Изобретение относится к сельско- озяйственному.машиностроению премущественно к машинам для обработки очвы, н может быть использовано зготовлении рабочих органов (лемеов, долотьев лап ложе.й,, дисков) одвергающихся абразивному износу,
Цель изобретеиня - повышение из- носостойкос г л р.аОочик органов ночно- обрабатывающих машнн и снижение затрат на их изготонлениео
Это достигается тем что наплав- ленные участки вьтолияют ,с уменьшающимся сечением по ToJiujwHe детали проплавлением основного метгалла и последуюац«.{ форт-шроваиием наплавленного -слоя. тпег дос1агзд)ной проволокой под воздейс 1 вием электрической д-уги.
Пре,|длагаемы11 .пособ позволяет снизить затраты па нлготовлепле. рабочих органов за Г -ет го)змеш,ення операгу й получения углуб.11г;и5гй в основном металле и нйпланлен}1Я у гастков твердю- сг лавом, а износостойкость frx дост5)Гается за смет выполнення: наш{аш1е |)ых у ястков с уменьшаытянм- ся сеченнег-5 TFO толиине час- тичного совпегдения у астков , собой основаннями и форниройания участков с rn -p/iocTbiOj СклТ(ьтей дости осиовниго мпташш t соотношении j..5 l-4;1 уненылеиня са осиозного метл гпя, ч-1:о лоззоля-- ет удерлуквать «атгяаьляиньц твердьй сплав до полного Hiaioca, а тавдяс путам обеспечения .-щ- уча гачнратпгя к заданном ,
Бьтолнеикм HiUoii ре при трех релл-и-а;) чить наплувяенльк ;
формой по TCiJlED ; J
Ни ф-ТЗ-. ,|ПГ :;;:, Г,;
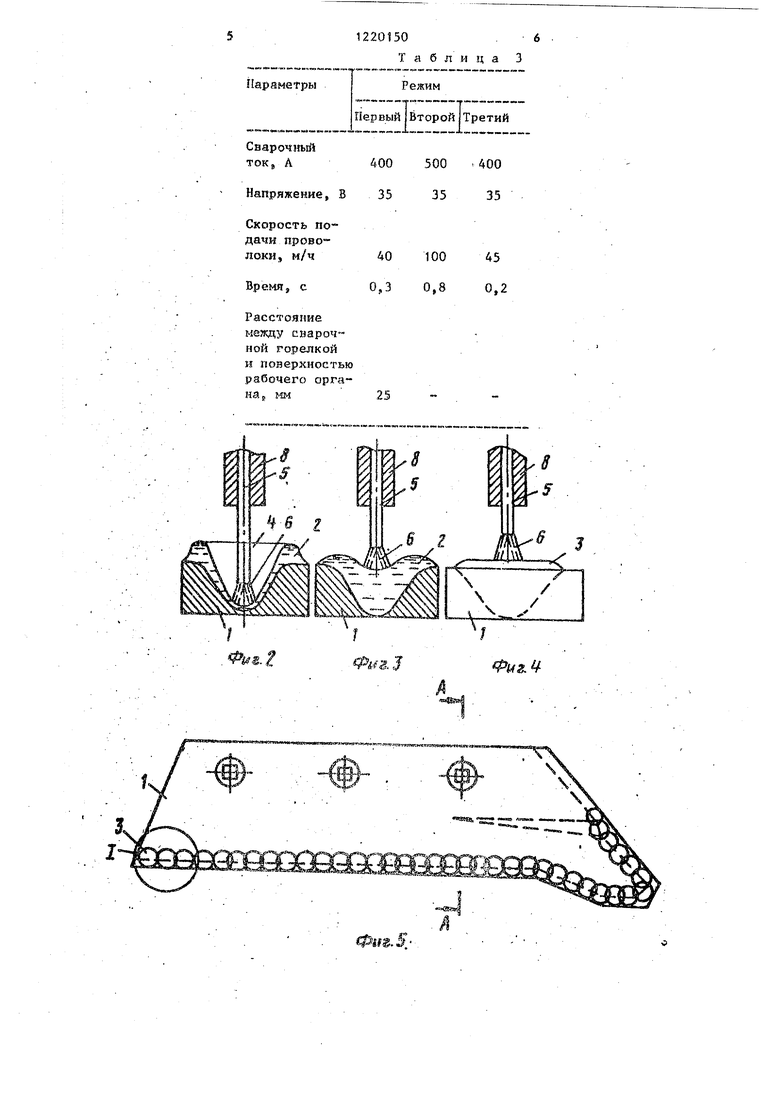
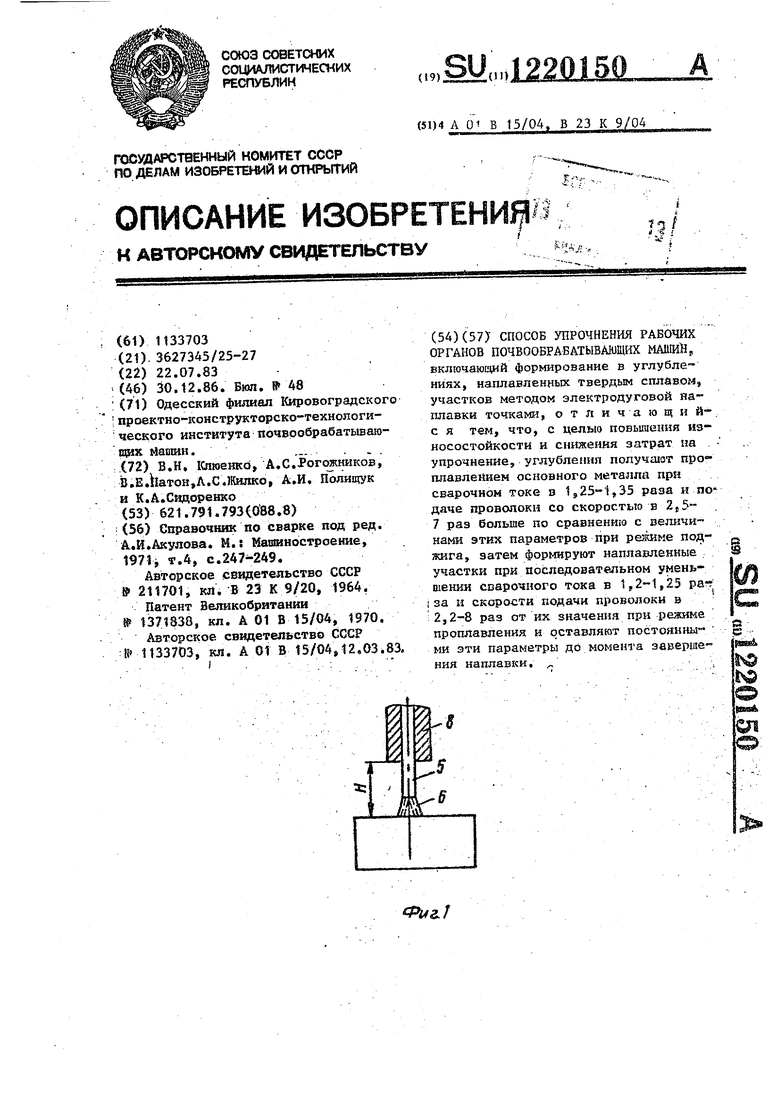
электрода ( 5f :M; ib;i( упрочияен.. jKiOo-n u мя поджига. :: л :к Г|мг е1:
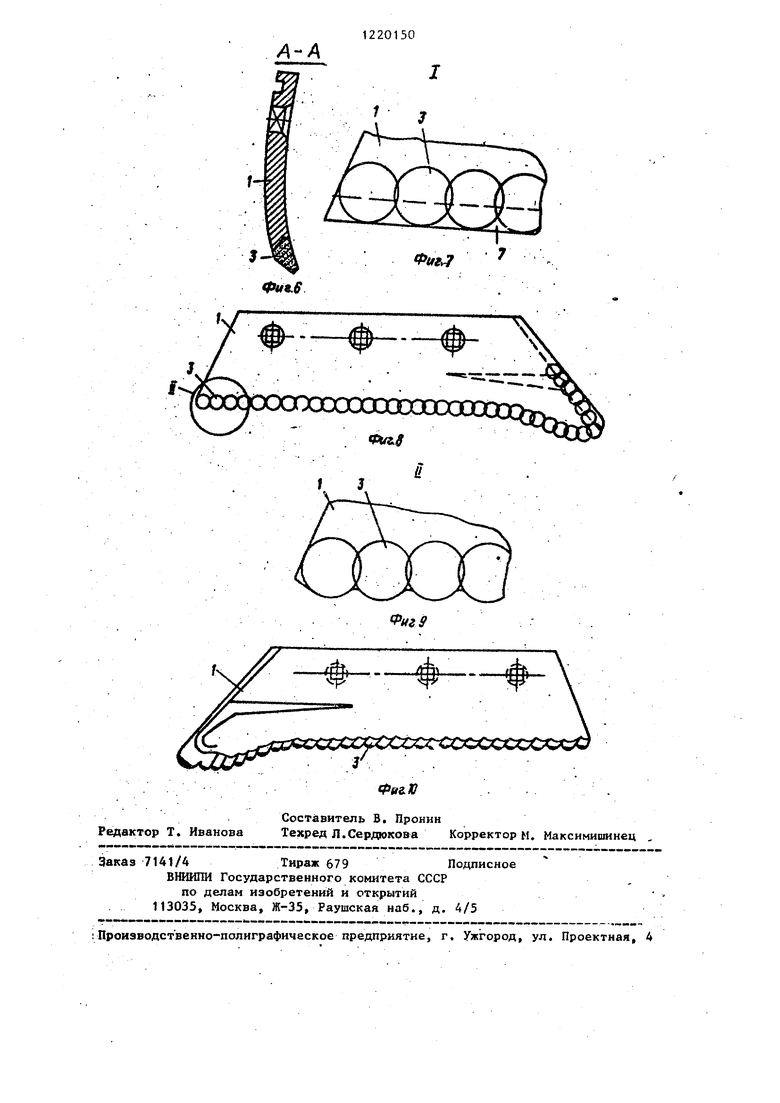
догрсиа Me-:i a.ii;yn; jsa ф в момент пспу геннч уг,| губ,ч€;иия про- гтанленнем т;а Лиг- 3 - то же в 4О- Мент наплавлеггпл о углублении.; на фиг. 4 - то же 3S зоверюения формнр оз а кия н апл авл е i н о г о у la с. тк а j на фиг, 5 - упрочв енньп/Г рябочий ор- ган (лемех);; на фиг, 6 - разрез на фиг, 5г яя фиг, 7 уакл 1 на фиг, 5; на фиг, 8 рабочий, орган с лицевой стороны лосле некоторого нз- носЭр на фиг, 9 - узел 11 на фиг, в, на фиГс Ш рабочий орган с тг.иьной стороны после некоторого нзноса„
0
5
Упрочнение рабочих органов 1 ведут наплавгсой твердым сплавом 2 от- дельньми участками 3 в углублениях 4 о Причем наплавленные участки 3
1№ нолняют с уменьшающимся сечением по толщине .детали прсплавлением и пос.1.(С .душнУ 1м формированием наплавленного слоя твердосплавной плавящейся порошковой провапокой 5 под воздей- ствпем злектрической дуги 6,
Наплавленные участки 3 выполняют: . также частично совмещенными между собой на величину до 1/5 диаметров ПК оснований, что обеспечивает иэ нос основного металла с заданной стороны и за счет этого получение самозатачивания ,и, следовательно,. сн.иженпе износа. Выполнение наплав- ленных участков 3 с уменьпдающимся сечением -по толщине детали jr частичным союмещен.ием ог.яован1 й .позволяет уменьшить износ основного металла, оголение наплавленного сплава и.,сле- довательиор его выкрапшвание до полного износа. При некотором износе основного метшша рабочего о.ргана 1 на лезрнк 7 образуете.; пилообразная {форма (см, фиг. 8. 9 и 10), Кроме э « о.1-о, Д.ПЯ обеспечения самозатачи™
0 вания наплавленные участки 3 формируют с твердостью, большей твердос- гн основного 4eтaJIлa рабочего . органа i в соотношении 1,5s1-4s l пу- те.н подборгг состава порошковой «ро5 асл.поки 5 в завксто-гостп от твердости ocHOD.noi o нетатш. При уменьшении у. .:азан(ого соотношеачи твердости на |;.;(авлг; нык участков 3 и основного мег Ч алла Ш наблтд«. само- .
0 ззтачнволчкя лезвия 7 рабочего орх ана V, 3. при увеличении не обеспечивает-. -:;.я г ребуема;-; прапор1.1эот5альность из nocii ОСЛОВ.НОГО п нап.г авле5 ного металла, п о прнйодпт к вытфаиошанию на
5 ияавлеяггык участков 3 после некогоро- . о износа ос;-5овиого металла лезвия 7,- Д,пя В1..;полкенш1 наплавки устанавлн- -У.Т9Т .иеобходшьэе расстояние П между cHspiT-ptoH г -аяовкой 8 н поверзсностью
50 рабочего .a 1, включают медлеп™ подачу пороетсовой проволоки 5, .f-scf-ген . соприкосновения проиолоки 5 с noE. тьк рабочего органа 1 йраР Чть Еа ,:т устройство подвига (на
. пис. е показано) сварочной /дуги 6. .Посла уг.та :явления процесса стабш тюгг горели;; сварочной дуги 6р про- грйва основного- металла рабочего ор. гана t включают быструю г/одачу по
3
рошковой проволоки 5 и увеличиваа т сварочньпй ток, затем после проплавл ния основного мета.пла и формирования углубления 4 скорость подачи прволоки 5 и сварочный ток уменьшают оставляют постоянными до момента окончания формирования наплавленного слоя, который определяют по времени в зависимости от толщины и характеристики металла рабочего орга- на 1.
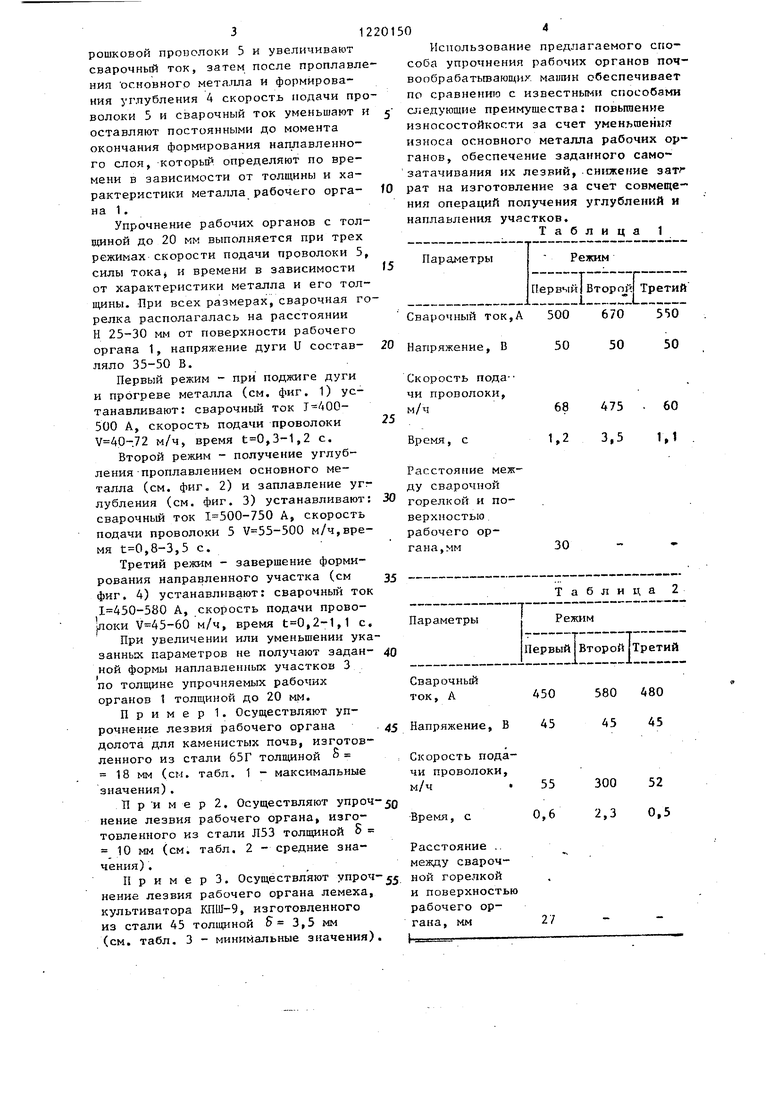
Упрочнение рабочих органов с толщиной до 20 мм выполняется при трех режимах скорости подачи проволоки 5 силы тока и времени в зависимости от характеристики металла и его толщины. При всех размерах, сварочная грелка располагалась на расстоянии Н 25-30 мм от поверхности рабочего органа 1, напряжение дуги U составляло 35-50 В.
Первый режим - при поджиге дуги и прогреве металла (см, фиг. 1) устанавливают: сварочный ток 500 А, скорость подачи проволоки .72 м/ч, время ,3-1,2 с.
Второй режим - получение углубления -проплавлением основного металла (см. фиг. 2) и заплавление уг лубления (см. фиг. 3) устанавливают сварочный ток 1 500-750 А, скорость подачи проволоки 5 V 55-500 м/ч,время ,8-3,5 с.
Третий режим - завершение формирования направленного участка (см фиг. 4) устанавливают: сварочньш то 1 450-580 А, скорость подачи прово- |локи V 45-60 м/ч, время ,2-1,1 с
При увеличении или уменьшении укзанных параметров не получают задан ной формы наплавленных участков 3 по толщине упрочняемых рабочих органов 1 толщиной до 20 мм.
Пример 1. Осуществляют упрочнение лезвия рабочего органа долота для каменистых почв, изготовленного из стали 65Г толщиной S 18 мм (см. табл. 1 - максимальные значения).
Т1 р и м е р 2. Осуществляют упроч нение лезвия рабочего органа, изготовленного из стали Л53 толщиной S 10 мм (см. табл. 2 - средние значения) ..
П р и м е р 3. Осуществляют упроч-
нение лезвия рабочего органа лемеха, культиватора КПШ-9, изготовленного из стали 45 5 3,5 мм (см. табл. 3 - минимальные значения),
Использование предлагаемого способа упрочнения рабочих органов поч- вообрабатьгоающих мамин обеспечивает по сравнению с известными способами следующие преимущества: повыгаение износостойкости за счет уменьшения износа основного металла рабочих органов, обеспечение заданного самозатачивания их лезвий, -снижение затг рат на изготовление за счет совмещения операций получения углублений и наплавления участков.
Таблица 1
20
5
Скорость пода-чи проволоки,
м/ч68
475
60
Время, с
1.2 3,5
1И
Расстояние между сварочной горелкой и поверхностьюрабочего органа, мм
55
0,6
300
52
2,3 0,5
Расстояние .. между сварочи поверхностью рабочего органа, мм
27
400 500 . 400
35 35 35
40 100 45
0,3 0,8 0,2
25 ,
Ф.2
.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2015 |
|
RU2591980C1 |
| Способ восстановления рабочих органов почвообрабатывающих орудий | 2021 |
|
RU2754670C1 |
| Способ восстановления рабочих органов почвообрабатывающих орудий с упрочнением | 2021 |
|
RU2756084C1 |
| Способ восстановления рабочих органов газопламенной наплавкой | 2021 |
|
RU2756085C1 |
| Способ восстановления изношенных рабочих органов почвообрабатывающих машин | 2021 |
|
RU2762070C1 |
| Способ комплексного восстановления рабочих органов почвообрабатывающих орудий | 2021 |
|
RU2756087C1 |
| Способ восстановления изношенных лезвий рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763820C1 |
| Способ восстановления рабочих органов чизельных плугов | 2021 |
|
RU2763818C1 |
| Способ восстановления изношенных режущих поверхностей рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763822C1 |
| Способ восстановления изношенных лезвий рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763866C1 |
Фи9,6
дэосххоос
Ф1Л$
f J
11
jCC CCCCCEXCCtCCCCCCCCC
... ..
.Ю
Редактор Т. Иванова
Составител1 В. Пронин
Техред Л.Сердюкова Корректор м. Макснмишинец
Заказ 7141/4Тираж 679Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Справочник по сварке под ред | |||
| А.И.Алсулова | |||
| М.; Машиностроение, 1971j 7.4, с. | |||
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ | 0 |
|
SU211701A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
