(54) АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА МЕТАЛЛОРЕЖУЩЕГО СТАНКА


| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая револьверная головка | 1989 |
|
SU1717293A1 |
| Автоматическая револьверная головка металлорежущего станка | 1984 |
|
SU1238898A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1993 |
|
RU2051012C1 |
| Автоматическая револьверная головка металлорежущего станка | 1990 |
|
SU1814990A1 |
| МНОГОПОЗИЦИОННАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2071870C1 |
| Автоматическая револьверная головка металлорежущего станка | 1982 |
|
SU1065096A1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| Револьверная головка | 1989 |
|
SU1764848A1 |
| Автоматическая револьверная головка | 1979 |
|
SU874266A2 |
| Автоматическая револьверная головка | 1984 |
|
SU1227357A1 |

1
Изобретение относится к станкостроению и может быть использовано в металлорежущих станках, преимущественно токарной группы, для автоматической смены режущего инструмента, где требуется компактность, высокая точность фиксации в сочетании с повыщенной надежностью в условиях больших динамических нагрузок при работе, связанных с высоким быстродействием головки.
Известна автоматическая револьверная головка металлорежущего станка, содержащая корпус, установленный на корпусе поворотный резцедержатель, привод его поворота, включающий зубчатое колесо,- связанное посредством винтовой пары с резцедержателем, механизм периодического соединения резцедержателя с зубчатым колесом, включающий кольцо и подпружиненный фиксатор, установленный с возможностью взаимодействия с кольцом и зубчатым колесом 1 .
Недостатками известной револьверной головки являются низкая надежность как механизма периодического соединения изза его конструктивной сложности и нетехнологичности, так и устройства, предварительного замедления, выполненного гидравлическим. В револьверных головках, имеющих окончательную фиксацию резцедержателя с помощью торцовой зубчатой муфты, необходима достаточно точная предварительная фиксация резцедержателя перед его зажимом с тем, чтобы зубья одной полумуфты встали против соответствующих впадин другой полумуфты. При этом, для уменьщения динамических нагрузок при останове поворотного резцедержателя при предваритель10ной фиксации необходимо его предварительное замедление, которое должно начинаться не ранее подхода зуба одной полумуфты к положению, соответствующему началу соответствующей впадины другой полумуф15ты, и должно заканчиваться в положении, когда зуб еще не выщел из положения, соответствук7)щего концу этой же впадины. В связи с использованием для окончательной фиксации мелкозубых муфт угол 20 поворота поворотного резцедержателя на участке торможения должен иметь малую величину (порядка 2°) и соответствующий этому углу поворота ход штока гидравлического демпфера (порядка 3мм). Таким
образом, преобразование кинетической энергии быстровращающегося массивного поворотного резцедержателя с установленными на нем инструментальными державками с инструментами в тепловую энергию на малом участке пути гидродемпфера приводит к значительному местному нагреву малого объема проходящего через дроссель масла и его разложения, что приводит к нестабильной работе и необходимости частой смены масла и чистки дроссельных каналов. Кроме того, конструкция гидродемпфера существенно увеличивает габариты головки, что неприемлемо для токарных станков малых и средних размеров.
Цель изобретения - повыщение надежности.
Поставленная цель достигается тем, что кольцо выполнено с винтовыми кулачками, которые взаимодействуют с ответными кулачками, выполненными на поворотном резцедержателе, а между упомянутым кольцом и резцедержателем установлены упругие элементь в виде, например тарельчатых пружин.
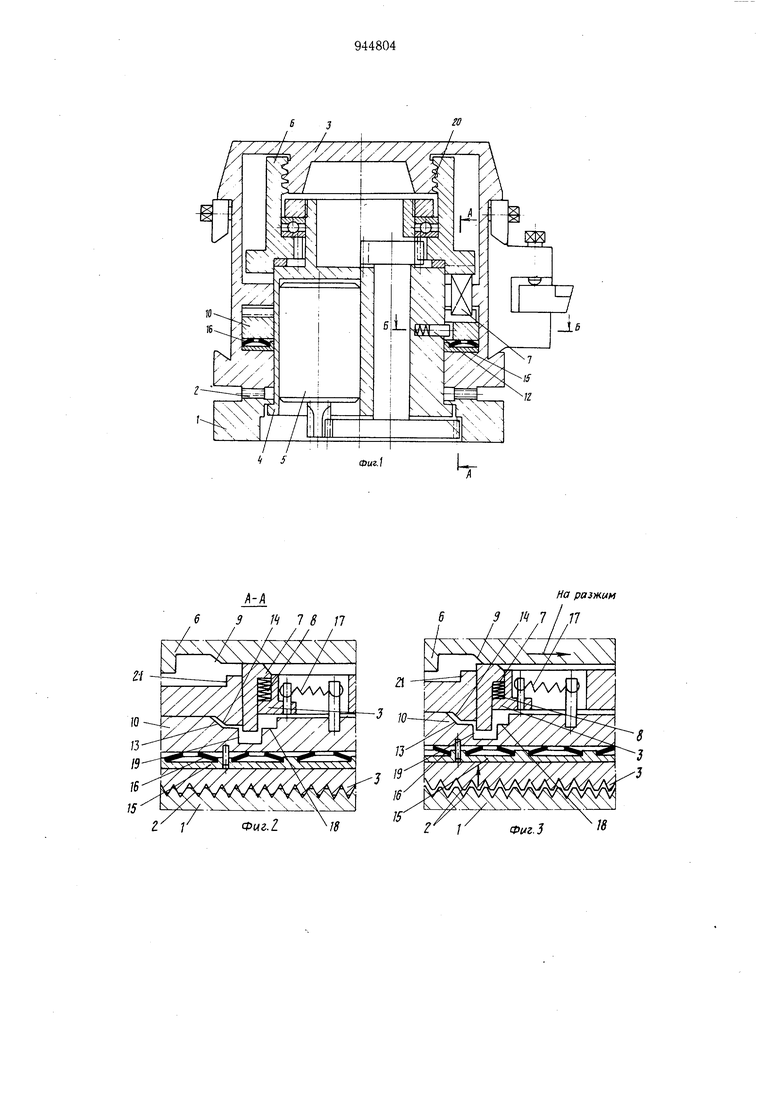
На фиг. 1 изображена револьверная головка, общий вид, в осевом разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-
7- то же, в различных рабочих положениях головки; на фиг. 8 - разрез Б-Б на фиг. 1; на фиг. 9 - то же, в другом рабочем положении головки; на фиг. 10 - развертка зубьев зубчатой муфты по наружному диаметру в положении предварительной фиксации.
С неподвижным корпусом 1 револьверной головки посредством зубчатой муфты 2 соединяется поворотный резцедержатель 3, который имеет возможность осевого перемещения и поворота соответственно вдоль и вокруг цилиндрической поверхности стакана 4, жестко установленного на корпусе 1.
8стакане 4 смонтирован двигатель 5 и двухступенчатый редуктор с выходным зубчатым колесом 6. Для кинематической связи зубчатого колеса 6 с поворотным резцедержателем 3 в продольном пазу последнего расположен фиксатор 7 со скосом, находящийся под воздействием пружины 8. Такой же скос выполнен и в торцевом пазу 9 зубчатого колеса 6, Под фиксатором 7 в расточке поворотного резцедержателя 3 установлено кольцо 10, имеющее возможность ограниченного осевого перемещения и углового поворота относительно него.
По внутреннему отверстию кольца 10 выполнены односкосые пазы 11 по количеству позиций головки, нужные для взаимодействия с подпружиненным фиксатором 12, расположенным в стакане 4 и предназ.наченным для предварительной фиксации головки. На верхнем торце кольца 10 выполнены винтовые кулачки 13, предназначенные для взаимодействия с ответными кулачками 14 поворотного резцедержателя 3. В расточке поворотного резцедержателя 3, ниже кольца 10 в сепараторе 15 установлен комплект тарельчатых пружин 16, предназначенных для обеспечения достаточного взаимного перемещения под нагрузкой винтовых поверхностей торцевых кудачков 14 резцедержателя 3 и кулачков 13 кольца 10. Кроме того, между резцедержателем 3 и кольцом 10 установлена тангенциальная пружина 17 растяжения, предназначенная для обеспечения запирания фиксатора 7 торцем 18 кольца 10 после входа фиксатора в паз 9 зубчатого колеса 6. На торце кольца 10 имеется также паз 19, обеспечивающий возможность выхода фиксатора 7 из паза 9 колеса 6 при зажиме резцедержателя 3.
Зубчатое колесо 6 имеет внутреннюю винтовую нарезку 20, предназначенную для зажима и отжима резцедержателя по зубчатой муфте 2.
Смена позиций головки происходит следующим образом.
На фиг. 1 и 2 головка изображена в зажатом положении. При включении двигателя 5, например, по команде програ.ммного устройства вращение через двухступенчатый редуктор передается на выходное зубчатое
колесо 6 (фиг. 3). Осуществляется раскрытие муфты 2. В этом время зубчатое колесо 6 своей торцевой поверхностью скользит по торцу фиксатора 7. Затем паз 9 зубчатого колеса 6 подходит к фиксатору 7 и фиксатор под действием пружины 8 заходит в паз 9, выходя из паза 19 (фиг. 4). В этот момент заканчивается разъединение зубчатой муфты 2 и подъем резцедержателя 3. Резцедерж-атель 3 начинает вращаться за счет воздействия прямой стороны паза 9
зубчатого колеса 6 на выступ 21 резцедержателя 3. Под воздействием пружины 17 прижимающей кольцо 10 к фиксатору 12, оно продолжает оставаться неподвижным еще некоторый промежуток времени, пока
0 поворотный резцедержатель 3 не использует весь ограниченный ход поворота относительно кольца 10 (фиг. 5). Этим относительным смещением осуществляется жесткое запирание фиксатора 7 в пазу 9.
Все это время, с начала включения двигателя 5, фиксатор 12 находился в пазу 11 (фиг. 8). Затем начинается совместное вращение резцедержателя 3, кольца 10 и других ЭоПементов, связанных с ними в направлении необходимой позиции. При выходе
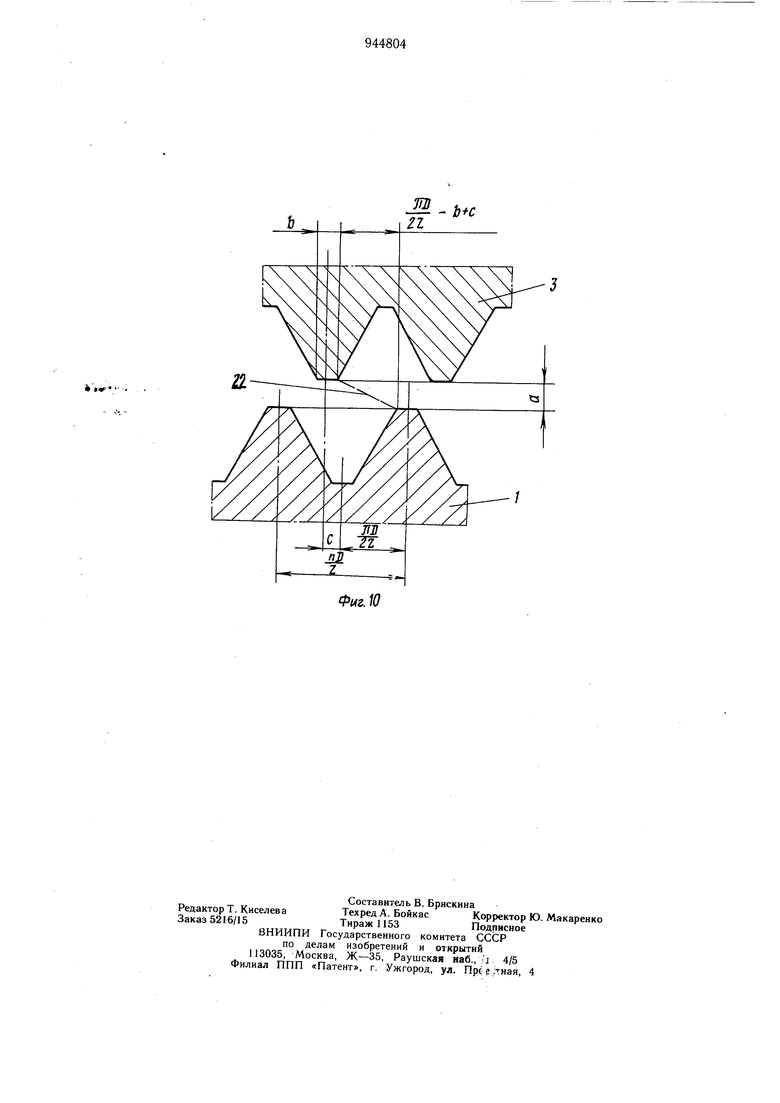
0 на заданную позицию конечный выключатель командоаппарата выбора позиции (не показан) выдает команду на реверс двигателя. В этот момент паз 11 будет находится в положении небольшого перебега фиксатора 12, а зубчатое колесо 6 начнет вращаться в противоположную сторону (фиг. 9). Фиксатор 12 при подходе паза И полностью входит в него и останавливает кольцо 10. Резцедержатель 3 продолжает поворот вместе с фиксатором 7, натягивая пружину 17, и когда нижний конец фиксатора 7 окажется напротив паза 19, запирание фиксатора 7 прекратится. В этот момент торцевые винтовые кулачки 13 кольца 10 и торцевые кулачки 14 резцедержателя 3 войдут в соприкосновение. Фиксатор 7 под действием скоса паза 9 начнет выжиматься в паз 19, преодолевая усилие пружины 8. Кинематическая связь резцедержателя 3 с зубчатым колесом 6 прервется. Но действие инерционных сил заставит поворотный держатель продолжать вращение. После касания винтовых поверхностей кулачков произойдет их относительное смещение, вызывающее сжатие тарельчатых пружин 16 (фиг. 6). Произойдет демпфирование удара с выделением тепла на контактируемых поверхностях кулачков и в тарельчатых пружинах. Так как винтовые кулачки имеют большую площадь контакта, обеспечивается больщая долговечность демпфирующего устройства.. После сжатия пружин кольцо 10 дойдет в осевом направлении до упора в сепаратор 15 и, так как винтовые кулачки выполнены с несамотормозящимся углом винтовой линии,вернется в исходное положение. При этом, если часть кинетической энергии вращающегося поворотного держателя и деталей, связанных с ним, непоглощенной демпфером окажется достаточной для отскоса держателя, то за счет определенной величины ходе (шага) винтовой передачи 20 резцедержатель при отскоке начнет опускаться и, пройдя ход, равный величине зазора между торцами зубьев муфты 2, удержится от дальнейщего обратного разворота за счет входа зубьев в верхней полумуфте в соответствующие данной позиции впадины нижней полумуфты (фиг. 10). Для этого величина хода (шага) винтовой передачи 2 должна удовлетворять условию:
Г-.
2(.с)
где S - ход (шаг) винтовой передачи;
D - наружный диаметр зубьев зубчатой
муфть ;
Z - число зубьев полумуфты; b - развернутая ширина головки зуба
по диаметру D;
а. -максимальный осевой зазор между
головками зубьев муфты в момент
предварительной фиксации;
с - окружное расстояние по диаметру D
от оси зуба одной полумуфты до оси
смежной впадины другой полумуфты в момент предварительной фиксации.
На фиг. 10 изображена развертка траектории 22 движения крайней точки верщины зуба зубчатой полумуфты при отскоке при условии, что скорость отскока постоянна и равна скорости вращения поворотного держателя.
Ввиду того что фактическая средняя скорость отскоса ниже скорости вращения поворотного держателя, фактическая траектория несколько более крутая. Эта разница обеспечивает неходимое перекрытие замыкания вершин полумуфт при ограничении отскока. Далее осуществляется окончательный зажим поворотного держателя в заданной позиции (фиг. 7). После этого привод выключается. При следующей смене позиций описанный процесс .повторяется.
Данная конструкция позволяет за счет механического демпфирования резцедержателя с помощью множества винтовых кулачков, подпружиненных тарельчатыми пружинами и расположенными на большой поверхности кольца с хорошим теплоотводом, повысить надежность работы головки в условиях высокого быстродействия и значительных инерционных нагрузок при упрощении конструкции и снижении ее габаритов.
Формула изобретения
Автоматическая револьверная головка металлорежущего станка, содержащая корпус, установленный на корпусе поворотный резцедержатель, привод его поворота, включающий зубчатое колесо, связанное посредством винтовой пары с резцедержателем, механизм периодического соединения резцедержателя с зубчатым колесом, включающий кольцо и подпружиненный фиксатор, установленный с возможностью взаимодействия с кольцом и зубчатым колесом, отличающаяся тем, что, с целью повыщения надежности, кольцо выполнено с винтовыми кулачками, предназначенными для взаимодействия с ответными кулачками, выполненными на резцедержателе, а между кольцом и резцедержателем установлены введенные в головку упругие элементы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2806668/25-08, кл. В 23 В 29/32, 1979. 9 Ii 1 8 П // // 3 J4 На разжим 7 17 ,3 Ъ7 . ./7 / /5 Фиъ.В б f 9 7 S 17 / / / / /
12
Фиг. 8
Фиг.3
M-bH
