револьверной головки за счет уменьше ни.я динамических нагрузок ня ее элементы в процессе смены позиций. Револьверная головка содержит основание, поворотную часть с резцедержате лем и устройством фиксации, привод с редуктором, выходное звено которого связано с резцедержателем посредством винтовой пары, и механизм сцеп ления резцедержателя с приводом. Револьверная головка снабжена закрепленными на основании в каждой позиции выступами 31, в отверстиях которых, заполненных гидропластмассой и соединенных калиброванным отверстием установлены поршни. В радиальных отверстиях резцедержателя установлены
1
Изобретение относится к станкостроению и может быть использовано в автоматизированных металлорежущих станках с числовым программным управлением (ЧПУ) и автоматической сменой режущего инструмента.
Целью изобретения является повышение долговечности револьверной головки за счет уменьшения динамических нагрузок на ее элементы в процессе смены позиций.
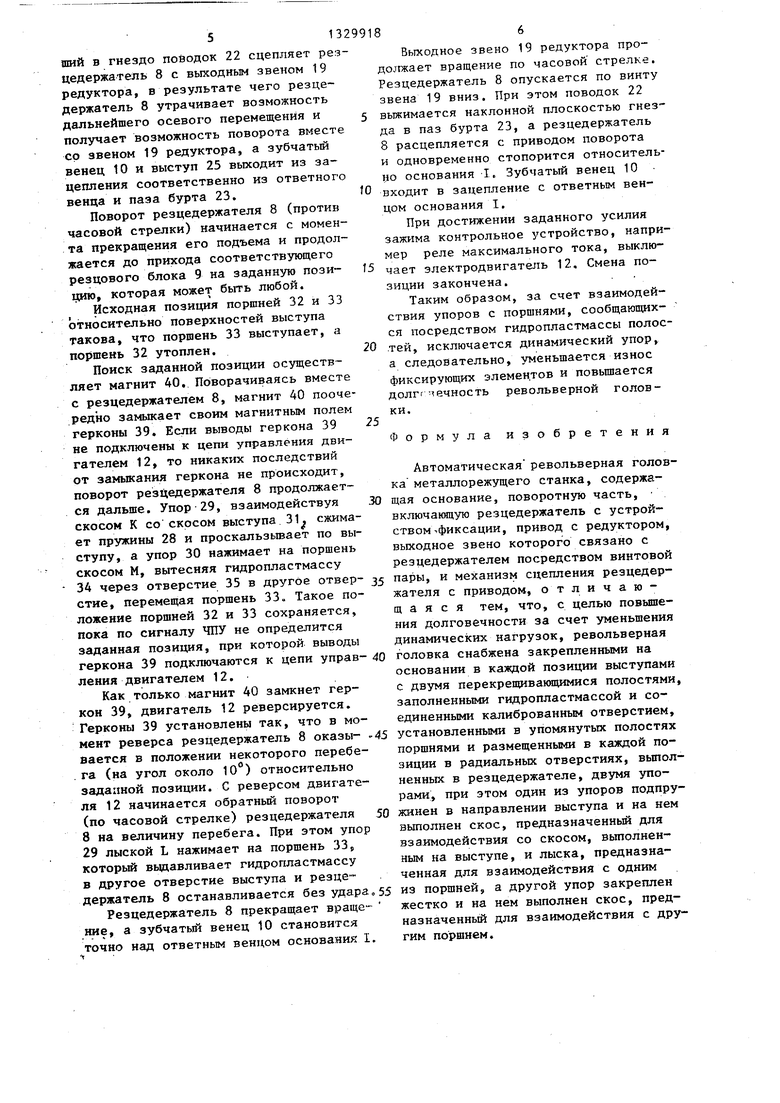
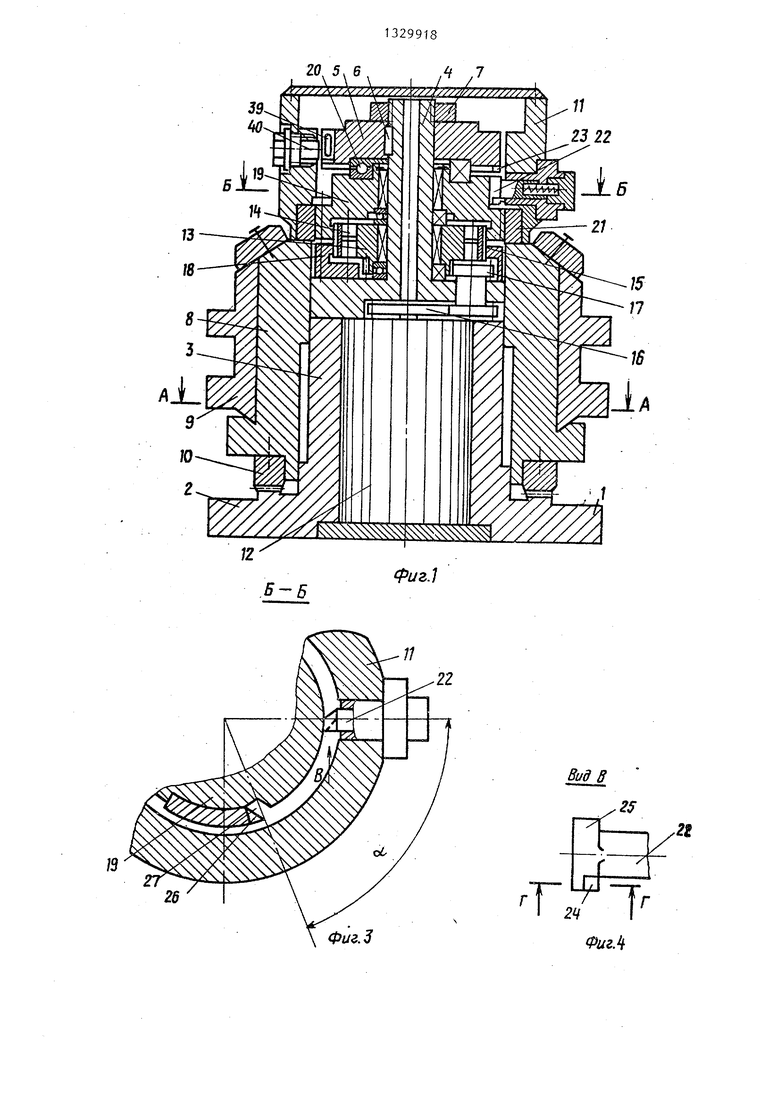
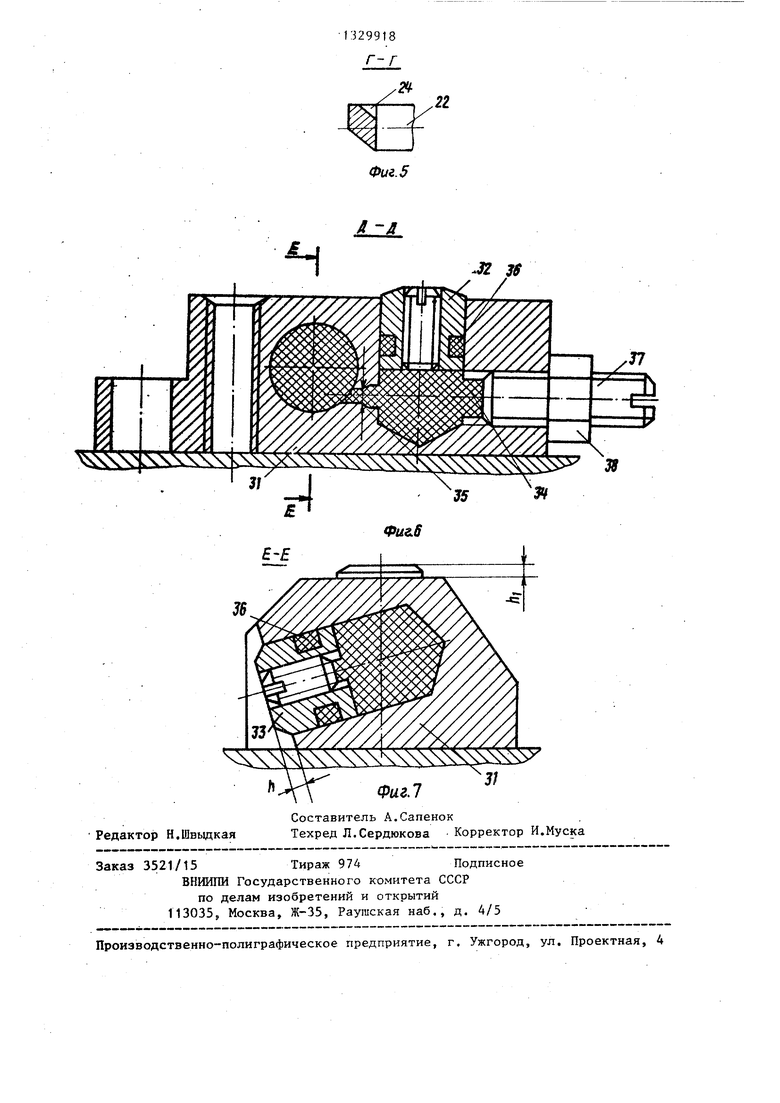
На фиг.1 показана револьверная головка, продольный разрез; на фиг.2 разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - вид В на фиг.З; на фиг.З - сечение Г-Г на фиг.4; на фиг.6 - сечение Д-Д на фиг.2; на фиг.7 - сечение Е-Е на фиг.6,
Автоматическая револьверная головка включает устанавливаемое на станке основание 1, состоящее из опорной плиты 2 и жестко скрепленного с ней стакана 3. На оси 4, жестко скрепленной со стаканом 3, закреплен фланец 5 посредством шпонки 6 и гайки 7.
Стакан, 3 является осью вращения и направляющей при осевых перемещениях поворотного резцедержателя 8, несущего р.езцовые блоки 9.
В нижней (по чертежу) части резцедержатель несет кольцевой зубчатый венец 10 в сочетании с идентичньм
29918
подпружиненный .9 и жесткий 30 упоры со скосами, предназначенными для взаимодействия QooTBeTCTBeHHO с выступом и с одним из поршней. На упоре 29 выполнена лыска, предназначенная для взаимодействия с другим поршнем. При вращении резцедержателя в режиме поиска позиции упор 30 скосом М утапливает один поршень через гидропласт-массу выдвигает второй поршень. При реверсе резцедержателя для выхода в заданную позицию упор 29 лыской L упирается во второй поршень, который, взаимодействуя с гидропластмассой, демпфирует динамическую нагрузку,
обеспечивая плавньй останов резцедержателя в заданной позиции. 7 ил.
0
5
0
венцом, закрепленным на опорной плите 2, и образует базирующий фиксатор для жесткой фиксации резцедержателя 8 на заданной позиции.
В верхней (по чертежу) части резцедержателя 8 установлен и жесткб соединен с ним стакан 11.
Головка снабжена электромеханическим приводом для осевых перемещений и поворота резцедержателя 8.
Привод состоит из электродвигателя 12, встроенного в полость стакана 3, и редуктора, например волнового, базирующегося посредством игольчатого подшипника на ось 4.
Волновой редуктор представляет собой двухкулачковый генератор 13 волн деформации, взаимодействующий через ролики 14 с упруго гибким зубчатым венцом 15 и связан с валом двигателя 12 посредством зубчатых передач 16 и 17.
Гибкое звено взаимодействует с двумя жесткими зубчатыми венцами, один из которых (18) жестко закреплен па стакане 3, а другой (19) представляет собой выходное звено волнового редуктора, смонтированное на оси 4 посредством игольчатого подшипника и зафиксированное от осевых смещений фланцем 5 и упорным подшипником 20. Для обеспечения осевых перемещений резцедержателя 8 при его фик
сации и расфиксации на заданной позиции головка имеет винтовую пару, гайка 21 которой жестко закреплена на резцедержателе 8, а винтом являеся выходное звено 19, на периферии
которого выполнена винтовая нарезка t
Поворот резцедержателя 8 при сме
позиции обеспечивается механизмом сцепления резцедержателя с приводом
Механизм сцепления состоит из поводка 22, взаимодействующего при повороте резцедержателя 8 с выходным звеном 19 редуктора, и кольцевого бурта 23, выполненного на торце фла ца 5.
Поводок 22 смонтирован в радиальном отверстии стакана 11 с возможнотью перемещения вдоль этого отверст и подпружинен в направлении к оси головки.
Поводок 22 имеет направляющую часть, расположенную в отверстии сткана 11, и заходную часть, выступающую из этого отверстия.
На заходной части поводка выполнен косой срез 24 и выступ 25, а на выходном звене 19 имеется скошенный упор 26, контур которого сопряжен с контуром выполненного здесь же гнезда 27 для западания поводка 22.
При сцеплении резцедержателя 8 с приводом косой срез 24 на поводке 22 взаимодействует со скошенным упором 26 на звене 19.
При повороте резцедержателя 8 выступ 25 взаимодействует с внутренне поверхностью бурта 23. Бурт 23 имее четыре открытых снизу паза по числу
позиции головки, в которые входит п
водок 22 при осевых перемещениях резцедержателя 8.
В радиальных отверстиях резцедержателя 8 установлен подпружиненный пружиной 28 упсф 29 и жестко закреп- ленный упор 30, а в пазах стакана 3 закреплены выступы 31 с выполненными в них двумя цилиндрическими перекре- щивающимися полостями, в которых установлены поршни 32 и 33.
Число выступов и каждого из упоров равно числу позиции револьверной головки .
Полости заполнены гидропластмассой 34 и сообщаются через калиброванное отверстие 35.
Для герметизации зазоров в сопряжении поршней с отверстиями служат резиновые кольца 36. В выступах 31
5 показана)
0
5
0
5
установлен регулировочный винт 37 со стопорной гайкой 38. Винт 37 служит для настройки. Должно быть выполнено условие
h+h,H,
где Н - заданная величина хода для конкретного исполнения головки.
Упоры 29 имеют со стороны, взаимодействующей с поршнем 33, лыску L и скос К, а упоры 30 - скос М с одной стороны.
Управление револьверной головкой осуществляется от системы ЧПУ (не
посредством командоаппара- та, состоящего из герконов 39, равномерно установленных на периферии фланца 5, и постоянного магнита 40, закрепленного на стакане 11.
Смена позиций головки включает три движения резцедержателя 8: подъем, поворот.до заданной позиции и опускание с жесткой фиксацией.
Револьверная головка работает следующим образом.
По сигналу от системы ЧПУ на смену позиции включается электродвигатель 12, вращение его вала передается зубчатыми передачами 16 и 17 на генератор 13 волн.
Звено редуктора, являясь одновременно винтом винтовой пары, поднимает гайку 21 и жестко связанный с ней резцедержатель 8.
При этом зубча-гый венед 10 резцедержателя 8 выходит из зацепления с ответным зубчатым венцом основания 1, т.е. происходит расфиксация резцедержителя 8.
В начальный момент подъема резцедержателя 8 удерживается от поворота зубьями 10, а затем поводком 22, который в процессе подъема входит своими выступами 25 в паз бурта 23.
Для подъема резцедержателя 8 на требуемую высоту (например, 4,55 мм) винт (звено 19 редуктора) поворачивается на угол oi порядка 60 .
.В конце поворота упор 26 своей клонной поверхностью набегает на косой срез 24 л втягивает поводок 22 в сопряженное с упором гнездо на звене 19 (этому способствует также пружина поводка). При этом выступ 25 поводка выходит из паза бурта 23 внутрь пространства, ограниченного этим буртом.
На этом первый этап - подъем резцедержателя В - заканчивается. Запав
513
ший в гнездо поводок 22 сцепляет резцедержатель 8 с выходным звеном 19 редуктора, в результате чего резцедержатель 8 утрачивает возможность дальнейшего осевого перемещения и получает возможность поворота вместе со звеном 19 редуктора, а зубчатый венец 10 и выступ 25 выходит из зацепления соответственно из ответного венца и паза бурта 23.
Поворот резцедержателя 8 (против часовой стрелки) начинается с момента прекращения его подъема и продолжается до прихода соответствующего резцового блока 9 на заданную позицию, которая может быть любой.
Исходная позиция поршней 32 и 33 относительно поверхностей выступа такова, что поршень 33 выступает, а поршень 32 утоплен.
Поиск заданной позиции осуществляет магнит 40, Поворачиваясь вместе с резцедержателем 8, магнит 40 поочередно замыкает своим магнитным полем герконы 39. Если выводы геркона 39 не подключены к цепи управления двигателем 12, то никаких последствий от замыкания геркона не происходит, поворот резцедержателя 8 продолжается дальше. Упор 29, взаимодействуя скосом К со скосом выступа 31, сжимает пружины 28 и проскальзьгоает по выступу, а упор 30 нажимает на поршень скосом М, вытесняя гидропластмассу
34 через отверстие 35 в другое отвер- 35 пары, и механизм сцепления резцедерстие, перемещая поршень 33 Такое по- жателя с приводом, отличающаяся тем, что, с целью повышения долговечности за счет уменьшения динамических нагрузок, револьверная
ложение поршней 32 и 33 сохраняется, пока по сигналу ЧПУ не определится заданная позиция, при которой выводы
геркона 39 подключаются к цепи управ- 40 головка снабжена закрепленными на
ления двигателем 12.
Как только магнит 40 замкнет гер- кон 39, двигатель 12 реверсируется. Герконы 39 установлены так, что в момент реверса резцедержатель 8 оказы- -45 установленными в упомянутых полостях
вается в положении некоторого перебега (на угол около Ю) относительно заданной позиции. С реверсом двигателя 12 начинается обратньш поворот (по часовой стрелке) резцедержателя 50 8 на величину перебега. При этом упор 29 лыской L нажимает на поршень 33, который вьщавливает гидропластмассу в другое отверстие выступа и резце™
держатель 8 останавливается без удара,55 из поршней, а другой упор закреплен
Резцедержатель 8 прекращает враще- жестко и на нем выполнен скос, пред- ние, а зубчатый венец 10 становится точно над ответным венцом основания I.
назначенный для взаимодействия с другим поршнем.
0
s
0
5
Выходное звено 19 редуктора продолжает вращение по часовой стрелке. Резцедержатель В опускается по винту звена 19 вниз. При этом поводок 22 выжимается наклонной плоскостью гнезда в паз бурта 23, а резцедержатель 8 расцепляется с приводом поворота и одновременно стопорится относительно основания I. Зубчатый венец 10 входит в зацепление с ответным венцом основания I.
При достижении заданного усилия зажима контрольное устройство, например реле максимального тока, выключает электродвигатель 12, Смена позиции закончена.
Таким образом, за счет взаимодействия упоров с поршнями, сообщаюпщх- ся посредством гидропластмассы полос- .тей, исключается динамический упор, а следовательно, уменьшается износ фиксирующих элементов и повьш1ается долговечность револьверной головки.
Формула изобретения
Автоматическая револьверная головка металлорежущего станка, содержа- щая основание, поворотную часть, включающую резцедержатель с устройством -.фиксации, привод с редуктором, выходное звено которого связано с резцедержателем посредством винтовой
основании в каждой позиции выступами с двумя перекрещивающимися полостями, заполненными гидропластмассой и соединенными калиброванным отверстием.
поршнями и размещенными в каждой позиции в радиальных отверстиях, вьшол- ненных в резцедержателе, двумя упорами, при этом один из упоров подпружинен в направлении выступа и на нем выполнен скос, предназначенньш для взаимодействия со скосом, вьтолнен- ным на выступе, и лыска, предназначенная для взаимодействия с одним
жестко и на нем выполнен скос, пред-
назначенный для взаимодействия с другим поршнем.
11
Б-Б
фиг.
26
Фиг.З
11
22
Вид В
25
.-
/л
-Г
2Ц
ФигМ
1329918 Г-Г
.
,21
Фиг.5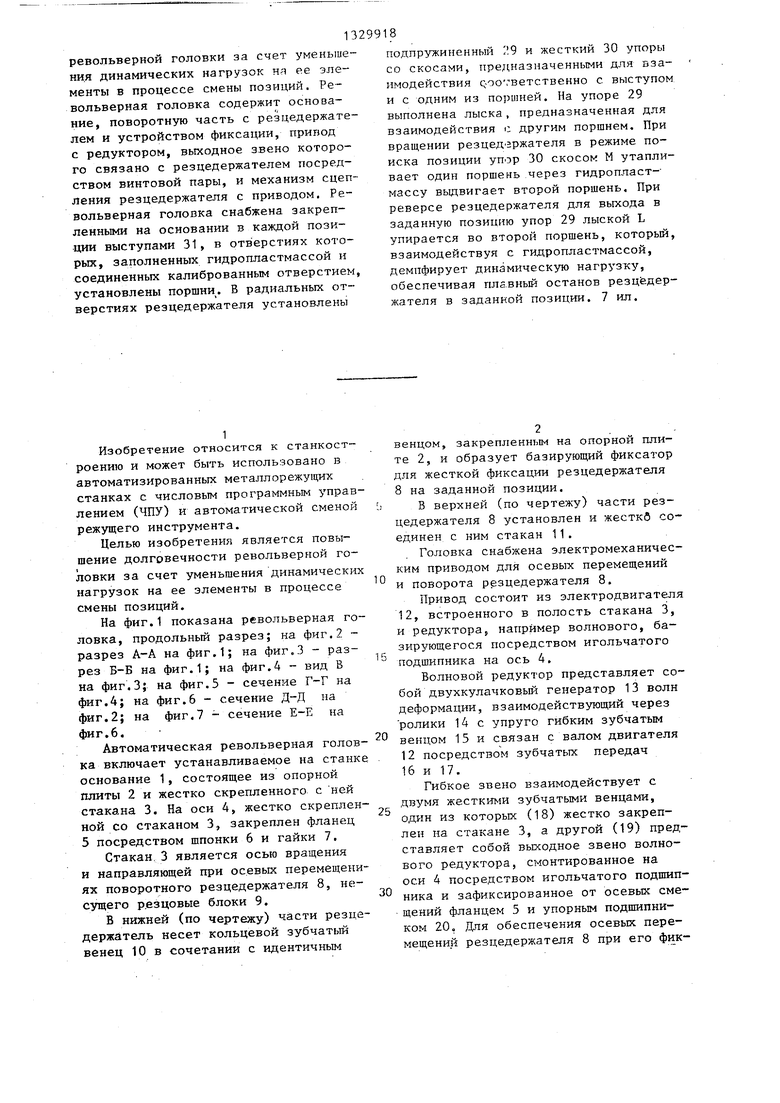

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая револьверная головка металлорежущего станка | 1980 |
|
SU944803A1 |
| Автоматическая револьверная головка | 1984 |
|
SU1194590A2 |
| Автоматическая револьверная головка | 1984 |
|
SU1175619A1 |
| Автоматическая револьверная головка | 1987 |
|
SU1437152A2 |
| Автоматическая револьверная головка | 1984 |
|
SU1227357A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1993 |
|
RU2051012C1 |
| Револьверная головка | 1988 |
|
SU1696158A1 |
| Автоматическая револьверная головка металлорежущего станка | 1990 |
|
SU1814990A1 |
| Автоматическая револьверная головка | 1986 |
|
SU1393538A2 |
| Автоматическая револьверная головка | 1989 |
|
SU1717293A1 |
Изобретение относится к области станкостроения и может быть использовано в автоматизированных металлорежущих станках с числовым программным управлением и автоматической сменой режущего инструмента. Целью изобрете- ни;; является повышение долговечности чь i (О СО to QD qO 00 УГ / L 3d (fKtf:2
xv NKVXX X S b : P
А-Д
Л
Фаг. 7
J/
Редактор Н.Швыдкая
Составитель А.Сапенок
Техред Л.Сердюкова Корректор И.Муска
Заказ 3521/15Тираж 97 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035 Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Автоматическая револьверная головка металлорежущего станка | 1980 |
|
SU944803A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Солесос | 1922 |
|
SU29A1 |
