Изобретение относится к станкостроению и может быть использовано в металлорежущих станках, преимущественно токарной группы, для автоматической смены инструмента, где требуется высокая Точность фиксации в сочетании с повышенной надежностью работы.
,- Цель изобретения - повышение надежности работы револьверной головки за счет более эффективного демпфирования нагрузок на взаимодействующие при разгоне и останове массивного резцедержателя детали механиз- ;мов периодического соединения резце- держателя с зубчатым колесом его поворота и корпусом револьверной головки.
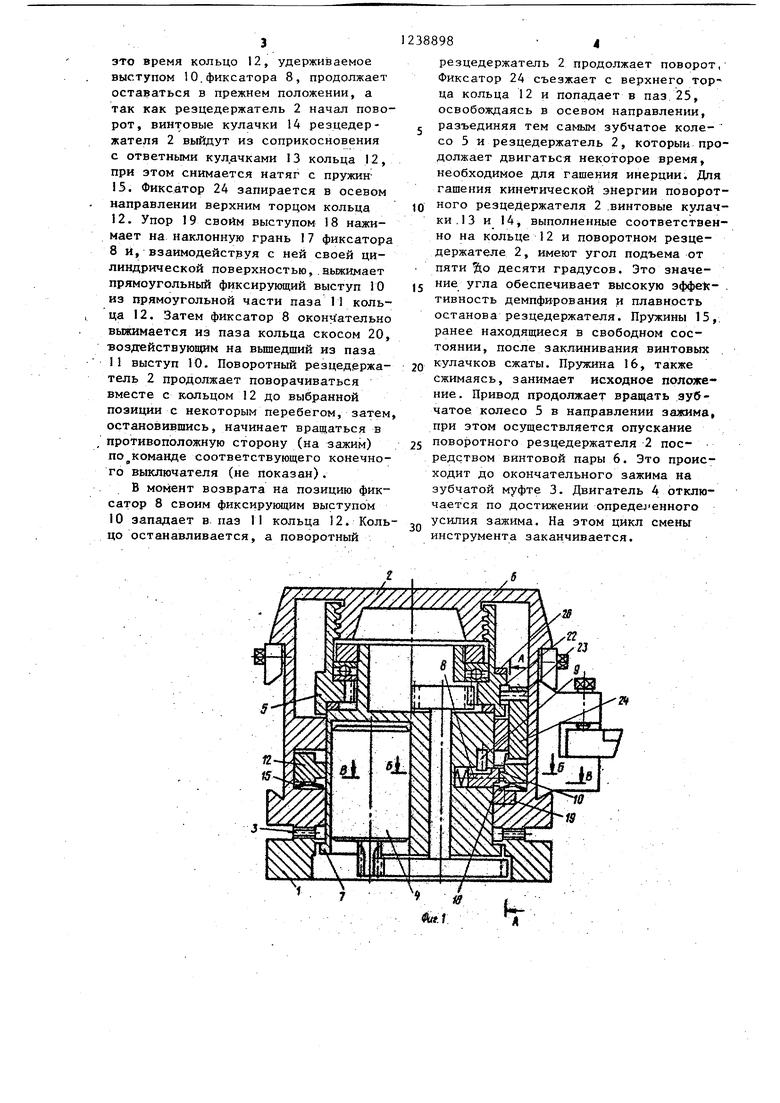
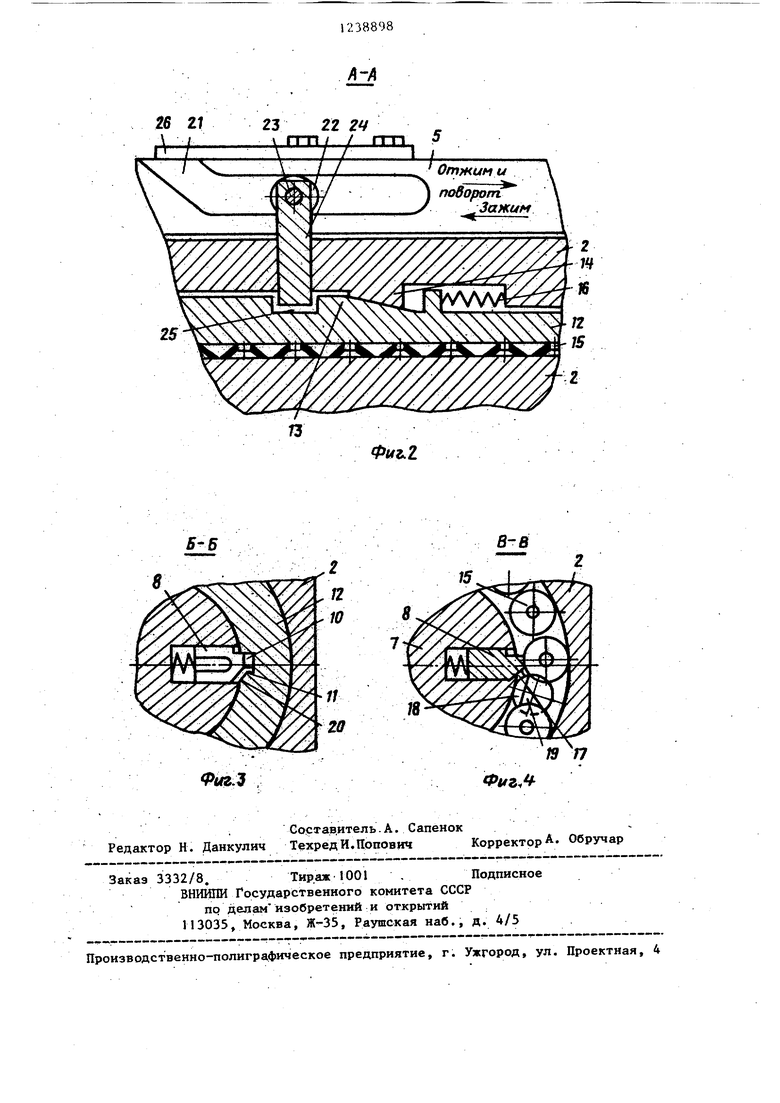
На фиг. 1 изображена головка, осевой разрез; на фиг. 2 - разрез
1
1
на фиг. на фиг.
3- разрез
4- разрез
-А на фиг. -Б на фиг. -В на фиг. 1.
Револьверная головка содержит . корпус 1, поворотный резцедержатель 2, соединяемый с корпусом базирующей зубчатой муфтой 3. Привод головки осуществляется от двигателя 4 и переается через зубчатые передачи на зубчатое KOJteco 5, которое образует с резцедержателем 2 винтовую пару 6, предназначенную для разъединения (соединения) зубчатой муфты 3. К корпусу 1 прикреплен стакан 7, в котором расположен подпружиненный -радиальный фиксатор 8, удерживаемый от разворота штифтом 9. В верхней части фиксатора 8 имеется прямоугольный фиксирующий выступ 10, предназначенный для взаимодействия с 11 , выполненными в кольце 12, в момент предварительной фиксации поворотного резцедержателя на позихщи-. Кольцо 12 имеет винтовые кулачки 13, взаимодействующие с ответными кулачками
14,выполненными в поворотном резце- держателе 2. Кулачки 13 и 14 имеют
угол наклона в пределах 5-10 град Кольцо 12 установлено в поворотном резцедержателе 2 на упругих элементах, например тарельчатых пружинах
15,и подпрзгжинено в тангенциальном направлении пружиной 16 сжатия.
Для вывода фиксатора 8 из прямо- угольного паза П фиксатор снабжен наклонной гранью 17, вэаимодействую- ей с выступом 18 упора 19, жестко установленного в резцедержателе 2.
5
0
5
0
5
0
5
0
5
Количество упоров 19 и количество пазов 11 в кольце 12 равно количеству позиций головки. 11 имеют односторонний скос 20, предназначенный для окончательного вывода фиксатора 8.
На Наружной поверхности зубчатого колеса 5 выполнен криволинейный па.з 21, позволяющий через ролик 22, установленный на оси 23, управлять осевым фиксатором 24, который своим фиксирующим концом взаимодействует с пазом 25, запирая или отпирая кольцо 12 в зависимости от направления вращения зубчатого колеса 5. Левая сторона паза 21 выполнена на выход и закрыта концом пластинчатой пружины 26, второй конец которой закреп- . лен на зубчатом колесе 5.
Головка работает следующим образом.
В исходной позиции поворотный резцедержатель 2 зажат и зафиксирован на зубчатой муфте 3. При этом происходит обработка изделия инструментом. При необходимости смены инструмента меняется позиция головки, для чего по команде ЧПУ включается дви- гатель 4 в направлении отжима. Через зубчатые передачи начинает вращаться зубчатое колесо 5 в указанном направлении. Винтовая пара 6 осуществляет подъем резцедержателя 2 до полного раскрытия зубчатой муфты 3 и далее до образования необходимого зазора между вершинами ее зубьев. Удерживают резцедержатель 2 от возможного вовлечения во вращение фиксаторы 8 и 24. Одновременно с подъемом резцедержателя 2 паз 21 зубчатого колеса 5 перемещается по ролику 22. по ролику 22 перемещается прямолинейный участок паза 21, фиксатор 24 остается неподвижным, при перемещении криволинейного участка фиксатор 24 выходит из паза 25 и освобощкает кольцо 12 от соединения его с резцедержателем 2. Ролик 22 упирается в пружину 26, которая не позволяет ему выйти Ид паза. Происходит дина- мическое воздействие зубчатого колеса 3 привода, набравшего скорость, на ролик 22 и фиксатор 24, расположенный в массивном резцедержателе 2, находящемся в относительном покое. .Отжимаясь незакрепленным концом, пластинчатая пружина 26 смягчает удар и резцедержатель 2 начинает плавно приводиться во вращение. В
это время кольцо 12, удерживаемое выступом 10.фиксатора 8, продолжает оставаться в прежнем положении, а так как резцедержатель 2 начал поворот, винтовые кулачки 14 резцедержателя 2 выйдут из соприкосновения с ответными кулачками 13 кольца 12, при этом снимается натяг с пружин 15. Фиксатор 24 запирается в осевом направлении верхним торцом кольца 12, Упор 19 своим выступом 18 нажимает на наклонную грань I7 фиксатора 8 и, взаимодействуя с ней своей цилиндрической поверхностью,.выжимает прямоугольный фиксирующий выступ 10 из прямоугольной части паза 11 кольца 12. Затем фиксатор 8 окончгательно выжимается из паза кольца скосом 20, воздействующим на вьппедший из паза 11 выступ 10. Поворотный резцедержатель 2 продолжает поворачиваться вместе с кольцом 12 до выбранной позиции с некоторым перебегом, затем, остановившись, начинает вращаться в
противоположную сторону (на зажим) по,команде соответствующего конечного выключателя (не показан).
В момент возврата на позицию фиксатор 8 своим фиксирующим выступом 10 западает в паз 11 кольца 12. Кольцо останавливается, а поворотный
10
238898 4
резцедержатель 2 продолжает поворот, Фиксатор 24 съезжает с верхнего тор- ца кольца 12 и попадает в паз. 25, освобождаясь в осевом направлении, разъединяя тем самым зубчатое коле- со 5 и резцедержатель 2, который продолжает двигаться некоторое время, необходимое для гашения инерции. Для гашения кинетической энергии поворотного резцедержателя 2 .винтовые кулачки . I 3 и 14, выполненные соответственно на кольце 12 и поворотном резцедержателе 2, имеют угол подъема от пятило десяти градусов. Это значение угла обеспечивает высокую тивность демпфирования и плавность останова резцедержателя. Пружины 15,. ранее находящиеся в свободном состоянии, после заклинивания винтовых кулачков сжаты. Пружина 16, также сжимаясь, занимает исходное положение. Привод продолжает вращать зубчатое колесо 5 в направлении зажима, при этом осуществляется опускание поворотного резцедержателя 2 пос- редством винтовой пары 6. Это происходит до окончательного зажима на зубчатой муфте 3. Двигатель 4 отключается по достижении oпpeдeJ eннoгo усилия зажима. На этом цикл смены инструмента заканчивается.
15
20
25
30
Я
Фа.1
26 Z7
22 V
25
5-5
fl-e
;8
W 77
Ф«г.З
Составитель.А. Сапенок Редактор Н. Данкулич Техред И.Попович Корректор А. Обручар
Закаэ 3332/8. Тир.аж 1001 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. /5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая револьверная головка | 1989 |
|
SU1717293A1 |
| Автоматическая револьверная головка металлорежущего станка | 1980 |
|
SU944804A1 |
| Автоматическая револьверная головка металлорежущего станка | 1990 |
|
SU1814990A1 |
| Автоматическая револьверная головка | 1986 |
|
SU1393538A2 |
| Автоматическая револьверная головка | 1984 |
|
SU1175619A1 |
| Автоматическая револьверная головка металлорежущего станка | 1982 |
|
SU1065096A1 |
| Автоматическая револьверная головка | 1984 |
|
SU1194590A2 |
| Автоматическая револьверная головка металлорежущего станка | 1985 |
|
SU1329918A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1993 |
|
RU2051012C1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| Автоматическая револьверная головка металлорежущего станка | 1980 |
|
SU944804A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
