Изобретение относится к гальванотехнике и может быть использовано для автоматического контроля и регулирования средней плотности тока в гальванической ванне.
Цель изобретения - повышение точно-, сти контроля средней плотности тока за счет исключения влияния падения напряжения на сопротивлении между дополнительным электродом и катодом.
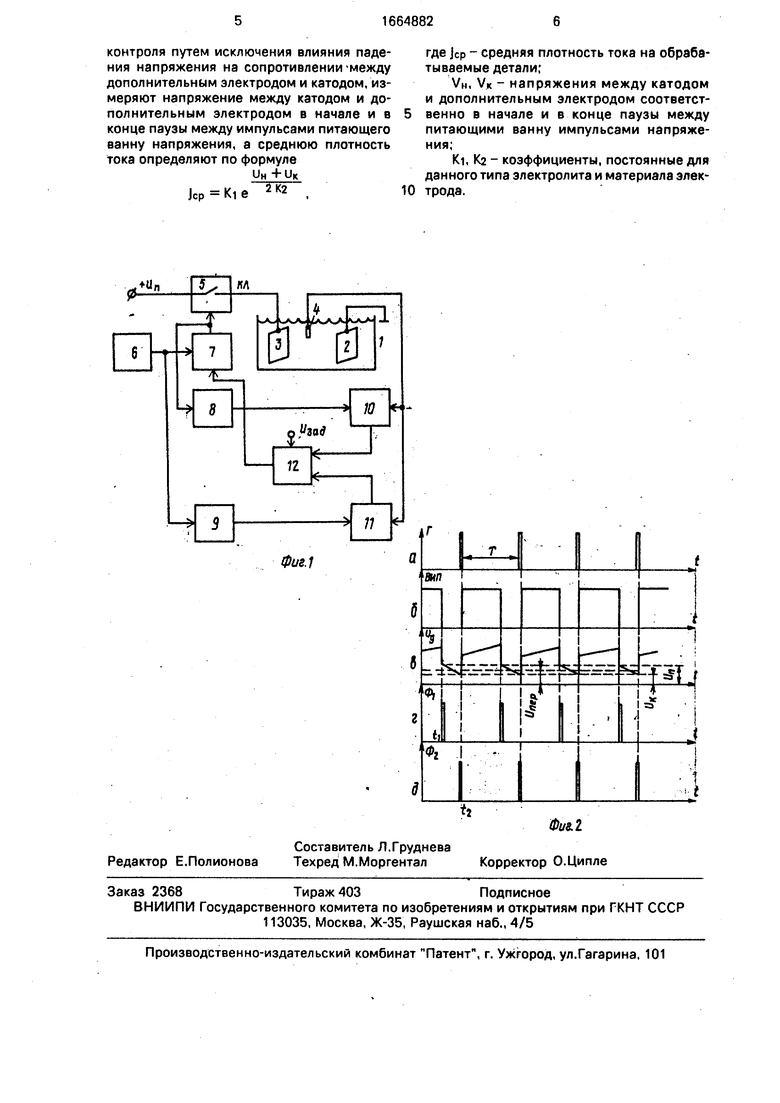
На фиг. 1 представлена структурная схема устройства, осуществляющая предлагаемый способ; на фиг. 2 - временные диаграммы работы устройства.
Устройство содержит гальваническую ванну 1, обрабатываемую деталь 2. анод 3,
дополнительный электрод 4, силовой ключ 5, задающий генератор 6, время-импульсный преобразователь (ВИП) 7, формирователи коротких импульсов 8, 9, блоки 10, 11 выборки-хранения, суммирующий усилитель 12, причем вход силового ключа 5 соединен с плюсом источника напряжения, а выход - с анодом 3. Обрабатываемая деталь 2 соединена с общим проводом. Дополнительный электрод 4 объединен с входами блоков выборки-хранения 10, 11, выход блока 10 объединен с первым входом суммирующего усилителя 12, второй вход суммирующего усилителя 12 объединен с выходом блока. На третий вход суммирующего усилителя 12 подано напряжение уставС
о
00 00
го
ки Узад. Выход суммирующего усилителя соединен с управляющим входом время- импульсного преобразователя 7, стробиру- емый вход которого объединен с выходом задающего генератора бис входом формирователя 8, выход формирователя 8 объединен с управляющим входом блока 10. Выход ВИП 7 соединен с управляющим входом ключа бис входом формирователя 9, Выход формирователя 9 объединен с управляющим входом блока 11.
Известно, что при протекании тока через гальваническую ванну происходит поляризация электродов. При стационарных условиях гальванического процесса напряжение поляризации электрода выражается следующим соотношением
Un A 4-В In j
(1)
где Up - напряжение поляризации;
j - плотность тока;
А, В - константы, зависящие от типа электролита и материала электрода.
При отключении тока ванны электрохимическая реакция не прекращается сразу, а продолжается еще некоторое время от долей до десятков секунд для различных условий электролиза. При этом напряжение поляризации электродов уменьшается. При достаточно кратковременном выключении тока ванны (5-0,01 ml) закон изменения напряжения поляризации можно считать линейным, поэтому среднее значение напряжения поляризации определяется по формуле
Un Ци+и«
где Uncp среднее напряжение поляризации;
UH, UK -соответственно напряжения поляризации в начале и в конце паузы между питающими ванну импульсами напряжения.
В соответствии с формулой (1) и выражая
+ B Injcp
(2)
пряжение поляризации в начале и в конце паузы между импульсами питающего ванну напряжения при обработке деталей в соответствии с формулой (3), контролируют
среднюю плотность тока на обрабатываемые детали.
Устройство работает следующим образом.
Генератор 6 вырабатывает короткие импульсы (фиг. 2а) с периодом Т от 5 до 0,01 тс, которые тактируют всю работу устройства. По переднему фронту этих импульсов ВИП 7 выключает ключ 5, а по заднему включает. Это необходимо для обеспечения гарантированного отключения тока ванны в момент измерения напряжения поляризации. По переднему фронту импульса с генератора 6 формирователь 8 формирует короткий импульс выборки (момент t2,
фиг. 2д), который поступает на блок 10, который запоминает напряжение поляризации в конце паузы тока ванны. Задний фронт импульса с ВИП 7 через формирователь 9 управляет работой (момент ti, фиг. 2г)
блока 11, который запоминает напряжение поляризации в начале паузы тока ванны. На суммирующем усилителе 12 вычисляется полусумма напряжений, поступающих с блоков 10 и 11 и сравнивается с заданным
напряжением поляризации иэад. Сигнал рассогласования с усилителя 12 управляет длительностью импульсов включения ключа 5через ВИП 7таким образом, чтобы поддержать полусумму напряжений с блоков 10 и
11 постоянной, обеспечивая тем самым постоянную среднюю плотность тока на обрабатываемые детали 2 в ванне 1.
Все электрические блоки устройства могут быть выполнены по известным схемам с использованием аналоговой и цифровой техники.
Таким образом, предлагаемый способ позволяет повысить точность контроля средней плотности тока на поверхности электрода за счет исключения влияния на результат измерения переменного контактного сопротивления электрода, а также изменяющегося сопротивления электролита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля и стабилизации средней плотности тока в гальванической ванне | 1991 |
|
SU1801989A1 |
| Способ контроля средней плотности тока при импульсном питании гальванической ванны | 1990 |
|
SU1761821A1 |
| Способ контроля площади катода при питании гальванической ванны | 1990 |
|
SU1710601A1 |
| ИМПУЛЬСНО-МОДУЛИРОВАННЫЙ ПРЕОБРАЗОВАТЕЛЬ | 1991 |
|
RU2012989C1 |
| Бесконтактный преобразователь для питания гальванических ванн | 1981 |
|
SU1046874A1 |
| ВТОРИЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 2022 |
|
RU2778143C1 |
| Способ измерения площади деталей при гальваническом процессе | 1980 |
|
SU883197A2 |
| ЭЛЕКТРОПРЕОБРАЗОВАТЕЛЬ ДЛЯ ГАЛЬВАНОТЕХНОЛОГИИ | 1991 |
|
RU2035529C1 |
| Источник питания асимметричным током | 1983 |
|
SU1107238A2 |
| Способ регулировки силы тока и соотношения анодной и катодной составляющих тока в конденсаторной установке микродугового оксидирования | 2023 |
|
RU2812068C1 |
Изобретение относится к гальванотехнике и может быть использовано для автоматического контроля и регулирования средней плотности тока в гальванической ванне. Цель изобретения - повышение точности контроля средней плотности тока за счет исключения влияния падения напряжения на сопротивлении между дополнительными электродом и катодом путем питания ванны импульсным напряжением и измерения полусуммы напряжений между катодом и дополнительным электродом в начале и в конце паузы между импульсами питающего ванну напряжения, поддерживают эту полусумму постоянной, а среднюю плотность тока находят по формуле @ , где Jср - средняя плотность тока на обрабатываемых деталях
Uн, Uк - напряжение между катодом и дополнительным электродом в начале и в конце паузы между питающими ванну импульсами напряжения
K1, K2 - коэффициенты, постоянные для данного электролита и материала катода. 2 ил.
(3)
где D; (4)
Таким образом, определяя по образцу с известной площадью коэффициенты Ki и К2 (используя формулы (2) и (4) и измеряя на50
Формула изобретения
Способ контроля средней плотности тока в гальванической ванне включающий погружение в электролит дополнительного электрода, приложение между анодом и катодом импульсного напряжения, измерение напряжения между катодом и дополнительным электродом и определение средней плотности тока по формуле, отличающий- с я тем, что, с целью повышения точности
контроля путем исключения влияния падения напряжения на сопротивлении между дополнительным электродом и катодом, измеряют напряжение между катодом и дополнительным электродом в начале и в конце паузы между импульсами питающего ванну напряжения, а среднюю плотность тока определяют по формуле
ин + ик
Jcp Ki e
ТкГ
где jcp - средняя плотность тока на обрабатываемые детали;
VH, VK - напряжения между катодом и дополнительным электродом соответственно в начале и в конце паузы между питающими ванну импульсами напряжения;
Ki, «2 - коэффициенты, постоянные для данного типа электролита и материала электрода.
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ | 0 |
|
SU362071A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ контроля средней катодной плотности тока в гальванической ванне | 1980 |
|
SU943336A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
