Предлагаемый переключатель обеспечивает транспортирование формовочных материалов с разных точек литейного цеха и склада в одно место- Для обслуживания нескольких рабочих мест имеется один вакуум-насос, на который устанавливают коллектор с пневматическим переключателем.
Транспортирование формовочных материалов осуществляется включением пневматического переключателя на тот или иной участок, например на участок сухих песков и глин, на участок обслуживания бегунов или на участок транспортирования формовочных материалов от бегунов к рабочим местам.
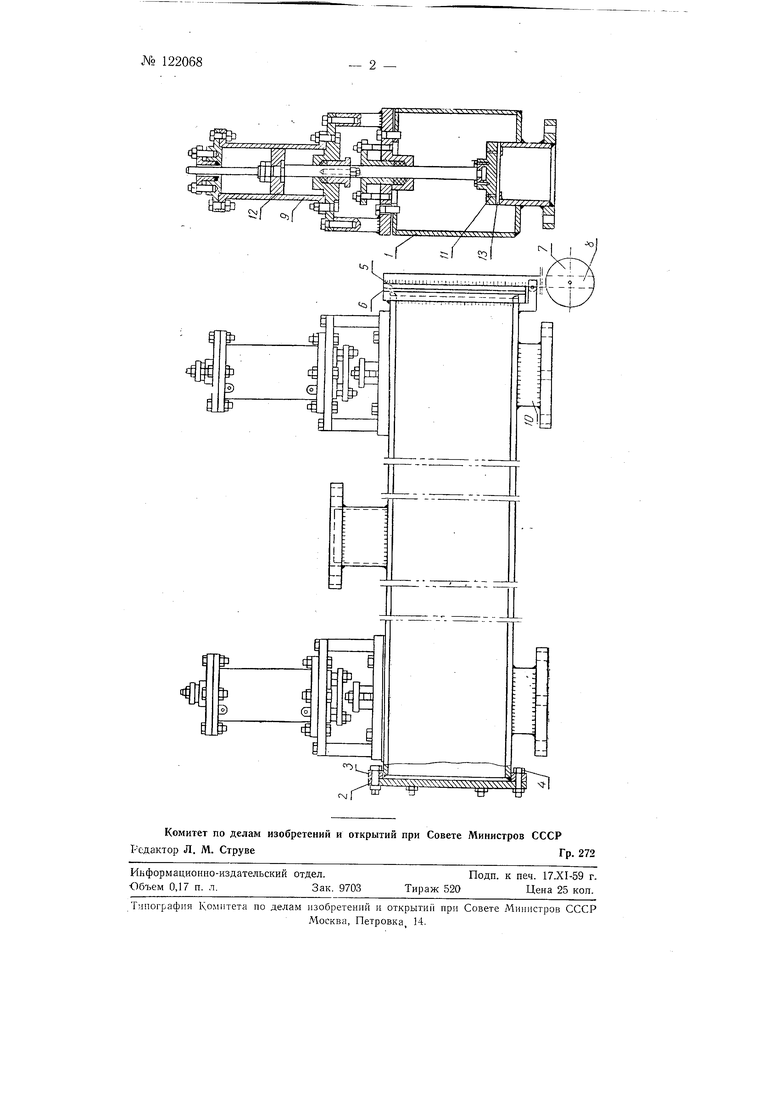
Пневматический переключатель (см. чертеж) выполнен в виде прямоугольной сварной камеры / с верхней крышкой 2, закрепленной на прокладке 3 болтами 4, и с нижней откидной крышкой 5, которая прижимается к фланцу камеры 1 через резиновую прокладку 6 грузом 7 на рычаге 8. Вдоль наружной оси на камере / крепятся пневмодвигатели 9, по другую сторону по одной оси с пневмодвигателями 9 приварены штуцеры /О, которые своими свободными концами входят в камеру / и служат седлами запорных клапанов //. Попеременно вводя сжатый воздух в нижнюю или верхнюю полость цилиндра пневмодвигателя 9, пОршень 12 или перемещается в сторону камеры 1 и перекрывает клапаном // с резиновой пластиной 13 седло штуцера 10, или в обратную сторону, тогда открывается штуцер 10 для прохода через него воздуха, т. е. производится подключение систем на тот или иной рабочий орган.
Предмет изобретения
Пневматический переключатель для транспортирования формовочных материалов в литейном производстве, отличающийся тем, что, с целью перемещения материалов из разных точек, переключатель выполнен в виде полой камеры, снабженной в верхней своей части пневмодвигателями, а на противоположной стороне камеры - штуцерами, свободные концы которых входят во внутрь камеры и служат седлами запорных клапанов пневмодвигателей, а фланцы штуцеров соединяют с циклонами для очистки воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки шеек и кривошипных пальцев коренных валов поршневых машин на токарно-винторезных станках без вращения валов и устройство для осуществления этого способа | 1954 |
|
SU99193A1 |
| Топливная система газопоршневого электроагрегата | 2023 |
|
RU2838455C1 |
| СТОЯНОЧНЫЙ ТОРМОЗ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА С РЕГУЛИРУЕМЫМ ТОРМОЗНЫМ НАЖАТИЕМ И ДИСТАНЦИОННЫМ РУЧНЫМ УПРАВЛЕНИЕМ | 2004 |
|
RU2267417C1 |
| МАЛАЯ ФЕРМЕНТАЦИОННАЯ УСТАНОВКА (ВАРИАНТЫ) | 1996 |
|
RU2142995C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ АЛЮМИНИЕВЫХ СЛИТКОВ | 2019 |
|
RU2742553C1 |
| ИМПУЛЬСНАЯ ГОЛОВКА ДЛЯ ФОРМОВОЧНЫХ МАШИН | 1989 |
|
RU2039627C1 |
| Запорно-пусковое устройство и способ его функционирования | 2018 |
|
RU2695389C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ДЛЯ ОБЕСПЕЧЕНИЯ РАБОТЫ ФИЛЬТРУЮЩЕГО ПРОТИВОГАЗА В ИЗОЛИРУЮЩЕМ РЕЖИМЕ | 2023 |
|
RU2830855C1 |
| БУНКЕРНОЕ УСТРОЙСТВО | 1991 |
|
RU2014264C1 |
| АВТОМАТИЧЕСКОЕ НАГНЕТАТЕЛЬНОЕ УСТРОЙСТВО ВЫСОКОВЯЗКИХ МАТЕРИАЛОВ | 2012 |
|
RU2499947C1 |