f
Изобретение относится к дэготов- лению алмазного инструмента на органической связке, предназначенного для тонкого шлифования оптического стекла, и может быть использовано в станкоинструментальной, оптико-механической или электронной промьшшенно сти.
Цель изобретения - увеличение съема стекла при тонком шлифовании и обеспечение при этом высокого качества обрабатываемой поверхности за сче сообщения массе требуемых физико-механических свойств.
Масса содержит алмазный порошок, органическое связующее и наполнитель в виде бронзы дендритной формы при следующем соотношении компонентов, мас,%:
Порошок алмаза 1,5-2 Органическое связующее5-10Бронза дендритной формы , Остальное Соотношение олова к меди в бронзе составляет 1-5:40-44, Композицию, содержащую оловянистую бронзу, изготавливают путем смешивания порошков меди, олова и хлористого натрия; спекания их в восстановительной атмосфере при 720-760 С; охлаждения в воде; растворения и удаления хлористого натрия; сушки и диспергирования.
Смешивание компонентов производится в следующей последовательности: металлический наполнитель смешивают с связующим, смесь термообрабатывают при 100-120°С (с целью проведения частичной дегазации связующего), получившийся малопрочный спек диспергируют и смецгивают с алмазным порошком. Прессование инструмента осуществляют в холодном состоянии, а спекают в состоянии, свободном от пресс- форм.
Положительный эффект - увеличение съема при шлифовании объясняется в основном увеличением жесткости опоры алмазных частиц в матрице инструмента, так как бронзовая основа в сравнении с медью и алюминием им:еет более высокие прочностные характеристики.
Как показал рентгеноструктурный анализ, получаемый металлический на полнитель содержит оловянистую бронзу в виде Ы-фазы, а также некоторое количество чистой меди и олова. Ана
г-
логичных результатов по увеличению шлифующей способности инструмента можно добиться, если получать металлический наполнитель в виде бронзового порошка посредством предварительного спекания медно-оловянистой прессовки и последующего ее диспергирования.
Установлено, что качество обрабатываемой поверхности зависит от содержания в бронзе олова, от зернистости частиц бронзы и их формы. При этом качество об11аботки повышается при: минимально допустимом содержании олова в бронзе, уменьшении зернистости частиц и сохранении ими подобия дендритной либо осколочной формы. Частицы бронзы могут быть достаточно мелкими (в пределах 10-50 мкм), а их форма - близкой к дендритной. В этом отношении предлагаемый способ имеет преимущество, например, перед способом изготовления инструмента, в котором бронзовые порошки получали бы методом распыпения, так как распыленные порошки отличаются сферической формой, а получение тонких фракций затруднительно.
Пример . Изготовление алмазного таблеточного инструмента для тонкого шлифования оптического стекла.
При приготовлении металлического наполнителя порошки меди (ПМС-1), олова (ПО-1) и хлористого натрия (диспергированного) просеивают через сито с размером ячеек 50 мкм. Просеянные порошки взвешивают согласно варианта состава (табл.1), затем в барабанном смесителе в течение 1 ч. Полученную смесь порошков укладывают в металлическую емкость и плотно закрывают крышкой. Емкость с порошками помещают в печь при 740 С в
среду диссоциированного аммиака, выдерживают 30 мин и охлаждают в воде. Получившийся малопрочный спек порошков растирают в фарфоровой ступке, после чего промьшают несколько раз с целью удаления хлористого натрия.
Смесь сушат, диспергируют путем растирания в фарфоровой ступке и просеивают через сито с размером ячеек 50 мкм.
Для изготовления алмазных таблеток (геометрические размеры 10x3 мм) используют состав шихты, вес.%:
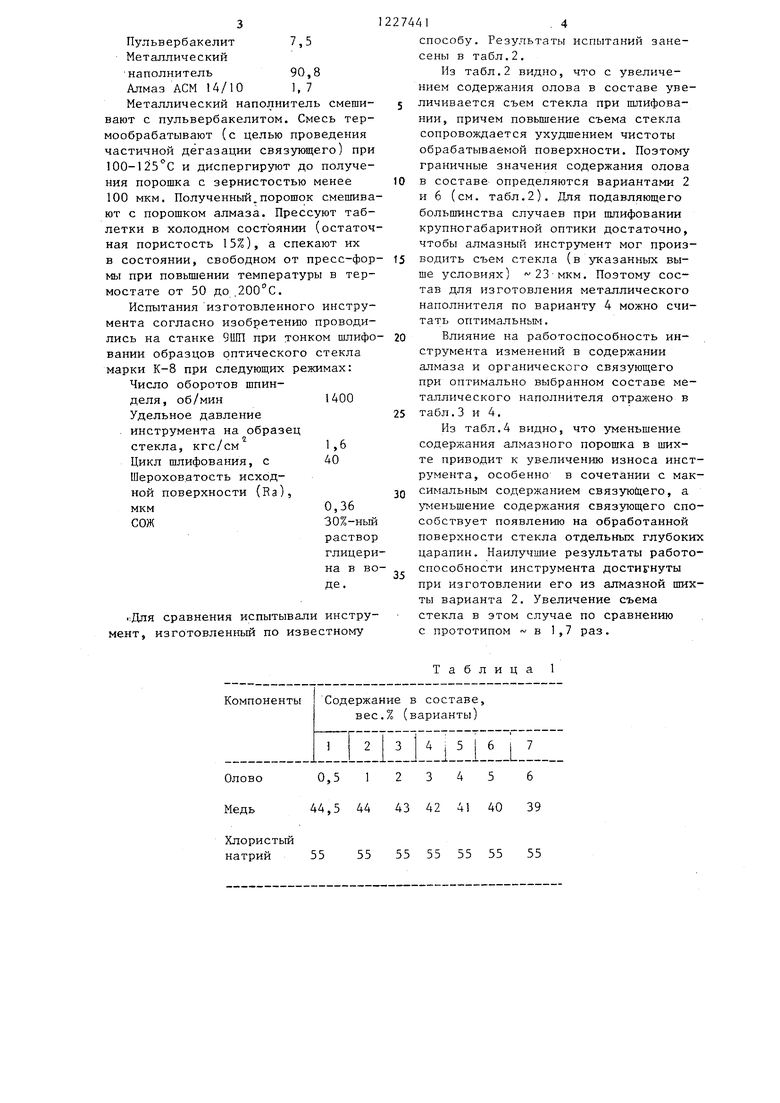
Пульвербакелит 7,5 Металлический наполнитель 90,8 Алмаз АСМ 14/10 1,7 Металлический наполнитель смешивают с пульвербакелитом. Смесь тер- мообрабатывают (с целью проведения частичной дегазации связующего) при 100-125 с и диспергируют до получения порошка с зернистостью менее 100 мкм. Полученный.порошок смешивают с порошком алмаза. Прессуют таблетки в холодном состоянии (остаточная пористость 15%), а спекают их в состоянии, свободном от пресс-фор мы при повышении температуры в термостате от 50 до ..
Испытания изготовленного инструмента согласно изобретению проводились на станке 9ШП при тонком шлифо вании образцов оптического стекла марки К-8 при следующих режимах: Число оборотов шпинделя, об/мин1400 Удельное давление
инструмента на образец
, г 1 t стекла, кгс/смI ,Ь
Цикл шлифования, с 40 Шероховатость исходной поверхности (Ва), мкм0,36
СОЖ30%-ный
раствор глицерина в воде.
«Для сравнения испытывали инструмент, изготовленный по известному
-
натрии
55
10
t5
227441. 4
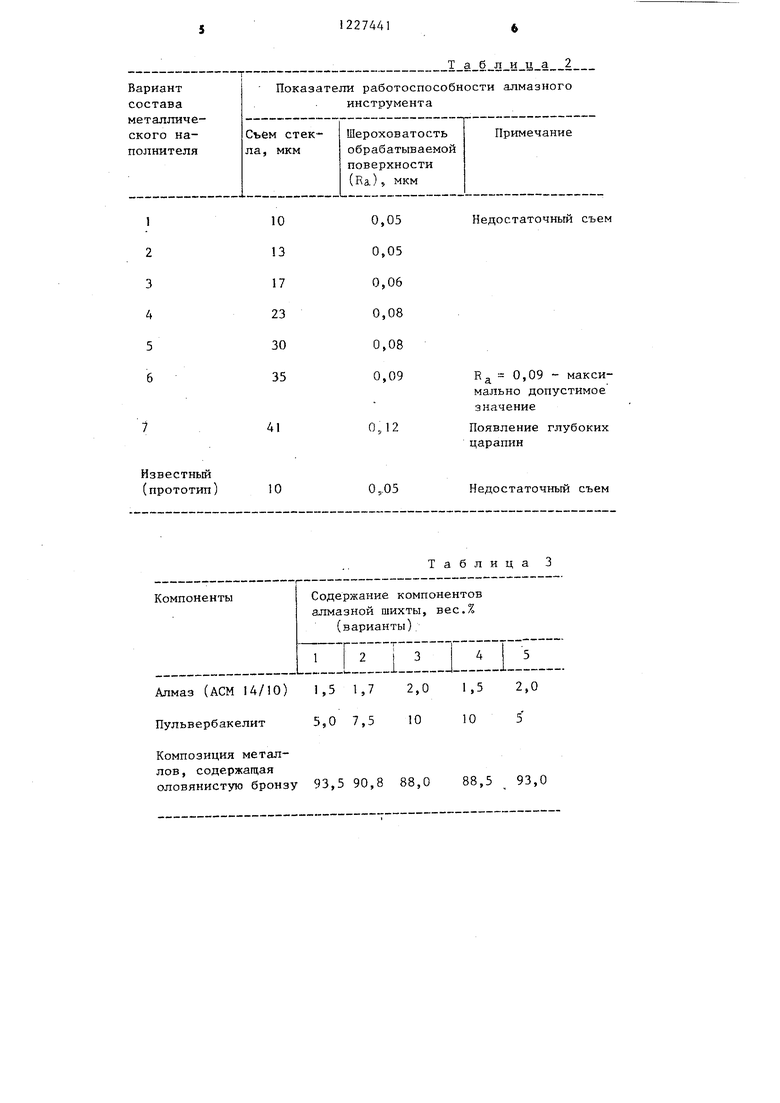
способу. Результаты испытаний занесены в табл.2.
Из табл.2 видно, что с увеличением содержания олова в составе уве- 5 личивается съем стекла при шлифовании, причем повьш1ение съема стекла сопровождается ухудшением чистоты обрабатываемой поверхности. Пoэтo ry граничные значения содержания олова в составе определяются вариантами 2 и 6 (см. табл.2). Для подавляющего большинства случаев при шлифовании крупногабаритной оптики достаточно, чтобы алмазный инструмент мог производить съем стекла (в указанных выше условиях) 23-мкм. Поэтому состав для изготовления металлического наполнителя по варианту 4 можно считать оптимальным.
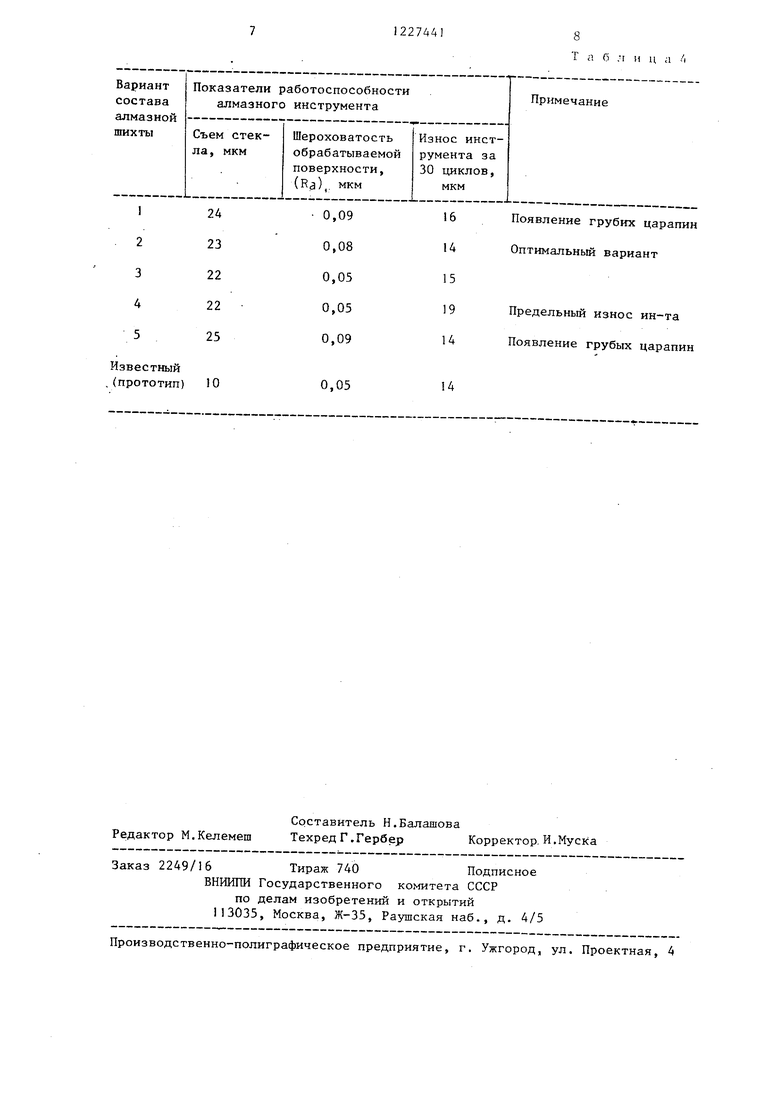
Влияние на работосЦособность инструмента изменений в содержании алмаза и органического связующего при оптимально выбранном составе металлического наполнителя отражено в табл.3 и 4.
Из табл.4 видно, что уменьшение содержания алмазного порошка в шихте приводит к увеличению износа инструмента, особенно в сочетании с максимальным содержанием связующего, а уменьшение содержания связующего способствует появлению на обработанной поверхности стекла отдельных глубоких царапин. Наилучшие результаты работоспособности инструмента достигнуты при изготовлении его из алмазной шихты варианта 2. Увеличение съема стекла в этом случае по сравнению с прототипом в 1,7 раз.
20
25
30
35
Таблица 1
55
55 55 55 55
55
41
Композиция металлов , содержащая оловянистую бронзу 93,5 90,8
Недостаточный съем
R 0,09 - максимально допустимое значение
Появление глубоких царапин
88,0
,5 93,0
Редактор М.Келемеш
Составитель Н.Балашова
Техред Г.Гербер Корректор. И.Муска
Заказ 2249/16 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазных элементов | 1981 |
|
SU986770A1 |
| Масса для изготовления алмазного инструмента | 1980 |
|
SU931444A1 |
| Способ изготовления алмазного инструмента | 1986 |
|
SU1399107A1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1227443A1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| Способ изготовления алмазного инструмента | 1989 |
|
SU1662820A1 |
| Металлическая связка для изготовления алмазного инструмента | 1982 |
|
SU1021586A1 |
| Способ изготовления абразивного инструмента | 1988 |
|
SU1604589A1 |
| Способ изготовления алмазных элементов | 1988 |
|
SU1590362A1 |
| СТРУКТУРИРОВАННЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2650459C1 |
| Устройство для спиральной навивки корпусов сосудов высокого давления | 1974 |
|
SU525494A1 |
| .Датент США № 3650715,кл.51-298, 1972. | |||
