2. Устройство для поверхностного упрочнения деталей, содержащее инструмент для нагрева детали трением, деформирующий ролик и механизмы их подачи и нагруже- ния, отличающееся тем, что, с целью повышения износостойкости за счет увеличения глубины закаленного слоя, деформирующий ролик установлен напротив инструмента трения, а механизм подачи выполнен в виде рычажной системы, рычаги которой соединены посредством механизма нагружения, при этом деформирующий ролик установлен на одном рычаге, а инструмент трения -
1
Изобретение относится к обработке деталей поверхностным упрочнением.
Цель изобретения - повышение износостойкости детали за счет увеличения глубины закаленного слоя.
На фиг. 1 изображена принципиальная кинематическая схема устройства; нафиг. 2- вид А на фиг. 1.
Устройство содержит инструмент трения - диск I трения с приводом 2 и деформирую- идий ролик З, размещенные соответственно напротив друг друга на рычагах 4 и 5 рычажного механизма подачи.
Рычаги 4 и 5 соединены посредством механизма 6 нагружения, расстоянии от диска 1 трения и деформирующего ролика 3 до щарниров 7 и 8 рычагов равны между собой Диск 1 трения изготовлен из материала с низким коэффициентом теплопередачи, например ферродо или асбоцемента.
Шарнир 7 рычага 4 установлен с возможностью регулировочного перемеп|ения в направлении гиарнира 8. Механизм подачи разрлещен на суппорте станка 9.
S
на другом, причем расстояния от инструмента трения и деформирующего ролика до щарниров рычагов равны между собой, а щарнир одного из рычагов выполнен с возможностью регулировочного перемещения в направлении щарнира другого рычага.
3.Устройство по п. 2, отличающееся тем, что диск трения изготовлен из материала с низким коэффициентом теплопередачи.
4.Устройство по пп. 2 и 3, отличающееся тем, что диск трения изготовлен из ферродо.
0
При работе деталь устанавливают в патрон токарного станка, подводят суппорт до соприкосновения диска 1 трения с деталью. Регулируя положение рычага 4, подводят деформирующий ролик до соприкосновения его с деталью. Включают привод 2 вращения диска 1 трения, задавая ему окружную скорость 100-120 м/с, в результате чего деталь нагревается и закаливается. Включают привод вращения детали, сообщая ей окружную скорость 0,003 0,03 м/с, и механизм нагружения, устанавливая усилие 0,1-0,2 кН/мм толщины диска. Конструкция устройства обеспечивает сообщение такого же усилия и деформирующему ролику 3. Включают продольную подачу суппорта, равную ширине диска трения на оборот детали.
В результате предварительного поверхностного пластического деформирования детали деформирующим роликом 3 и обработки ее на указанных режимах обеспечивается получение закаленного слоя глубиной 0,3-2,2 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного упрочнения материалов | 1990 |
|
SU1771441A3 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337807C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337806C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ | 2007 |
|
RU2347666C1 |
| МНОГОРЯДНОЕ УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ | 2007 |
|
RU2347667C1 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447964C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347664C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347665C1 |
1. Способ поверхностного упрочнения деталей, при котором деталь нагревают с одновременным упрочнением инструментом трения и подвергают повер.хностно- му пластическому деформированию роликом и закалке при вращении и относительном осевом перемещении инструментов и детали, отличающийся тем, что, с целью повыще- ния 1 зносостойкости за счет увеличения глубины закаленного слоя, поверхностное пластическое деформирование осуществляют перед нагревом детали, в качестве инструмента трения выбирают диск трения и задают ему окружную скорость равную 100- 120 м/с, детали сообщают окружную скорость 0,003-0,03 м/с, усилие прижатия диска трения и деформирующего ролика выбирают равным 0,1 -0,2 кН/мм толщины диска, а продольную подачу выбирают равной щирине диска трения на оборот детали. (Л ю со о СХ) о cpuej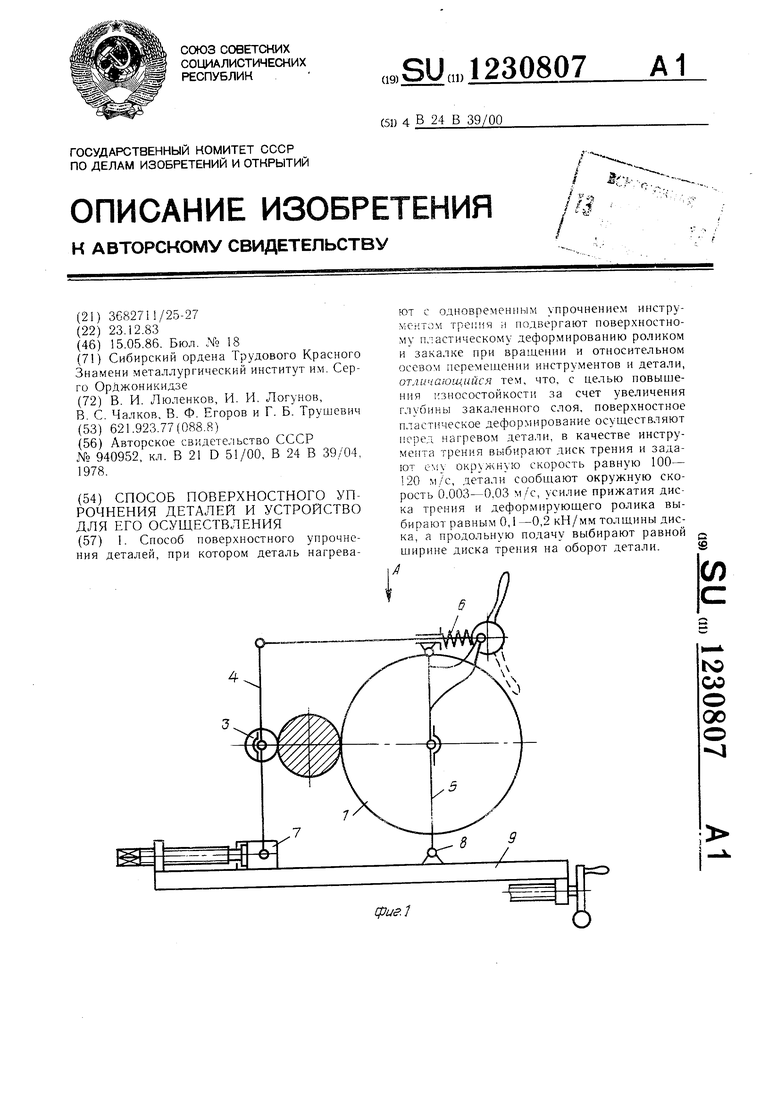
| Способ ротационной обработки | 1978 |
|
SU940952A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
