Изобретение относится к измерительной технике и может быть использовано при контроле пространственного положения осевой линии свариваемых цилиндрических деталей в процессе сварки.
Целью изобретения является повышение точности и производительности контроля.
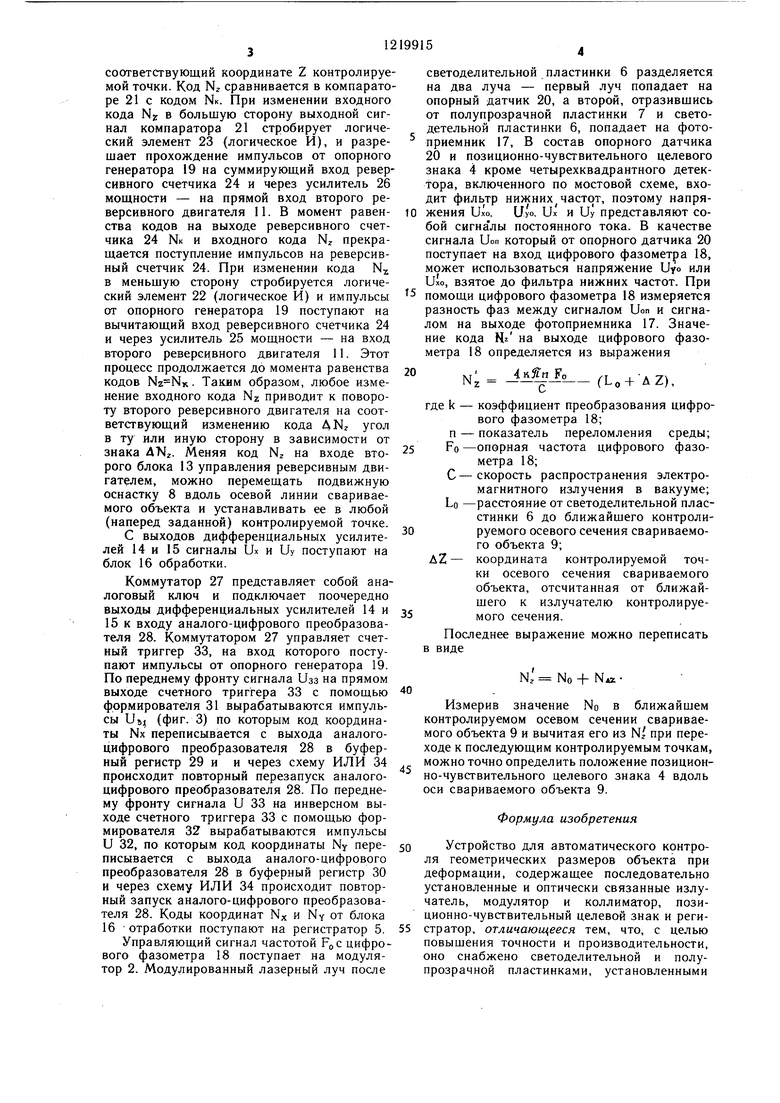
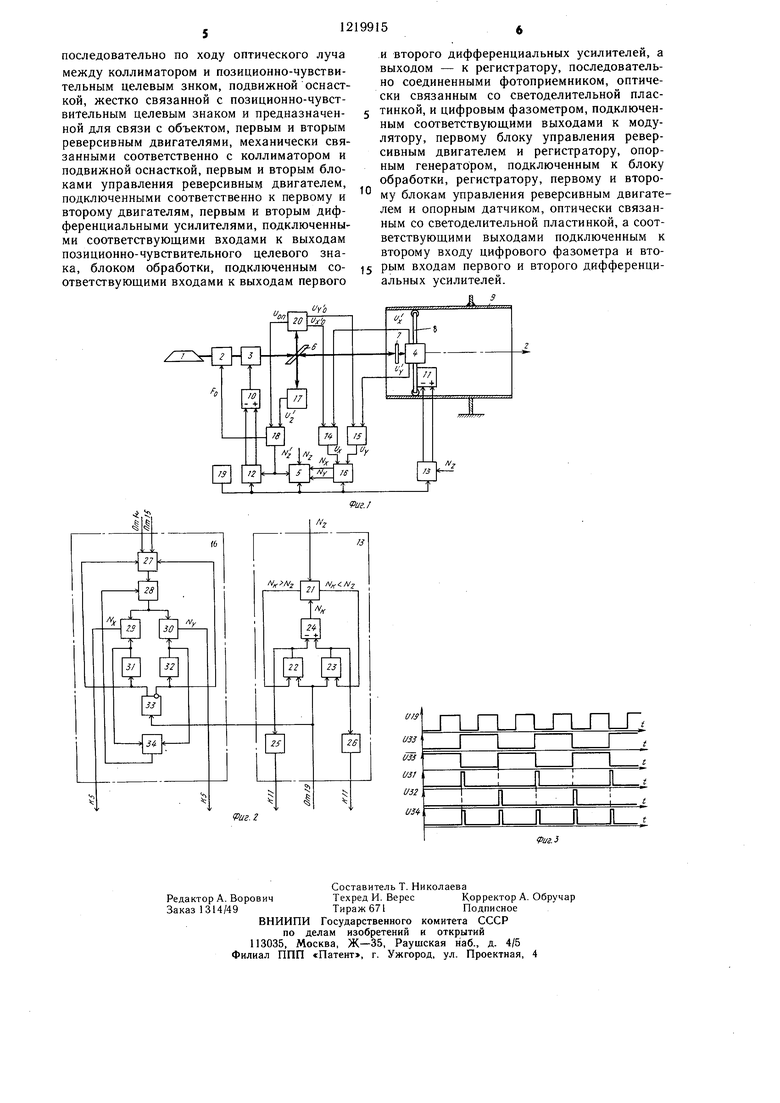
На фиг. 1 представлена функциональная схема устройства; на фиг. 2 - функциональная схема блока обработки и блока управления реверсивным двигателем; на фиг. 3 - временная диаграмма работы блока обработки.
Устройство для автоматического контроля геометрических размеров объекта при деформации содержит последовательно установленные и оптически связанные излучатель 1, модулятор 2 и коллиматор 3, нозицион- но-чувствительный целевой знак 4, регистратор 5, светоделительную пластинку 6, полупрозрачную пластинку 7, установленные по ходу оптического луча, подвижную оснастку 8, на которой закреплен позиционно-чувстви- тельный целевой знак 4, установленную на свариваемом объекте 9.
Устройство содержит также первый и второй реверсивные двигатели 10 и 11, механически связанные соответственно с коллиматором 3 и подвижной оснасткой 8, первый и второй блоки 12 и 13 управления реверсивным двигателем, подключенные соответственно к первому и второму реверсивным двигателям 10 и 11, первый и второй дифференциальные усилители 14 и 15, подключенные соответствующими входами к выходам позиционно-чувствительного целевого знака 4, блок 16 обработки, подключенный входом к выходам первого и второго дифференциальных усилителей 14 и 15, а выходом - к регистратору 5, последовательно соединенные фотоприемник 17, оптически связанный со светоделительной пластинкой 6, и цифровой фазометр 18, подключенный соответствующими выходами к модулятору 2, первому блоку 12 управления реверсивным двигателем и регистратору 5, опорный генератор 19, подключенный к блоку 16 обработки, регистратору 5, первому и второму блокам 12 и 13 управления реверсивным двигателем, и опорный датчик 20, подключенный к второму входу цифрового фазометра 18 и вторым входам первого и второго дифференциальных усилителей 14 и 1&.
Каждый из блоков 12 и 13 управления реверсивным двигателем содержит компаратор 21, две схемы И 22 и 23, реверсивный счетчик 24 и два усилителя 25 и 26 мощности.
Блок 16 обработки содержит коммутатор 27, аналого-цифровой преобразователь 28, два буферных регистра 29 и 30, два формирователя 31 и 32, триггер 33 и схему ИЛИ 34.
Устройство для автоматического контроля геометрических размеров объекта при деформации работает следующим образом. Излучатель 1 (в качестве которого может быть использован гелий-неоновый ла- зер), модулятор 2, коллиматор 3 и первый реверсивный двигатель 10 закрепляют на неподвижной базовой оснастке. Первый реверсивный двигатель 10 имеет механическую связь с коллиматором 3 и может изменять его фокусное расстояние в соответствии с кодом NZ, поступающим с выхода цифрового фазометра 18 на вход первого блока 12 управления реверсивным двигателем. Позиционно-чувствительный целевой знак 4 с закрепленной на его входе полупрозрачный пластинкой 7 устанавливают на подвижной оснастке 8, приводимой в движение реверсивным двигателем 11 и способной перемещаться вдоль оси сваривд- емого объекта 9, Второй реверсивный двигатель 11 управляется вторым блоком 13 управления реверсивным двигателем и перемещает подвижную оснастку 8 в точку, соответствующую коду NZ на входе второго блока 13 управления реверсивным двигателем. Опорный датчик 20 и фотоприемник
17 устанавливают в зоне прохождения отраженных от светоделительной пластинки 6 лучей. Светоделительную пластинку 6 устанавливают на неподвижной оснастке в непосредственной близости от свариваемого объекта 9. Опорный датчик 20 аналогичен
позиционно-чувствительному целевому знаку 4 и может предоставлять, например, четырехквадратный фотодетектор с измерительной схемой, которая имеет в своем составе фильтры нижних частот. Выходы опорного датчика 20 Uxo и позиционно-чувствительного целевого знака 4 Ux, сигналы на которых пропорциональны координате X, соединены с входами первого дифференциального усилителя 14, а выходы, сигналы на которых пропорциональны координате YI -
с входами второго дифференциального усилителя 15. Таким образом, напряжения на выходах дифференциальных усилителей 14 и 15 соответственно равны
45
Ux Ux - Uifl
Uy и; - u;o,
где UxR, Uyo
координаты положения лазерного луча относительно непод- , вижной оснастки; Ux, Uy - координаты контролируемой точки оси свариваемого объекта 9 относительно лазерного луча;
-координаты контролируемой точки оси свариваемого объекта 9 относительно неподвижной оснастки.
На вход второго блока 13 управления реверсивным двигателем поступает код N,
Ux,U,
соответствующий координате Z контролируемой точки. Код NZ сравнивается в компараторе 21 с кодом NK. При изменении входного кода NJ; в большую сторону выходной сигнал компаратора 21 стробирует логический элемент 23 (логическое И), и разрешает прохождение импульсов от опорного генератора 19 на суммируюш,ий вход реверсивного счетчика 24 и через усилитель 26 мощности - на прямой вход второго реверсивного двигателя 11. В момент равенства кодов на выходе реверсивного счетчика 24 NK и входного кода Ыг прекращается поступление импульсов на реверсивный счетчик 24. При изменении кода NZ в меньшую сторону стробируется логический элемент 22 (логическое И) и импульсы от опорного генератора 19 поступают на вычитающий вход реверсивного счетчика 24 и через усилитель 25 мощности -- на вход второго реверсивного двигателя 11. Этот процесс продолжается до момента равенства кодов . Таким образом, любое изменение входного кода NZ приводит к повороту второго реверсивного двигателя на соответствующий изменению кода AN угол в ту или иную сторону в зависимости от знака ДКг. Меняя код NZ на входе второго блока 13 управления реверсивным двигателем, можно перемещать подвижную оснастку 8 вдоль осевой линии свариваемого объекта и устанавливать ее в любой (наперед заданной) контролируемой точке. С выходов дифференциальных усилителей 14 и 15 сигналы Ux и Uy поступают на блок 16 обработки.
Коммутатор 27 представляет собой аналоговый ключ и подключает поочередно выходы дифференциальных усилителей 14 и
15к входу аналого-цифрового преобразователя 28. Коммутатором 27 управляет счетный триггер 33, на вход которого поступают импульсы от опорного генератора 19. По переднему фронту сигнала Uas на прямом выходе счетного триггера 33 с помощью формирователя 31 вырабатываются импульсы Uji (фиг. 3) по которым код координаты NX переписывается с выхода аналого- цифрового преобразователя 28 в буферный регистр 29 и и через схему ИЛИ 34 происходит повторный перезапуск аналого- цифрового преобразователя 28. По переднему фронту сигнала U 33 на инверсном выходе счетного триггера 33 с помощью формирователя 32 вырабатываются импульсы и 32, по которым код координаты Ny переписывается с выхода аналого-цифрового преобразователя 28 в буферный регистр 30 и через схему ИЛИ 34 происходит повторный запуск аналого-цифрового преобразователя 28. Коды координат NX и NY от блока
16 Отработки поступают на регистратор 5. Управляющий сигнал частотой цифрового фазометра 18 поступает на модулятор 2. Модулированный лазерный луч после
светоделительной пластинки 6 разделяется на два луча - первый луч попадает на опорный датчик 20, а второй, отразившись от полупрозрачной пластинки 7 и свето- детельной пластинки 6, попадает на фото приемник 17, В состав опорного датчика 20 и позиционно-чувствительного целевого знака 4 кроме четырехквадрантного детектора, включенного по мостовой схеме, входит фильтр нижних частот, поэтому напря0 жения Uxo, Qyo, Ux и Uy представляют собой сигна лы постоянного тока. В качестве сигнала Uon который от опорного датчика 20 поступает на вход цифрового фазометра 18, может использоваться напряжение Uyo или Uio, взятое до фильтра нижних частот. При
5 помощи цифрового фазометра 18 измеряется разность фаз между сигналом Uon и сигналом на выходе фотоприемника 17. Значение кода Нг на выходе цифрового фазометра 18 определяется из выражения
0 . FO /т ,/, 7 NZ (Lo+ Д),
где k - коэффициент преобразования цифрового фазометра 18;
п - показатель переломления среды; 5 FO-опорная частота цифрового фазометра 18;
С-скорость распространения электромагнитного излучения в вакууме; LO -расстояние от светоделительной плас- стинки 6 до ближайщего контроли- 0руемого осевого сечения свариваемого объекта 9;
AZ- координата контролируемой точки осевого сечения свариваемого объекта, отсчитанная от ближайшего к излучателю контролируе- 5мого сечения.
Последнее выражение можно переписать в виде
40
N, NO + Ntt
Измерив значение NO в ближайшем контролируемом осевом сечении свариваемого объекта 9 и вычитая его из N при переходе к последующим контролируемым точкам, можно точно определить положение позиционно-чувствительного целевого знака 4 вдоль оси свариваемого объекта 9.
Формула изобретения
0 Устройство для автоматического контроля геометрических размеров объекта при деформации, содержащее последовательно установленные и оптически связанные излучатель, модулятор и коллиматор, пози- ционно-чувсгвительный целевой знак и реги5 стратор, отличающееся тем, что, с целью повышения точности и производительности, оно снабжено светоделительной и полупрозрачной пластинками, установленными
последовательно по ходу оптического луча между коллиматором и позиционно-чувстви- тельным целевым знком, подвижной оснасткой, жестко связанной с позиционно-чувст- вительным целевым знаком и предназначенной для связи с объектом, первым и вторым реверсивным двигателями, механически связанными соответственно с коллиматором и подвижной оснасткой, первым и вторым блоками управления реверсивным двигателем, подключенными соответственно к первому и второму двигателям, первым и вторым дифференциальными усилителями, подключенными соответствующими входами к выходам позиционно-чувствительного целевого знака, блоком обработки, подключенным соответствующими входами к выходам первого
и второго дифференциальных усилителей, а выходом - к регистратору, последовательно соединенными фотоприемником, оптически связанным со светоделительной пластинкой, и цифровым фазометром, подключенным соответствующими выходами к модулятору, первому блоку управления реверсивным двигателем и регистратору, опорным генератором, подключенным к блоку обработки, регистратору, первому и второму блокам управления реверсивным двигателем и опорным датчиком, оптически связанным со светоделительной пластинкой, а соответствующими выходами подключенным к второму входу цифрового фазометра и вторым входам первого и второго дифференциальных усилителей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Преобразователь перемещения в код | 1983 |
|
SU1156255A1 |
| Устройство для перемещения снимкодержателей фотограмметрического прибора | 1985 |
|
SU1323533A1 |
| ЦИФРОВОЙ КОРРЕЛЯЦИОННЫЙ ФАЗОМЕТР | 1972 |
|
SU423066A1 |
| Устройство для измерения интенсивности линии в оптическом спектре | 1987 |
|
SU1509625A1 |
| Преобразователь перемещения в код | 1983 |
|
SU1170615A1 |
| Устройство для программного управления позиционированием | 1985 |
|
SU1267360A1 |
| Устройство для определения функции распределения размахов | 1976 |
|
SU622092A1 |
| Цифровой фазометр | 1982 |
|
SU1061062A1 |
| Интегратор | 1975 |
|
SU553630A1 |
| Устройство для измерения угловых перемещений объекта | 1982 |
|
SU1037069A1 |
Изобретение относится к измерительной технике и может быть использовано при контроле пространственного положения осевой линии свариваемых цилиндрических деталей в процессе сварки. Целью изобретения является повышение точности и производительности контроля. Первый реверсивный двигатель может изменять фокусное расстояние коллиматора в соответствии с кодом, поступающим с выхода цифрового фазометра на вход первого блока управления реверсивным двигателем. Второй реверсивный двигатель управляется вторым блоком управления реверсивным двигателем и перемешает подвижную оснастку в точку, соответствующую коду на входе второго блока управления реверсивным двигателем. На вход второго блока управления реверсивным двигателем поступает код, соответствующий координате контролируемой точки N. Код сравнивается в компараторе с кодом, поступающим с выхода реверсивного счетчика. При изменении входного кода Nz в большую сторону выходной сигнал компаратора стробирует логический элемент и разрешает прохождение импульсов от опорного генератора на суммирующий вход реверсивного счетчика и через усилитель мощности - на прямой вход второго реверсивного двигателя. В момент равенства кодов поступление импульсов на реверсивный счетчик прекращается. При изменении кода NZ в меньшую сторону импульсы от опорного генератора будут поступаеть на вычитающий вход реверсивного счетчика и на вход второго реверсивного двигателя. Любое изменение входного кода N будет приводить к повороту второго реверсивного двигателя в ту или иную сторону. Меняя код Ыг. можно перемещать подвижную оснастку вдоль осевой линии свариваемого объекта и усганавливать ее в любой контролируемой точке. 5 ил. i (Л to ;о со сд
i,,
ft/г.г
Риг.
гпгтгппгпг.
Составитель Т. Николаева
Редактор А. ВоровичТехред И. ВересКорректор А. Обручар
Заказ 1314/49Тираж 671Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Вагнер Е | |||
| Т., Митрофанова А | |||
| А | |||
| и Барков В | |||
| Н | |||
| Лазерные и оптические методы контроля в самолетостроении | |||
| М.: Машиностроение, 1977, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
