Изобретение предназначено для использования на многокрасочных печатных машинах для дистанционного управления отдельными красочными аппаратами, особенно устройствами дозировки краски.
Известно устройство дозировки краски, которое состоит из одной или нескольких выполняющих пересчет денситометрических параметров в величины управляющего воздействия систем пересчета, работающих в исполнительном процессе управляющей сис- |гемы для согласования дискретной характеристики позиций опорных элементов красоч- JHoro ножа с непрерывной функцией линии сгиба красочного ножа при превыщении заданной предельной величины и суммирующего блока.
Согласование необходимо, потому, что функция линии сгиба красочного ножа неизвестна.
Согласование производится по всему диапазону; алгоритм согласования охватывает все действительные позиции, классифицирует их в возрастающей или нисходящей последовательности всех разностей и обрабатывает по очереди в правильной последовательности все точки скачка. При этом происходит многократная обработка одной точки скачка и многократное прохождение системы согласования (патент США № 3835777, кл. В 41 С 7/08, 19/74.
Недостатком при этом является тот факт, что согласование может производиться только с помощью вычислительной мащины и затраты (составление порядковой таблицы для обработки, многократное прохождение, прохождение при каждом изменении) на обработку очень боль.щие.
Цель изобретения - повыщение удобства эксплуатации.
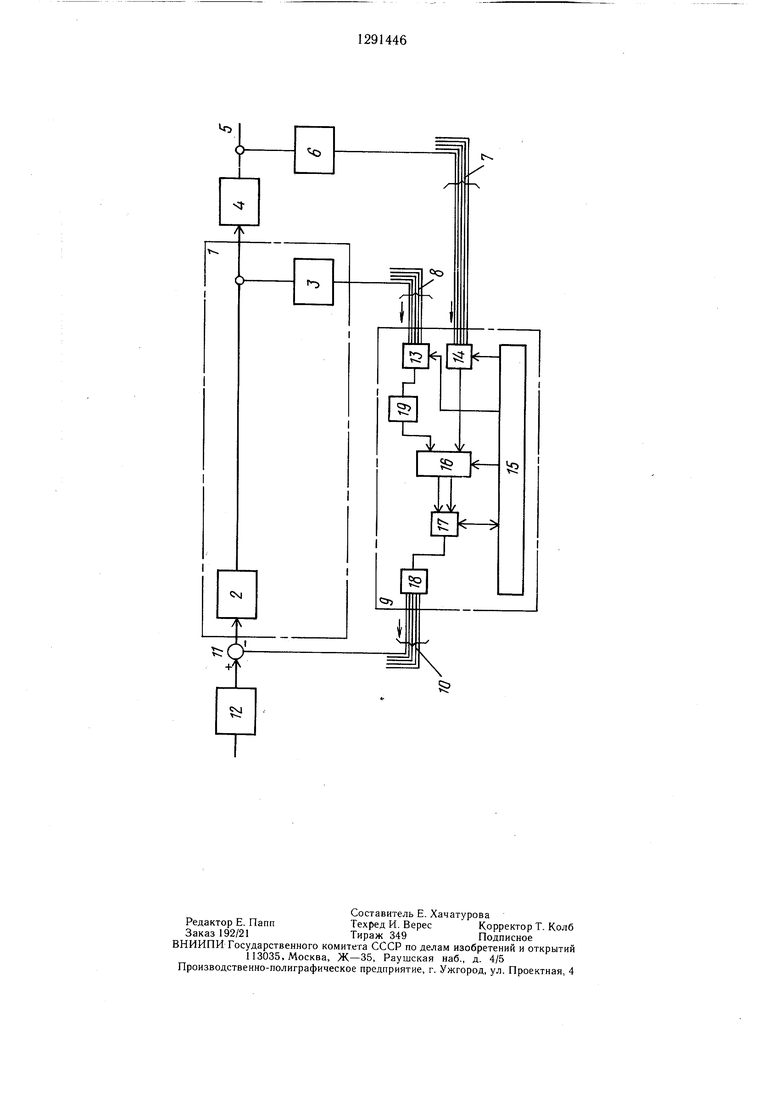
На чертеже приводится функциональная схема системы дистанционного регулирования красочного аппарата для печатных ма- щин.
Система содержит исполнительные органы 1, число которых соответствует числу опорных элементов красочного ножа. Исполнительная система 1 включает исполнительный привод 2, изменяющий положение опорных элементов красочный нож и позиционный измерительный датчик 3, охватывающий положение опорных элементов красочного ножа. Красочный нож расположен определенным образом в красочном резервуаре и работает совместно с редукторным валом. Выход исполнительного привода 2 связан с позиционным измерительным датчиком 3 и другими функциональными группами узла 4 образования оттисков печатных мащин. Под функциональными группами узла 4 образования оттисков понимаются печатные аппараты с красочными и увлажняющими аппаратами, а также офсетными, формными и печатными цилиндрами.
На выходе функциональных групп узла образования оттисков 4 получают готовый оттиск 5. Готовый оттиск измеряется денситометрически. Значения денситометра
пересчитываются в первом вычислительном устройстве 6 в измерительные величины А и передаются посредством первой системы проводов 7 в узел 9 управления.
Имеющиеся на выходе позиционного измерительного датчика 3 измерительные
величины В попадают в узел 9 управления через вторую систему проводов 8.
Узел управления содержит два мультиплексора 13 и 14, находящиеся за первой и второй системой проводов и соедис ненные с блоком 15 управления, причем выход первого мультиплексора 13 через таймер 19, а выход второго мультиплексора 14 непосредственно подведены к запоминающему узлу 16, соединенному с блоком 15 управления.
0 Далее узел 9 управления содержит в себе вычислительный блок 17, соединенный с входом запоминающего узла 16 и блоком 15 управления, а со стороны выхода через демультиплексор 18 - с третьей системой проводов 10. Узел 9 управления передает величины управляющего воздействия через третью систему проводов 10 и суммирующий блок 11 обратно к исполнительной системе 1. Второй вход суммирующего блока 11 связан с вторым вычислительным
0 устройством 12, куда вводятся заданные величины денситометра.
Число участков с функциональными группами второго вычислительного устройства 12, суммирующих блоков 11 и исполнительных систем 1 соответствует числу красочных
опорных элементов; число узлов 4 образования оттисков и первого вычислительного устройства соответствует числу красочных опорных элементов.
Узел управления в дистанционной системе регулирования подачи краски снабжен
0
системой сигнальных проводов; для измерительных величин А - первая система проводов 7, для измерительных величин В - вторая система проводов 8 и для величин управляющего воздействия - третья систег ма проводов 10, соответствующих или количеству красочных опорных элементов, или структуре узла 4 образования оттисков и первого вычислительного устройства 6.
Система работает следующим образом. Второе вычислительное устройство 12 в
0 результате измерения пробных, обра зцовых или тиражных листов, а также в результате пересчета печатно-технических величин (плотность краски) в электрические сигналы передает величины, которые через суммирующий блок 11 попадают к исполнитель5 ной системе 1 и там посредством исаол- нительных приводов 2 вызывают перестановку опорных элементов красочного ножа. Печатник имеет также возможность благодаря наблюдению и опыту вводить величины непосредственно на суммирующий блок 11.
Во втором вычислительном устройстве 12 из теоретического уравнения (D) для заданной плотности окрашивания рассчитывается щедь для красочного ножа и тем самым позиция (величина управляющего воздействия soii) опорного элемента красочного ножа.
Величина управляющего воздействия Xsou вообще не принимает по внимание механическую характеристику красочного ножа и красочного аппарата, т. е. вычисляется значение, искаженное ощибками.
Изменения положения опорных элементов красочного ножа или красочного аппарата замеряются позиционным измерительным датчиком 3, относящимся к исполнительной системе 1 и поставляющим измеряемые величины В.
Это позиционное изменение опорных элементов красочного ножа оказывает воздействие через узел 4 образования оттисков также на оттиск 5 и таким образом может быть также с помощью второго вычислительного устройства 12 измерено и пересчитано в измеряемые величины А.
Из теоретического уравнения (D) в первом вычислительном устройстве 6 из значения истинной плотности окращивания DS,/ рассчитывается номинальная позиция (величина управляющего воздействияХпот) опорного элемента красочного ножа.
Вследствие механической характеристики системы окрашивания Xsoii и х„от не совпадают. Должна быть введена корректирующая величина Ах для уравнения х„от и Xso/; с помощью узла 9 управления, т. е. (Dso«)-f (D,,-,).
Определение параметров модели для этого уравнения происходит при участии узла 9 управления.
К узлу 9 управления приложены измеряемые величины А через первую систему проводов 7 и измеряемые величины В через вторую систему проводов 8. Узел 9 управления имеет задачу (представленную самосогласующей или самообучающейся кибернетической системой) смоделировать поведение функциональных групп 4 образования оттисков путем приближения измеряемых величин В позиционного измерительного датчика 3 к измеряемым величинам А первого устройства б пересчета путем определения соответствующих величин управляющего воздействия для исполнительной системы 1. При этом происходит также согла0
5
0
5
0
0
5
0
сование дискретной характеристики позиций опорных элементов красочного ножа с непрерывной функцией линии сгиба красочного ножа при превышении определенных предельных значений. Это согласование имеет своей целью избежать позиционные различия между красочным ножом и опорными элементами красочного ножа, вызывающие подъем ножа от его опорных элементов.
При этом в узле 9 управления обрабатываются пространственно сопряженные с опорными элементами красочного ножа измеряемые величины А и В (Хлот / soii) - Многочисленные входы подключаются с помощью мультиплексоров 13 и 14 на один вход; управление мультиплексорами происходит с помощью блока управления, который берет на себя правильную последовательность выполнения действий для опорных элементов красочного ножа, а также для блоков внутри узла 9 управления.
В таймере 19 задерживается прием измеренного значения В (запоминающий узел 16 тем самым обеспечивает правильное временное соотношение).
После этого записываются в память сопряженные по времени и пространственно измеренные , причем происходит табличное распечатывание по схеме: N опорного элемента красочного ножа х„от.
В вычислительном блоке 17 рассчитывается корректирующая величина на основе названного уравнения при помощи коэффициента из запоминающего узла.
Анализ рассчета происходит на основании постоянно вводимых в память новых данных по условию минимальной погрешности, т. е. по наименьшему отклонению от нуля корректирующей величины.
В результате многократных измерений величин А в согласующем узле управления образуется математически-статистическая модель, воспроизводящая приближенную модель диапазона, охваченного измерениями. Из этой модели вытекают величины управляющих воздействий на основе измеряемых величин А и В. Математически-статистическая модель в течение времени целенаправленно изменяется в результате согласования измеряемых величин (величин управляющего воздействия, т. е. согласовывается) Величина управляющего воздействия через третью систему проводов 10 и суммирующий блок 11 попадает к исполнительной системе 1, вызывающей соответствующее регулирование системы дистанционного регулирования подачи краски.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система дистанционного регулирования подачи краски для печатных машин | 1981 |
|
SU1219416A1 |
| Устройство дистанционного регулирования подачи краски на печатных машинах (его варианты) | 1981 |
|
SU1451053A1 |
| Устройство управления для дистанционной перестановки цветовых зон в исполнительной системе | 1981 |
|
SU1164066A1 |
| СПОСОБ НАСТРОЙКИ ПЕРЕНОСА ПЕЧАТНОЙ КРАСКИ | 2005 |
|
RU2370371C2 |
| Устройство регулирования качества печати красочных полиграфических знаков | 1983 |
|
SU1194694A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1968 |
|
SU207279A1 |
| Устройство для регулирования оптической плотности красочных полиграфических знаков к многокрасочным печатным машинам | 1981 |
|
SU1014767A1 |
| ПЕЧАТНЫЕ АППАРАТЫ С ПО МЕНЬШЕЙ МЕРЕ ДВУМЯ ВЗАИМОДЕЙСТВУЮЩИМИ ЦИЛИНДРАМИ | 2006 |
|
RU2371318C9 |
| СПОСОБ РЕГУЛИРОВАНИЯ КРАСОЧНОГО АППАРАТА ПЕЧАТНОЙ МАШИНЫ | 2007 |
|
RU2392124C1 |
| Устройство для обесценивания напечатанных на печатных носителях оттисков денежных знаков или знаков оплаты | 1991 |
|
SU1830006A3 |