Изобретение относится к электрохимической обработке металлов, в частности к устройствам для размерной обработки шеек коленчатых валов после ремонта наплавкой и последующей механической обработки.
Известно "Устройство для электролитической очистки металлических поверхностей" (АС СССР N 753931 от 07.08.80, C 25 F 7/00), содержащее подвижный электрод, выполненный в виде гибкой пластины, уплотнение из изолирующего материала, закрепленное по периметру электрода, фиксирующие элементы из диэлектрического материала и штуцера для подвода и отвода электролита. Недостатком этого устройства является недостаточная точность размерной обработки, низкая производительность процесса.
Известно "Устройство для размерной электрохимической обработки длинномерных нежестких деталей" (АС СССР N 1618536 от 07.01.91, В 23 H 3/00), содержащее размещаемую на обрабатываемом участке локальную заполненную электролитом камеру для электрохимической обработки, в которой установлен электрод-инструмент, привод вращения обрабатываемого вала, источник технологического тока, а также державку с двумя упорными фланцами, в пазах которых установлена с возможностью поперечного перемещения камера. Этому устройству присущи следующие недостатки: сложность устройства в случае обработки цилиндрических шеек коленчатого вала; необходимость следящего механизма, обеспечивающего необходимый межэлектродный зазор; сложность размещения устройства между щеками противовесами; низкая производительность из-за невозможности одновременной обработки нескольких шеек.
Наиболее близким аналогом заявленного изобретения является устройство для электрохимической обработки шеек коленчатого вала (RU 2043884, МПК 7 B 23 H 9/04, 20.09.1995), содержащее разъемную камеру для электрохимической обработки, установленный в ней электрод-инструмент с токоподводом, коллекторы для подвода и отвода электролита, а также источник тока. Данному устройству также присущи недостатки, указанные выше.
Задачей изобретения является расширение технологических возможностей устройства за счет интенсификации процесса обработки путем придания электроду-инструменту вращательного движения.
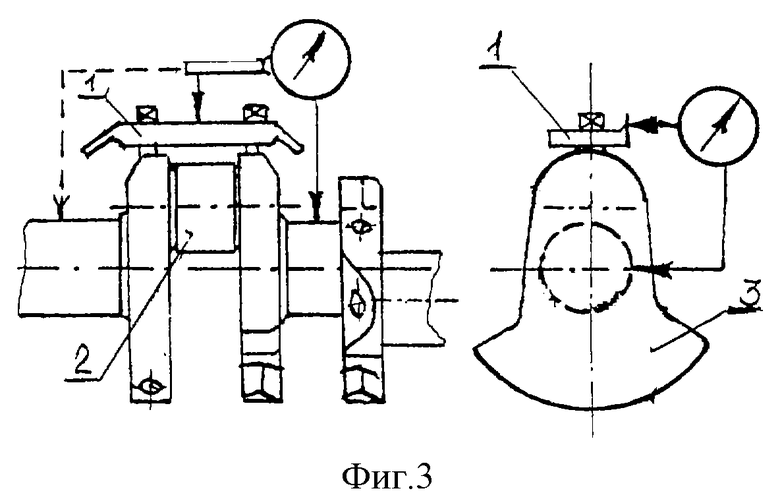
Задача изобретения решается тем, что устройство содержит разъемную по длине камеру для электрохимической обработки с установленным в ней электродом-инструментом с токоподводом, коллекторы для подвода и отвода электролита и источник тока. Камера выполнена цилиндрической с возможностью ее коаксиальной установки на обрабатываемый участок, на ее внутренней стенке, обращенной к валу, выполнены равномерно по длине камеры кольцевые канавки, внутри которых выполнены равномерно по окружности тангенциально расположенные отверстия для подвода в полость камеры электролита и привода во вращение электрода-инструмента, причем отверстия в соседних канавках сдвинуты друг относительно друга на заданный шаг, электрод-инструмент выполнен полым цилиндрическим, установлен с возможностью вращения и охвата обрабатываемого участка вала и состоит из двух кольцевых фланцев, соединенных между собой рядом концентрично расположенных по окружности осей, при этом фланцы состоят из отдельных сегментов, скрепленных по сопрягаемым плоскостям, на наружной стороне осей размещены рядами по числу канавок камеры упругие токоподводы, скрепленные с осями и расположенные равномерно по окружности с возможностью контакта и перемещения по ним, причем каждый ряд токоподводов сдвинут друг относительно друга на заданный шаг, кратный шагу осей, на внутренней стороне осей по всей их длине расположены скрепленные с ними рабочие кромки электрода-инструмента, выполненные в виде гибкой несущей пластины, прилегающие к участкам продольного контура обрабатываемого участка вала и снабженные ограничителями для создания межэлектродного зазора. Гибкая несущая пластина снабжена скрепленными с ней полосами из токопроводящей ткани, например углеволокна, лежащими на жестком упругом ворсе из неэлектропроводного волокна.
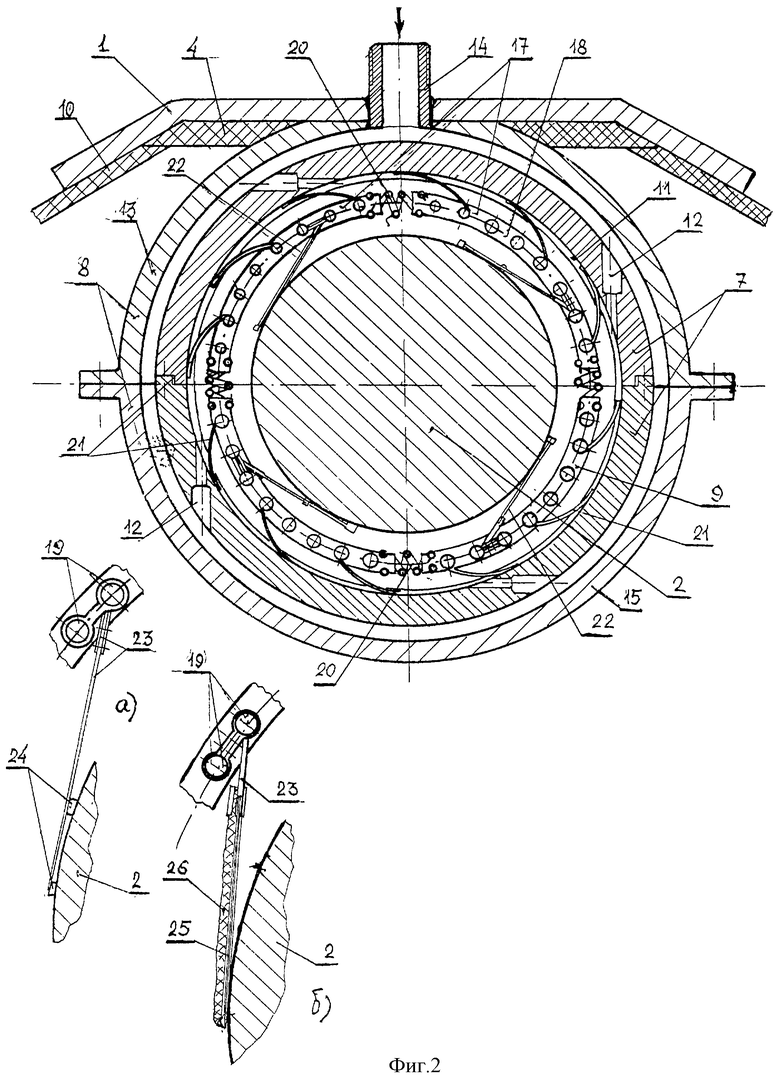
Сущность данного устройства поясняется чертежами, где на фиг. 1 изображен разрез устройства, смонтированного на шатунной шейке коленчатого вала, на фиг. 2 сечение шатунной шейки коленвала с подвижным электродом-инструментом, а на фиг. 3 приведена схема установки и базирование устройства относительно коренных шеек коленчатого вала.
Устройство для электрохимической обработки включает монтажную плату 1 с элементами соединения ее с обрабатываемым участком коленвала - шатунной шейкой 2, расположенной между щеками противовесов 3.
Монтаж и крепление устройства осуществляется через диэлектрическую прокладку 4 посредством шпилек 5, ввернутых в глухие резьбовые заглушки 6 из диэлектрического материала, монтируемые в резьбовые отверстия системы смазки вкладышей коленвала. Устройство содержит цилиндрическую камеру 7 электрохимической обработки с кольцевым коллектором 8 подвода электролита в зону обработки, подвижный вращающийся электрод-инструмент 9, разъемный кожух 10 камеры слива электролита с фланцами, выполненными из диэлектрического материала.
Коаксиальная установка камеры 7 электрохимической обработки относительно обрабатываемой шатунной шейки 2 обеспечивается базированием монтажной платы 1 устройства относительно цилиндрических поверхностей рядом расположенных коренных шеек коленвала - этим достигается одинаковый межэлектродный зазор. Внутренняя, обращенная к обрабатываемой поверхности стенка камеры 7 содержит диэлектрическое покрытие, прорезанное до металла кольцевыми канавками 11, равномерно расположенными по всей длине камеры. В канавках 11 равномерно по окружности выполнены тангенциальные отверстия 12, соединяющие кольцевой коллектор 8 подвода электролита с камерой. Для уменьшения пульсации давления в межэлектродном зазоре из-за дискретного расположения отверстий отверстия 12 в соседних канавках сдвинуты друг относительно друга с заданным шагом. Для обеспечения монтажа камеры вокруг обрабатываемой шейки камера 7 выполнена разъемной с продольным стыком, а ее коаксиальное расположение обеспечивается конструкцией кольцевого коллектора, включающей внутреннюю посадочную поверхность и винтовое соединение разъема. Монтажная плата 1, верхняя часть коллектора 13 и штуцер подвода электролита 14 создают жесткую опорную конструкцию, которая служит для точной установки устройства относительно обрабатываемой поверхности, и являются основой для крепления кожуха 10 ванны слива электролита. Нижняя часть 15 коллектора и нижняя часть 16 кожуха ванны слива электролита обеспечивают сборку и коаксиальную установку камеры 7 вокруг шейки коленчатого вала.
Корпус подвижного вращающегося электрода-инструмента 9 разъемной конструкции, состоящий из нескольких подпружиненных сегментов 17, выполнен в виде полой цилиндрической конструкции типа "беличьего колеса", охватывающего шейку вала. Ее основу составляют два кольцевых фланца 18, соединенных между собой рядом концентрично расположенных по окружности осей 19. Наружная и торцевая поверхность фланцев 18 имеет диэлектрическое покрытие. Каждый сегмент 17 соединен торцевыми плоскостями с помощью пружин связи 20. На наружной поверхности корпуса расположены упругие токоподводы 21, скрепленные с осями 19 и расположенные равномерно по периметру окружности сечения электрода и контактирующие с канавками 11 камеры. Каждый ряд токоподводов, по числу канавок, сдвинут друг относительно друга на определенный заданный шаг, кратный шагу осей, обеспечивая равномерное поджатие и, следовательно, одинаковый межэлектродный зазор. В исходном состоянии пружины 20, соединяющие отдельные сегменты 17 корпуса электрода-инструмента, разжимаясь взаимно, поджимают наружную поверхность с токоподводами 21 к внутренней стенке камеры, обеспечивая надежную электрическую связь подвижного электрода-инструмента 9.
На внутренней поверхности корпуса электрода 9, обращенной к обрабатываемой поверхности, расположены рабочие формообразующие кромки 22. Они выполнены в виде гибкой несущей пластины 23 (фиг. 2а), скрепленной с осями и прилегающими в процессе обработки по всей длине шейки вала. Причем для обеспечения постоянного межэлектродного зазора они снабжены ограничителями 24 из диэлектрического материала. Таким образом, коаксиальная установка подвижного электрода 9 обеспечивается контактом упругих токоподводов 21 с камерой и гибких несущих пластин 23 с валом. Рабочие формообразующие кромки 22 могут быть выполнены (фиг. 2б) в виде гибкой несущей пластины 23 и скрепленных с ней, свободно лежащих на жестком упругом ворсе 25 из неэлектропроводного волокна полос 26 из токопроводящей ткани, например, на основе углеродного волокна.
Устройство работает следующим образом. Требующий чистовой обработки после ремонта наплавкой шатунных (коренных) шеек коленчатый вал устанавливается горизонтально. Устройство монтируется с помощью монтажной платы 1 на щеках 3 противовесов коленчатого вала. Для этой цели выворачивают резьбовые пробки в соседних щеках противовесов и вместо пробок вворачивают заглушки 6 из диэлектрического материала, снабженные шпильками 5. Необходимо заметить, что, так как коленчатый вал имеет каналы системы смазки, проходящие в теле коренных и шатунных шеек, то необходимо перед обработкой герметизировать отверстия, выходящие на поверхность шеек.
Для подготовки устройства к работе его предварительно разбирают по продольным стыкам. Вначале отделяют нижнюю часть 16 кожуха ванны слива электролита. Затем снимают нижнюю половину 15 кольцевого коллектора 8 подвода электролита, выворачивая винты стыка. После этого камера 7 электрохимической обработки разделяется на две части. Корпус электрода-инструмента 9 разъединяют по месту стыка и монтируют около шейки 2 вала, вновь соединяя сегменты 17 корпуса.
После этого выставляют монтажную плату 1 относительно соседних коренных шеек коленчатого вала. Для этого с помощью установочных шайб, затягивая гайки шпилечного соединения, обеспечивают необходимую установку монтажной платы, контролируя правильность установки с помощью измерительного инструмента, например индикатора часового типа (см. фиг. 3).
Далее все устройство монтируют в обратной последовательности, то есть соединяют две половины разъемной камеры 7, проверяя, чтобы упругие токоподводы 21 вошли в канавки камеры. Затем присоединяют нижнюю часть 15 коллектора подвода электролита. После этого монтируют нижнюю часть 16 кожуха ванны слива электролита. Подсоединяют к штуцерам подвода и отвода электролита трубопроводы. На этом сборка устройства заканчивается.
При подаче электролита под давлением через штуцер 14, выполненный в монтажной плате 1, жидкость проходит в кольцевой коллектор 8 и через тангенциальные отверстия 12 равномерно распределяется по всей поверхности обрабатываемой шейки 2 коленчатого вала. За счет турбулентного вихревого движения электролит прижимает токопроводящую ткань 26 к жесткому ворсу 25, создавая стабильность условий обработки. Через торцевые зазоры между корпусом электрода-инструмента 9 и щеками 3 противовесов электролит сливается в кожух ванны 10.
Подвод технологического тока к электроду-инструменту 9 осуществляется через упругие токоподводы 21. В качестве привода вращения электрода-инструмента в устройстве используется энергия подаваемого под давлением электролита. Упругие токоподводы 21, расположенные на наружной поверхности корпуса 9 электрода-инструмента, в этом случае, помимо своего основного назначения - подвода тока, выполняют роль лопаток рабочего колеса гидротурбины, на которых энергия жидкости переходит в энергию вращения. В результате всестороннего давления на упругие токоподводы 21 и внешнюю поверхность электрода-инструмента 9 сжимаются пружины 20 связи сегментов 17 корпуса. И, следовательно, рабочие формообразующие кромки 22 электрода приближаются к обрабатываемой поверхности шейки 2 коленчатого вала. Вращение электрода-инструмента 9 в камере 7 позволяет интенсифицировать процесс электрохимической обработки за счет быстрого отвода продуктов реакции и постоянного обновления электролита у обрабатываемой поверхности. В процессе анодного растворения снимается верхний слой металла равномерно по всей поверхности. Наличие ограничительных элементов 24 позволяет выдержать постоянный межэлектродный зазор и предотвращает возможность коротких замыканий и подгорания поверхности и рабочих кромок. Выполнение рабочих кромок 22 электрода в виде гибкой несущей пластины 23 и свободно расположенных по всей длине обрабатываемой поверхности полос 26 из токопроводящей ткани, например на основе углеволокна, и использование в качестве ограничителя ворса 25 из неэлектропроводного волокна позволяет интенсифицировать процесс анодного растворения за счет прилегания рабочих кромок по большему участку поверхности и повысить качество обработки за счет устранения ячеистой структуры (полосатости поверхности) и исключения коротких замыканий. По мере анодного растворения увеличивается межэлектродный зазор за счет уменьшения диаметра шейки коленчатого вала. После достижения требуемого диаметра выключают технологический ток и подачу электролита.
Несмотря на некоторое усложнение устройства по сравнению с прототипом, предлагаемое техническое решение обладает рядом преимуществ, обеспечивающих положительный эффект, а именно:
- возможность использования в условиях ремонтных органов при отсутствии сложного станочного оборудования для шлифования и суперфинишной обработки шеек коленчатых валов;
- уменьшение трудоемкости технологического процесса и повышение чистоты поверхности за счет интенсификации процесса анодного растворения путем придания вращательного движения электроду и выравнивания процесса растворения по всей поверхности;
- повышение производительности за счет одновременной обработки нескольких шеек коленчатого вала одновременно.
Таким образом в расширении технологических возможностей устройства за счет интенсификации процесса обработки путем придания электроду-инструменту вращательного движения выражен положительный эффект предлагаемой конструкции.
Устройство может быть использовано для восстановления шеек коленчатых валов после ремонта наплавкой и последующей черновой механической обработки. Внутри цилиндрической камеры с коллекторами для подвода и отвода электролита расположен вращающийся электрод-инструмент в виде соединенных между собой рядом концентрично расположенных по окружности осей двух кольцевых фланцев. Фланцы состоят из отдельных сегментов. С осями скреплены упругие токоподводы. В качестве привода вращения электрода-инструмента используется энергия подаваемого под давлением электролита. Рабочие формообразующие кромки электрода-инструмента выполнены в виде гибкой несущей пластины и скрепленных с ней по всей длине полос из токопроводящей ткани, лежащих на жестком упругом ворсе из неэлектропроводного волокна. Расширены технологические возможности устройства за счет интенсификации процесса обработки. 1 з.п.ф-лы, 3 ил.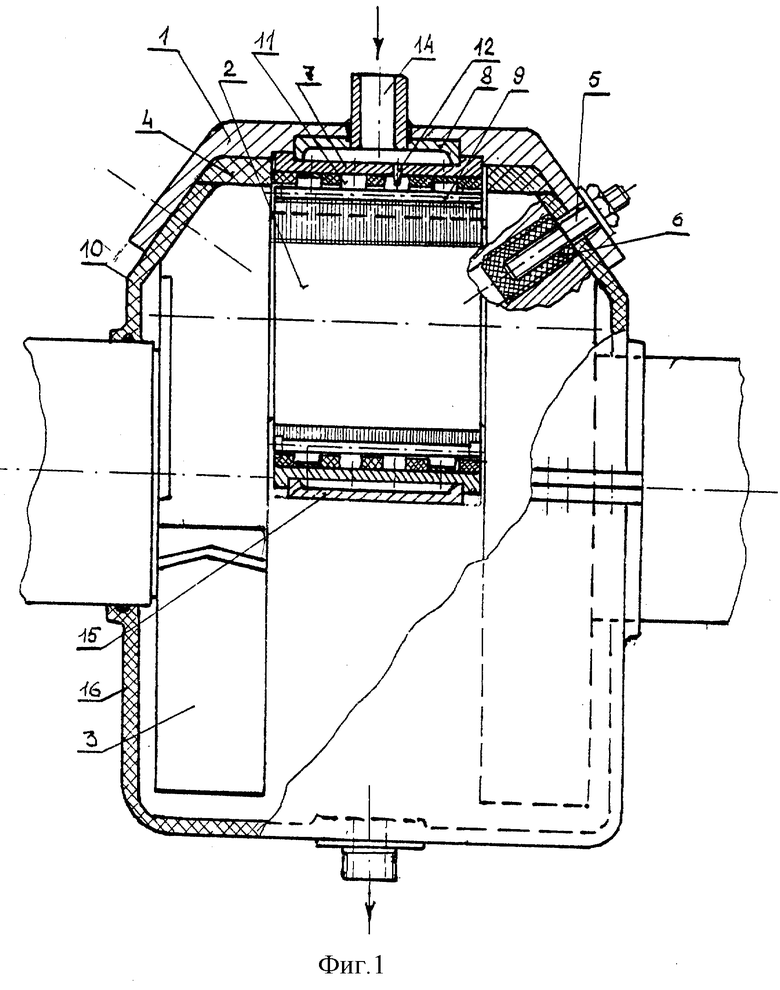
внутренней стороне осей по всей их длине расположены скрепленные с ними рабочие кромки электрода-инструмента, выполненные в виде гибкой несущей пластины, прилегающие к участкам продольного контура обрабатываемого участка вала и снабженные ограничителями для создания межэлектродного зазора.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 0 |
|
SU205490A1 |
| УСТРОЙСТВО для СБОРКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ, СОСТОЯЩИХ из ЛЕПЕСТКОВ | 0 |
|
SU318451A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1984 |
|
SU1187938A2 |
| EP 0227223 A2, 01.07.1987. | |||
