Изобретение относится к оборудованию .гальванотехники и может быть использовано для измерения площади деталей, вьтолненных из электропроводных материалов.
Целью изобретения является обеспечение измерения эффективной площади катода в ваннах барабанного и колокольного типов и повьшение точности измерений между анодом и катодом.
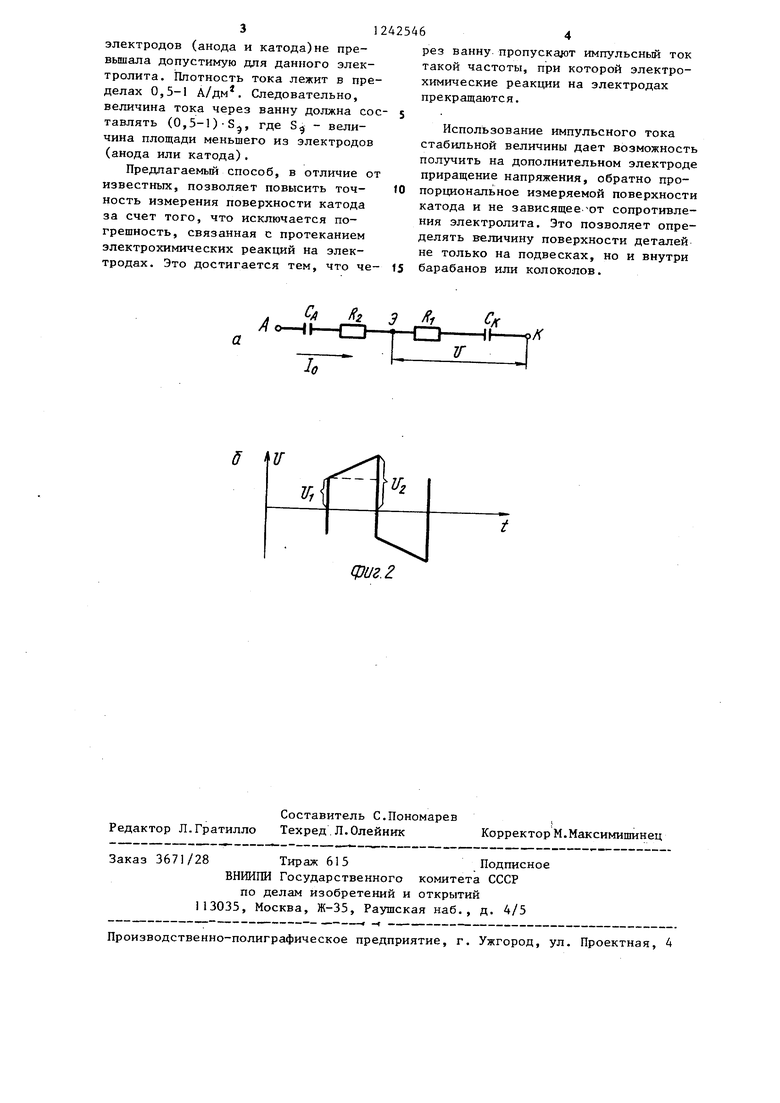
На фиг. 1 приведена блок-схема устройства, реализующего предлагаемый способ} на фиг, 2 - схема замещения электролитической ванны для токов высокой частоты (а) и временная диаграмма напряжения на дополнительном электроде ванны (Р),
Устройство, реализующее предлагаемый способ (фиг, 1), содержит гальваническую ванну 1 , погруженные в электролит анод 2, катод 3, дополнительный электрод 4, генератор 5 раз- нополярных импульсов тока прямоугольной формы стабильной амплитуды и частоты, измерительный блок 6 и вычислительное устройство 7,
На фиг, 2 Ац Э, К - соответственно анод, дополнительный электрод, катод; IP - величина тока через ванну, Сд,С - емкости двойного электрического слоя анод-электролит и катод-электролит соответственно , R R. - сопротивление слоя электролита между анодом и дополнительным электродом и между катодом и дополнительным электродомJ и - напряжение между катодом и дополнительным электродомJ и,, и - напряжения в момент переднего и заднего фронтов тока через ванну.
Способ осуществляется следующим образом,
С помощью генератора 5. через электролит между анодом 2 и катодом 3 пропускают ток, представляющий собой непрерывную последовательность разнополярных импульсов стабильной амплитуды и частоты, причем частота этой импульсной последовательности выбирается не ниже нескольких сот герц. Этот ток вызывает появление в промежутке анод-катод падений напряжения. Часть этого г йапряжения снимается с помощью дополнительного электрода 4 и поступает на измерительный блок 6, Согласно схеме замещения ванны (фиг, ) напряжение между катодом и дополнительньм элек
тродом во время каждой полуволны тока через ванну равно (фиг, 2,5)
U(t) I,R,+I, - ,
где t - текущее время, начиная с
момента подачи импульса тока,
В момент переднего фронта импуль- са тока U, , а в момент заднего фронта
(t |), ,R,+IO |с; .
где Т - период импульсного тока через электролит,
В измерительном блоке 6 по сигналу с генератора 5 измеряются значения напряжения между катодом 3 и, дополнительным электродом 6 в моменты переднего и заднего фронтов импульса тока через ванну и находится разность этих значений,
Разностное напряжение обратно пропорционально емкости катод-электролит а следовательно, и площади катода
и.-и,1, 2с;
с выхода измерительного блока 6 разностное напряжение поступает на вход вычислительного блока 7, с по- мощью которого определяется величина, обратная поступающей на вход разности напряжений, На выходе блока 7 появляется величина, пропорциональная измеряемой площади деталей.
Частота следования импульсов тока через ванну выбирается настолько высокой, чтобы отсутствовали электрохимические реакции на электродах. Для большинства известных и применяющихся на практике электролитов
она составляет 500-800 Гц, В общем случае частота, на которой прекращается протекание электрохимических реакций, зависит от состава электролита и подвижности ионов. С верхней стороны частота следования импуль
сов ограничена наличием паразитных емкостей и индуктивностей оборудования и разрешающей способностью измерительной аппаратуры. Наивысщая частота может составлять 10-15 кГц.
Амплитуда, точнее величина импульсов тока, выбирается из условия,чтобы плотность тока на поверхности
электродов (анода и катода)не превышала дoпycти fyю для данного электролита. Плотность тока лежит в пределах 0,5-1 А/дм, Следовательно, величина тока через ванну должна составлять (0,5-1)-S, где S - величина площади меньшего из электродов (анода или катода).
Предлагаемый способ, в отличие от известных, позволяет повысить точность измерения поверхности катода за счет того, что исключается погрешность, связанная с протеканием электрохимических реакций на электродах. Это достигается тем, что че
рез ванну nponycKajraT импульсньй ток такой частоты, при которой электрохимические реакции на электродах прекращаются.
Использование импульсного тока стабильной величины дает возможность получить на дополнительном электроде приращение напряжения, обратно пропорциональное измеряемой поверхности катода и не зависящее от сопротивления электролита. Это позволяет определять величину поверхности деталей не только на подвесках, но и внутри барабанов или колоколов.
а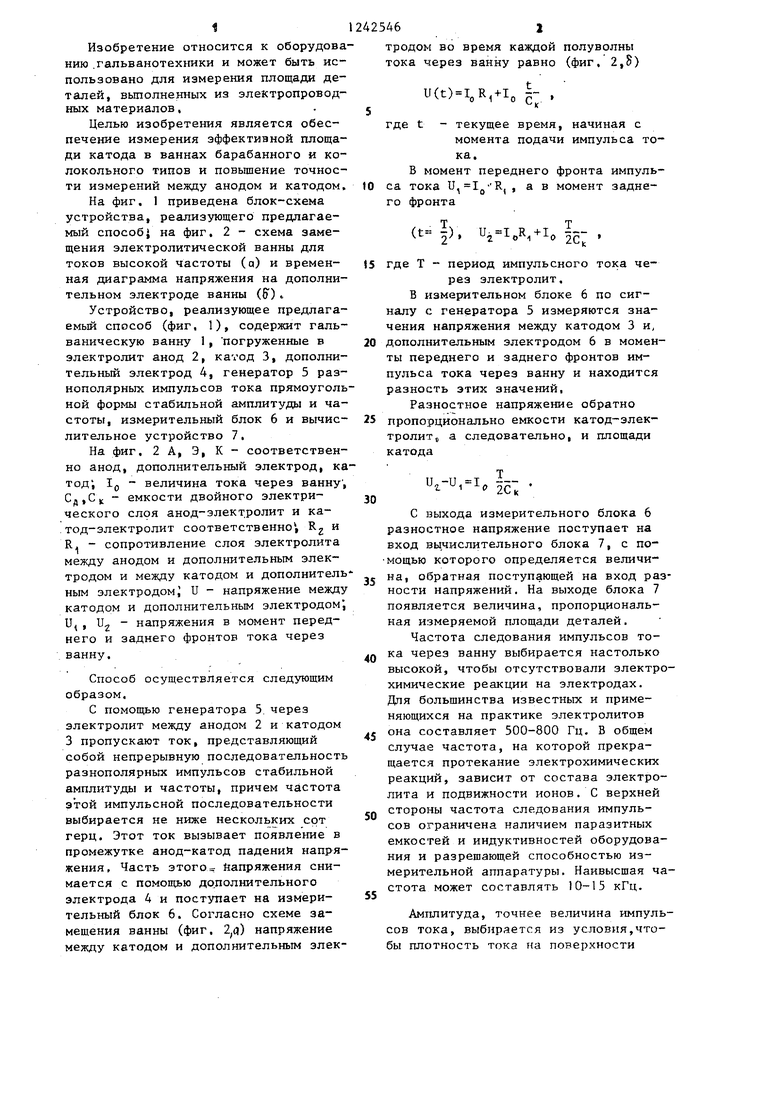
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения площади деталей в гальванической ванне | 1986 |
|
SU1414879A1 |
| Способ измерения площади катода в гальванической ванне | 1986 |
|
SU1439161A1 |
| ИМПУЛЬСНЫЙ СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ И ИХ СОЕДИНЕНИЙ ИЗ ОТРАБОТАННЫХ ЭЛЕКТРОЛИТОВ И ПРОМЫВНЫХ ВОД | 1993 |
|
RU2034935C1 |
| Способ контроля средней плотности тока в гальванической ванне | 1989 |
|
SU1664882A1 |
| Устройство для измерения площади катода в гальванической ванне | 1986 |
|
SU1341255A1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2775987C1 |
| Устройство для измерения площади детали в гальванической ванне | 1987 |
|
SU1458446A1 |
| Способ оценки толщины и пористости МДО-покрытия в электролитической ванне на основе измерения импеданса | 2023 |
|
RU2817066C1 |
| СПОСОБ МАМАЕВА А.И. ПРЕОБРАЗОВАНИЯ ХИМИЧЕСКОЙ ЭНЕРГИИ В ЭЛЕКТРИЧЕСКУЮ ЭНЕРГИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2330353C1 |
| Способ измерения площади катода | 1986 |
|
SU1439160A1 |

фиг. 2
| Устройство для регулирования плотности тока в гальванической ванне | 1974 |
|
SU621808A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ измерения площади деталей при гальваническом процессе | 1978 |
|
SU694563A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
