I
Изобретение относится к области электрофизических и электрохимических методов обработки, в частности к устройству.для электрохимической прецизионной обработки канавок на наружных поверхностях деталей.
Известно устройство для электрохимической прецизионной обработки, содержащее сосуд, заполненный двумя или более несмешивающими жидкостями с разным удельным весом, одна из которых является электролитом, а другие - диэлектриками, и кольцевой электрод, внутри которого расположена обрабатываемая деталь.
Недостаток известного устройства заключается в низкой производительности процесса из-за невозможности непрерывной прокачки электролита в зоне обработки. Кроме того, в извес ном устройстве происходит значительное загрязнение диэлектрической жидкости.
Цель изобретения - повьяление производительности процесса.
Цель достигается тем, что устройство для электрохимической прецизио ной обработки, содержащее кольцевой электрод и сосуд, заполненный двумя .или более несмешивающимися жидкостями с разным удельным весом, одна из которых является электролитом, а другие - ди.электриками, снабжено входным и выходным патрубками, а кольцевой электрод выполнен в виде полой камеры, внутренняя часть которой представляет собой два усеченных конуса, жестко соединенных межд собой, причем в месте их соединения в радиальной плоскости с внешней стороны вьшолнены кольцевая канавка и сквозные отверстия, при этом пола камера разделена перегородками на две половины.
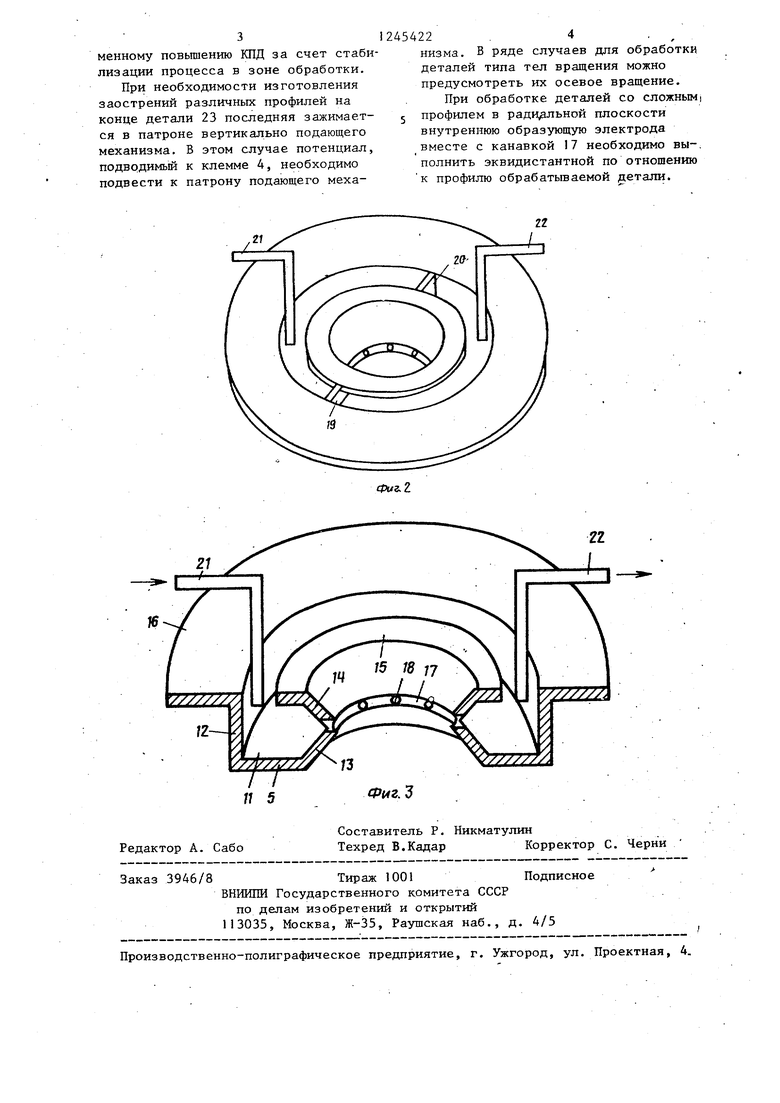
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - кольцевой электрод; на фиг. 3 - электрод, разрез.
Устройство содержит сосуд 1 с камерой 2, в дно которой герметично встроен токоподвод 3 с торцовым отверстием. К токоподводу 3 подается потенциал с помощью проводника и клеммы 4. В верхней части сосуда размещен кольцевой электрод, выполненный в виде полой камеры 5, к которому подводится потенциал с помощью KJieMMiji 6. В камеру 2 залита диэлектрт ческая жидкость 7, в коль15
45422- 2
цевой электрод 5 залит электролит 8,
сверху над электролитом залита более легкая, чем электролит, диэлектрическая жидкость 9. Внутренняя часть кольцевого электрода накрыта дизлек трической с центральным отверстием крьшкой 10 для ввода обрабатьшаемой детали.
Кольцевой электрод выполнен с ка,„ мерой, которая образована основанием 1 1 , внешней частью, выполненной в виде цилиндра 12, внутренней частью, выполненной из двух усеченных конусов 13 и 14, соединенных жестко между собой узкими частями. Фланец 15, выполненный в виде кольца, внутренним диаметром жестко соединен с конусом 14 по широкой его части, а фланец 16, выполненный в ви- де кольца, по внутреннему диаметру соединен жестко с внешней частью полой камеры - цилиндром 12. В месте соединения двух усеченных конусов 13 и 14 в радиальной плоскости с внешj, ней стороны изготовлены канавки 17 и радиальные сквозные отверстия 18.
Полая камера разделена на две части с помощью перегородок 19 и 20. С одной частью камеры соединен вводный патрубок 21, ас другой частью камеры - вьгоодной патрубок 22. Обрабатываемая детсшь 23 вводится через отверстие в крышке 10 до соприкосновения через углубления с токоподво- дом 3.
35 Устройство работает следующим образом.
Электролит 8 заливается до уровня отверстий 18. В последующем подача электролита через .патрубок 21 и
откачка его через патрубок 22 выдерживаются такими, чтобы уровень электролита не изменялся. При этом уровень электролита внутри камеры выбирают таким, чтобы он компенсировал вес диэлектрической жидкости 9, н:ижняя зона которой располагалась бы при этом не ниже уровня канавки 17. На клеммы 4 и 6 подается рабО Чее напряжение. При вводе
5 23 через отверстие в крышке 0 до соприкосновения с токоподводом 3 в детали 23 образуется канавка на уров не,радиальных отверстий 18.
Отвод электролита через патрубок
55 22 ведет к одновременному отводу шлама из зоны обработки, что позволяет исключить загрязнение диэлектрической жидкости 7, и к одновре30
45
менному повышению КПД за счет стабилизации процесса в зоне обработки. При необходимости изготовления заострений различных профилей на конце детали 23 последняя зажимается в патроне вертикально подающего механизма, В этом случае потенциал, подводимый к клемме 4, необходимо подвести к патрону подающего меха45422 . 4 . ,
низма. В ряде случаев для обработки деталей типа тел вращения можно предусмотреть их осевое вращение.
При обработке деталей со сложньм 5 профилем в радиальной плоскости внутреннюю образующую электрода вместе с канавкой 17 необходимо вы-, полнить эквидистантной по отношению к профилю обрабатьшаемой детали.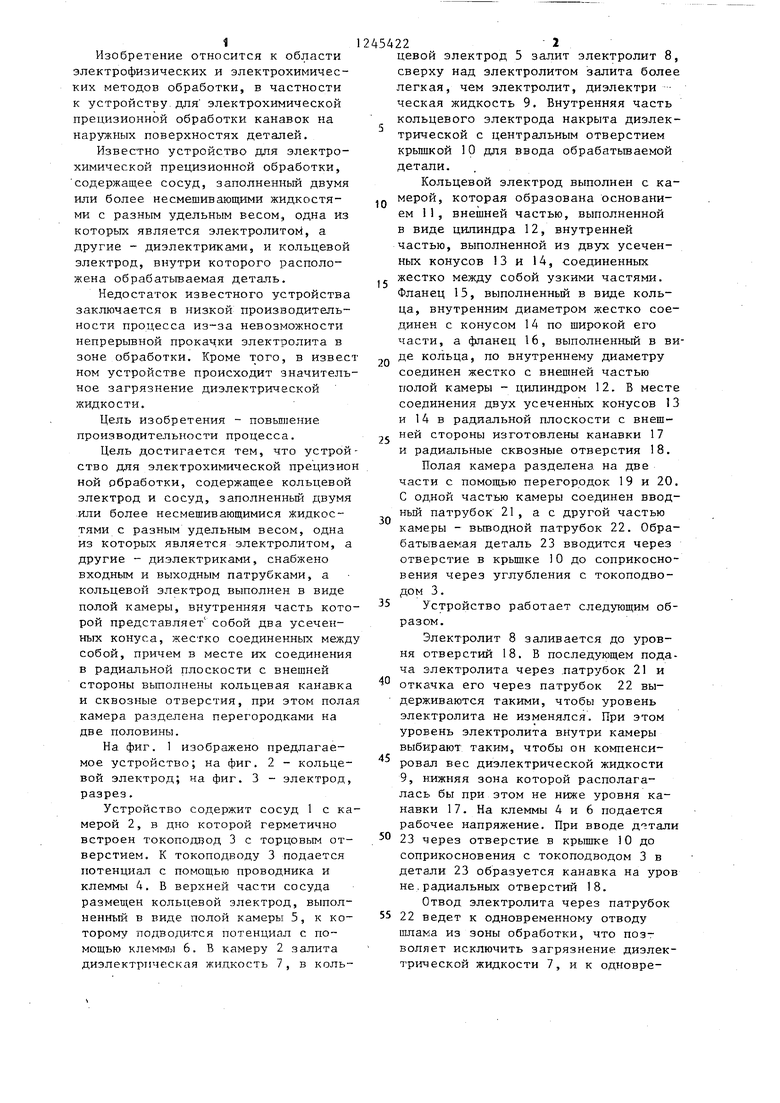
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДЫ | 2005 |
|
RU2287491C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ АКТИВАЦИИ ПИТЬЕВОЙ И ОРОСИТЕЛЬНОЙ ВОДЫ | 2004 |
|
RU2252920C1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОЛИТА-АНТИОКСИДАНТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2456246C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНОЛИТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2440930C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДЫ ИЛИ ВОДНЫХ РАСТВОРОВ | 2007 |
|
RU2367616C2 |

л 5
ZZ
Ф(лг. 3
Редактор А. Сабо
Составитель Р. Никматулин
Техред В.Кадар Корректор С. Черни
Заказ 3946/8Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
| Авторское свидетельство СССР № 1042262, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
