока 6.
Узал 9 управления (фиг. 2) содержит узел 14 программного управления, связаншзгй с переключателем 13. Первая 7 или вторая 8 система проводов подведена на вход узла 14, соединенного с формирователем 15 разности и с двумя соседними датчиками 3 положения. Выход формирователя 15 разности соединен с арифметической схемой 16, которая выходом соединена через узел 14 с каждыми двумя соседними и примыкаюЕцими друг к другу исполнительными приводами 2.
На фиг. 3 показана часть системы дистанционного регулирования подачи краски с опорными элементами красочного ножа 17.1-17.6, их исходная позиция перед согласованием 17.Г - 17.6 , их позиции после согласова- НИН 17.l -17.6 опорная позиция 18 всех красочных опорных элементов 17.
Система работает следующим образом.
Вычислительный блок 12 вьщает в результате измерения пробных, образцовых и тиражных отпечатков, а также пересчета печатнотехнических параметров, например плотность краски, электрические сигналы, которые с по- мощью суммирующего блока 11 попадают к исполнительной системе 1 и вызывают там с помощью сервопривода 2 перестановку опорных элементов красочного ножа. Печатник может на ос- нове наблюдений и опыта вводить параметры непосредственно в суммирующий блок 11. Изменение положения опорных элементов красочного ножа или красочного ножа учитывается по- зиционным измерительным датчиком 3 исполнительной системы 1, выдающим измеренные значения В. Это изменение положений опорных элементов красочного ножа оказывает воздействие с помощью узлов 4 образования отпечатков на отпечаток 5 и может быть также измерено с помощью первой системы 6 пересчета и пересчитано в измеренные значения А.
Измеренные значения А или В попадают в управляющий узел 9 задача ко- того - согласование дискретного положения опорных элементов красочного ножа с непрерывной функцией линии сгиба ножа при превышении определенных предельных значений. Это согласование необходимо для того, чтобы избежать таких различий положений между красочным ножом и опорными элемен тами красочного ножа, которые вызывают подъем красочного ножа с этих опорных элементов. Для этого в узле происходит расчет управляющих воздействий согласно заданным закономерностям и соответственно измеренной величине А или В. Управляющее воздействие для согласования через.суммирую
и ий блок 1 1 попадает к исполнительной системе 1, что вызывает соответствующую регулировку опорных элементов 17 красочного ножа.
Узел 9 управления включается управляемым вручную во время исполнительного процесса переключателем 13, связанщ 1м с узлом 14 программного управления. Таким образом, узел 14 програмнного управления подчиняется печатнику. При малых коррекциях положения он может не проводить цикл согласования, так как нет опасности превысить граничные значения. Таким образом, имеется возможность, несмотря на опасность превышения граничных значений, сознательно отказаться от цикла согласования, если при этом реально улучшение качества печати.
После выдачи команды узел 14 программного управления начинает одноразовый цикл с одной из крайних исполнительных систем, который последовательно проходит до противоположной крайней исполнительной системы. От многократного повторения цикла сознательно отказываются, так как теоретически достижимая более высокая точность на практике незаметна, а сложность и затраты при согласовании за этот счет существенно уменьшаются.
При согласовании два соседних измеряемых значения А или В опрашиваются и проверяются в формирователе 15 разности на превышение определенной граничной величины. Если превышения нет, узел 14 опрашивает следующие два соседних значения А или В.
Если имеется превьш1ение граничного значения, в арифметической схеме 16 рассчитьшается положение двух соседних, а также двух примыкающих с обеих сторон исполнительных устройств .
Через узел 14 производится выдача определенных в арифметической схеме I6 установочных значений через сумматор 11 и подключение соответствующих установочных органов для коррекции соседних и примыкающих к ним установочных органов, За счет привлечения примыкающих с двух сторон установочных величин в цикл согласования достигается более высокая точность, чем при коррекции только превьш1ающих границы установочных величин.
5
Функции узла 9 управления могут выполняться запрограмг-1ированной мик- ровычислительной машиной, выполняющей и другие функции печатной мапш- ны. Кроме того, на микровычнслитель- ной машине могут выполняться функции вычислительных блоков 12.
Опорные элементы 17.1-17.6 красочного ножа имеют совместную опорную позицию 18, от.носительно которой они имеют перед согласованием одинаковое положение 17.1 -17.б . При сравнении соседних опорных элементов 17.3 и 17.4 красочного ножа разность позиций 17.3 и 17.4 опорных элементов красочного ножа превышает 17,з и 17.4 заданных максимальных предельных значений.
Становится необходимым согласование. Оно происходит по участкам с помощью линейной функции (прямая), наклон которой (фиг. З) зависит от
166
разности соседних опорных элементов 17.3 и 17.4 красочного ножа.
Согласно описанным функциям происходит согласование для соседних опорных элементов 17,3 и 17.4 красочного ножа, а также последующих примыкающих с обеих сторон опорных элементов 17.2 и 17.5 красочного ножа в новые согласованные полджения.
На примере фиг. 3 приведено согласование по участкам с линейной ункцией, для согласования могут использоваться также и нелинейные
ункции. При этом согласование можно проводить как по участкам, так и по всему диапазону. Одной из. пригодных для таких задач функций является аппроксимирующий полином Ньютона,
опорные точки которого учитьшают
все или только часть позиций опорных элементов красочного кожа.
Фиг.1
„,, ПЗ г
т т- Щ / п.)
пч nV /
И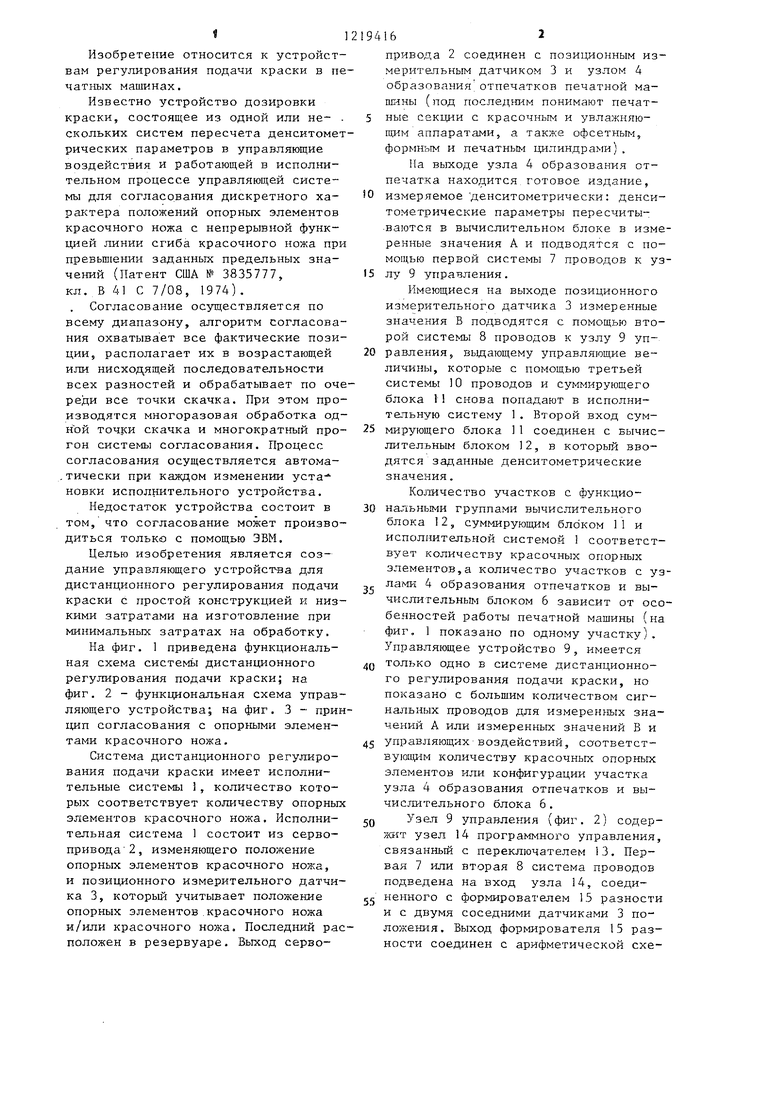
| название | год | авторы | номер документа |
|---|---|---|---|
| Система дистанционного регулирования красочного аппарата для печатных машин | 1981 |
|
SU1291446A1 |
| Устройство дистанционного регулирования подачи краски на печатных машинах (его варианты) | 1981 |
|
SU1451053A1 |
| ПЕЧАТНЫЕ АППАРАТЫ ПЕЧАТНОЙ МАШИНЫ | 2007 |
|
RU2377130C9 |
| ПЕЧАТНЫЕ АППАРАТЫ ПЕЧАТНОЙ МАШИНЫ | 2007 |
|
RU2420409C2 |
| ПЕЧАТНЫЕ АППАРАТЫ С ПО МЕНЬШЕЙ МЕРЕ ДВУМЯ ВЗАИМОДЕЙСТВУЮЩИМИ ЦИЛИНДРАМИ | 2006 |
|
RU2371318C9 |
| СИСТЕМА В ПЕЧАТАЮЩЕМ УСТРОЙСТВЕ РОТАЦИОННОЙ ПЕЧАТНОЙ МАШИНЫ (ВАРИАНТЫ) | 2007 |
|
RU2415017C9 |
| СПОСОБ ФОРМИРОВАНИЯ ИНФОРМАЦИОННОГО ПОЛЯ ЛАЗЕРНОЙ СИСТЕМЫ ТЕЛЕОРИЕНТАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2099730C1 |
| Система управления коробкой передач мобильной машины | 1988 |
|
SU1684120A1 |
| СПОСОБ НАСТРОЙКИ ПЕРЕНОСА ПЕЧАТНОЙ КРАСКИ | 2005 |
|
RU2370371C2 |
| ПЕЧАТНАЯ МАШИНА ДЛЯ ПЕЧАТИ ЦЕННЫХ БУМАГ С ОФСЕТНЫМ ПЕЧАТНЫМ АППАРАТОМ ОРЛОВА, А ТАКЖЕ СПОСОБ СМЕНЫ ПЕЧАТНОЙ ФОРМЫ И ЗАПУСКА ПРОИЗВОДСТВА | 2014 |
|
RU2636882C2 |
Составитель Е. Хачатурова Редактор И. Николайчук Техред ВЛСадар Корректор А. Тяско
- .--.-..«.,.,„ ,
Заказ 1207/24Тираж 361Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, уд. Проектная, 4
Vr Ш т nV 7.5 7.6 Ш Фиг.З
